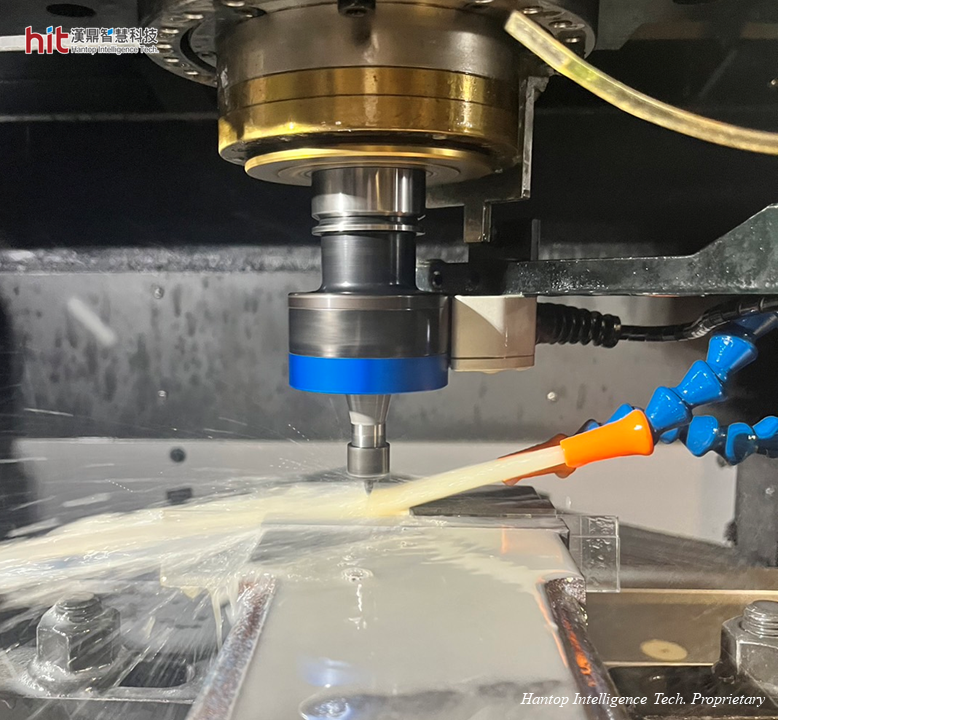
(Figura 1. El portaherramientas ultrasónico HIT HSK-E40 se utilizó en la micro-perforación de cerámica Al
2O
3)
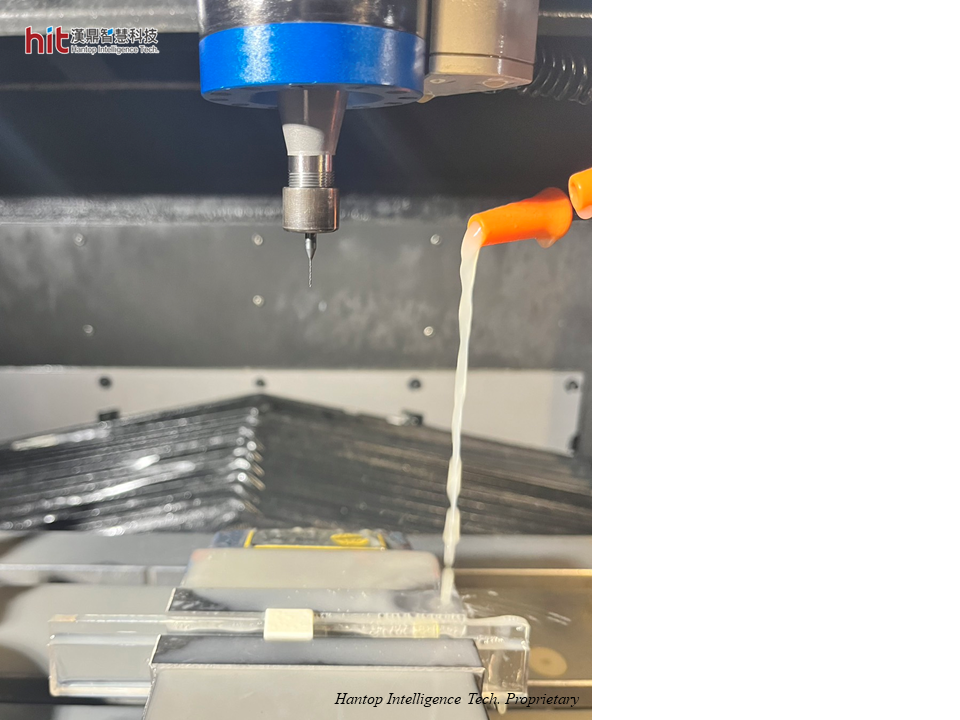
(Figura 2. Pieza de trabajo de cerámica de óxido de aluminio y portaherramientas ultrasónico HSK-E40 después del mecanizado)
La meta de HIT en la Micro-Perforación de Óxido de Aluminio (Al2O3) Cerámica
El objetivo es mejorar la eficiencia del mecanizado, mientras se mejora la calidad del agujero (especialmente en los agujeros de salida) y se mantiene la estabilidad en la vida útil de la herramienta.
Resultados de Micro-Perforación de Óxido de Aluminio (Al2O3) Cerámica asistido por ultrasonido de HIT
Micro-Perforación de Óxido de Aluminio (Al2O3) Cerámica: Eficiencia de Mecanizado
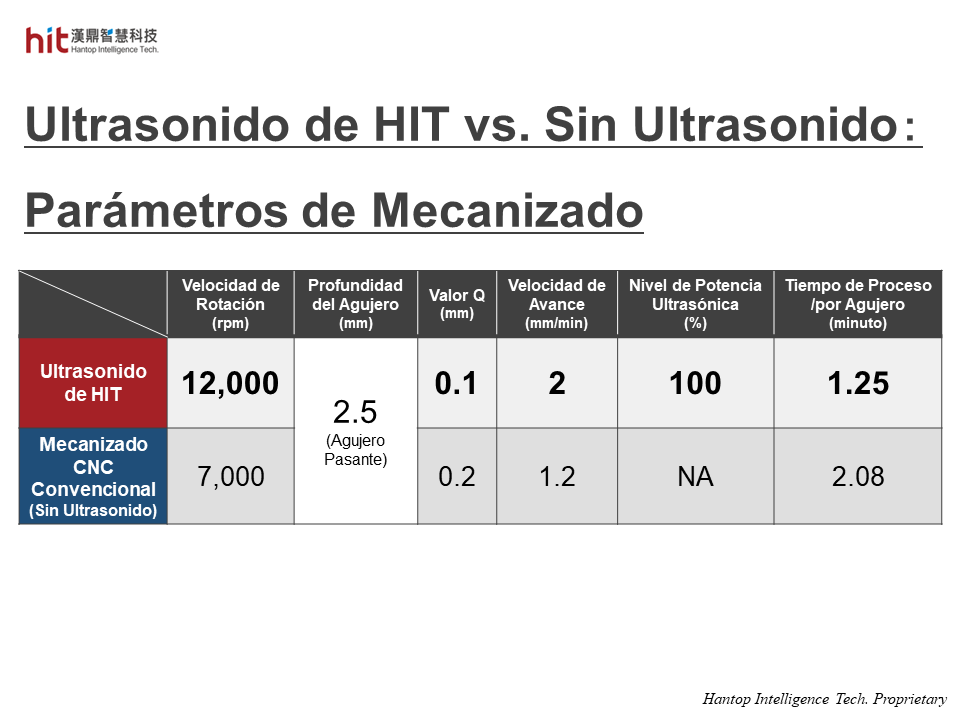
(Figura 3. La comparación de los parámetros de mecanizado entre Ultrasonido de HIT y Sin Ultrasonido)
- (Bajo el mismo avance por revolución) Al aumentar la velocidad de rotación de 7,000 rpm a 12,000 rpm, la velocidad de avance también se incrementaría de 1.2 mm/min a 2 mm/min. Esto permitió que la eficiencia del mecanizado se incrementara en un 40%.
- Con el Ultrasonido de HIT, la microvibración de alta frecuencia ayudó a reducir la fuerza de corte. El proceso de perforación no tuvo que ralentizarse alrededor de los agujeros de salida por temor a grandes grietas en los bordes debido a la gran fuerza de corte. Como resultado, el mecanizado asistido por ultrasonido de HIT ayudó a ahorrar más tiempo en todo el proceso.
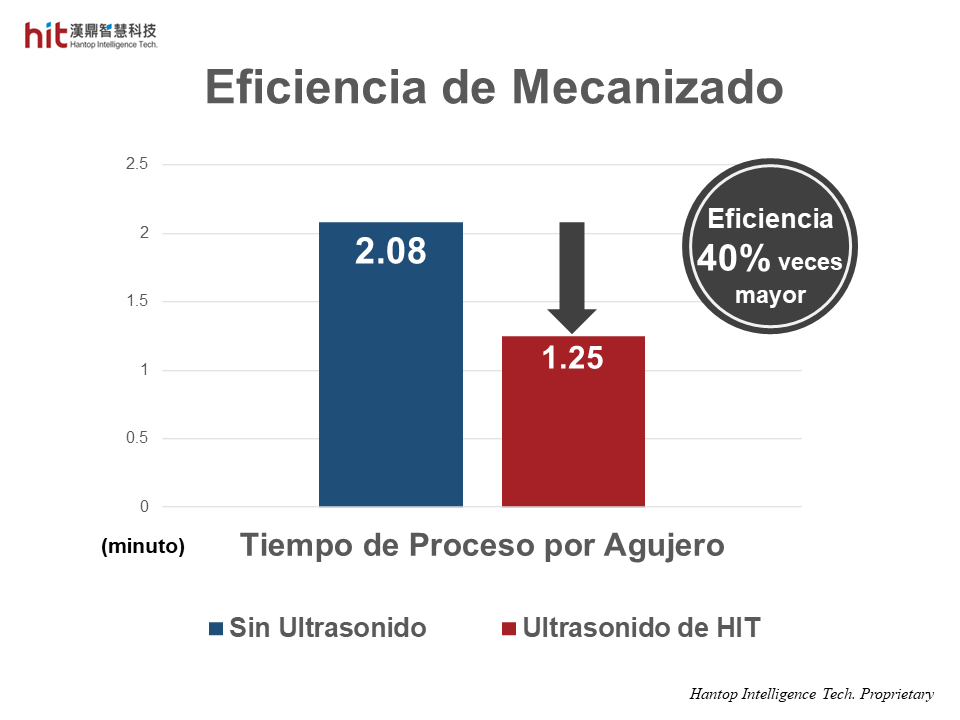
(Figura 4. La eficiencia del mecanizado se incrementó en un 40% con el Ultrasonido de HIT en la micro-perforación de cerámica Al
2O
3)
Micro-Perforación de Óxido de Aluminio (Al2O3) Cerámica: Calidad del Agujero
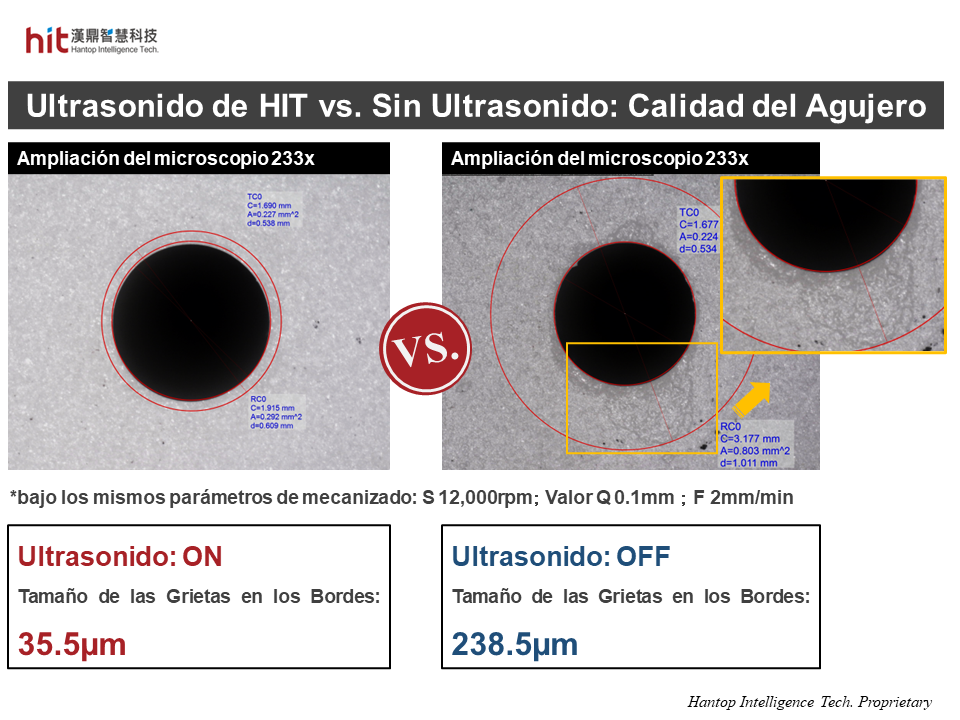
(Figura 5. La comparación de la calidad de los agujeros de salida entre Ultrasonido de HIT y Sin Ultrasonido en la micro-perforación de cerámica Al
2O
3)
- Con el Ultrasonido de HIT, la microvibración de alta frecuencia ayudó a reducir la fuerza de corte. Especialmente al perforar los agujeros de salida, la fuerza de corte reducida permitió una reducción del 85% en el tamaño de las grietas en los bordes (de 238.5µm a 35.5µm).
- En el mecanizado convencional CNC, la fuerza de corte puede ser realmente fuerte y difícil de controlar. Esto puede causar una gran extrusión entre la herramienta y la pieza de trabajo, resultando en grandes grietas en los bordes alrededor de los agujeros perforados.
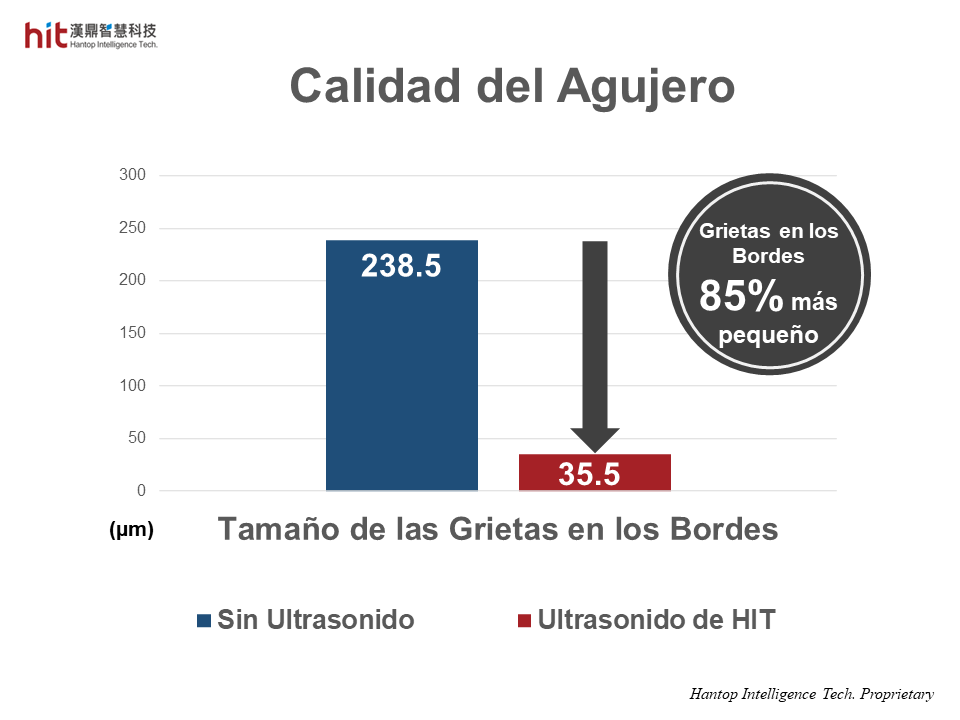
(Figura 6. La calidad de los agujeros fue un 85% mejor debido a la gran reducción de grietas en los bordes con el Ultrasonido de HIT en la micro-perforación de cerámica Al
2O
3)
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
🕜 Eficiencia de Mecanizado - 40% veces mayor
📈 Calidad del Agujeo - 85% mejor (tamaño de las grietas en los bordes se redujo a 35.5µm)