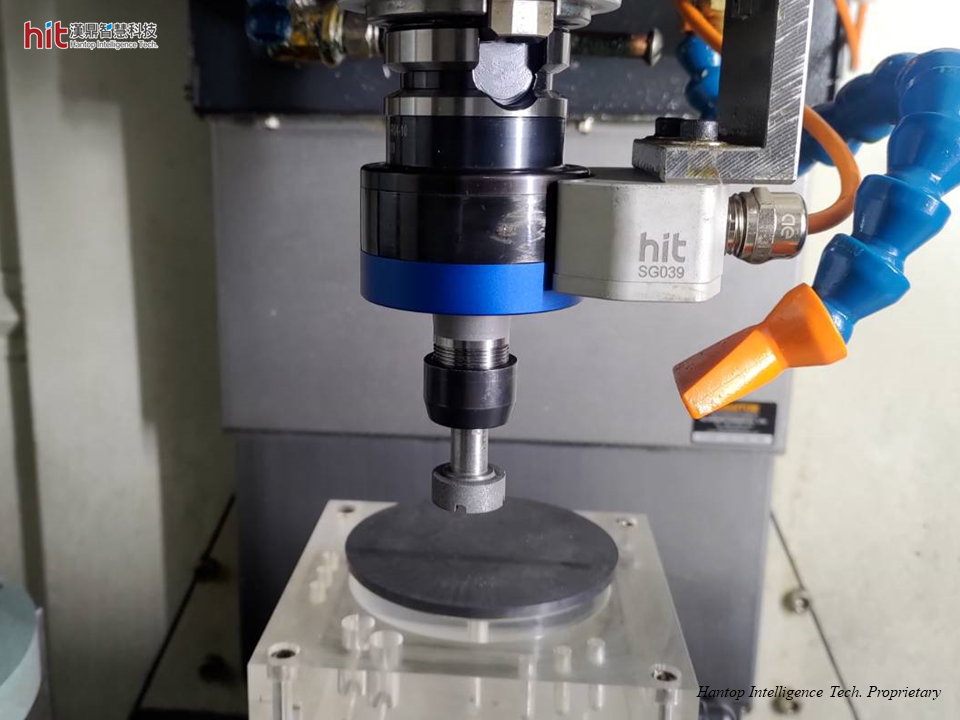
(Figura 1. El módulo de mecanizado ultrasónico HIT BT30 se utilizó en el Rectificado Superficial de Carburo de Silicio)
La meta de HIT en el Rectificado Superficial de Carburo de Silicio (SiC)
Con la asistencia de la tecnología de mecanizado asistido por ultrasonido de HIT, el objetivo es reducir el tiempo total del proceso y el desgaste de la herramienta, manteniendo una excelente calidad de la pieza en el Rectificado Superficial de Carburo de Silicio (SiC).
Resultados de Rectificado Superficial de Carburo de Silicio (SiC) asistido por ultrasonido de HIT
Rectificado Superficial de Carburo de Silicio (SiC): Eficiencia de Mecanizado
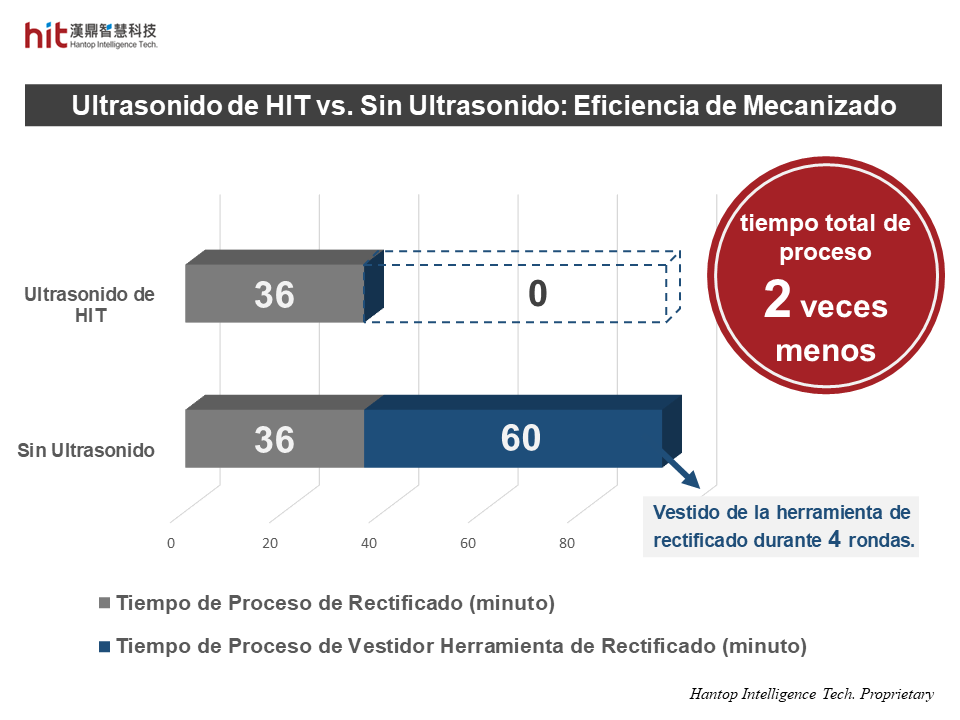
(Figura 2. El Rectificado Superficial de Carburo de Silicio asistido por ultrasonido de HIT puede lograr un tiempo total de proceso dos veces menor, debido a que no hubo necesidad del proceso de vestido de la herramienta de rectificado)
- Con el ultrasonido de HIT, la micro-vibración de alta frecuencia ayudó a una evacuación más fácil de las virutas de corte y a una mejor eliminación de partículas cerámicas. La herramienta de rectificado se levantaba constantemente de la pieza, lo que permitía que el fluido de corte eliminara el calor de corte y las partículas cerámicas. Esto evitó efectivamente que los poros (entre los abrasivos de la herramienta de rectificado) se llenaran con escombros acumulados del material cerámico. Como resultado, no hubo necesidad del proceso de vestido de la herramienta de rectificado durante todo el proceso de rectificado.
- (Bajo los mismos parámetros de mecanizado) Sin ultrasonido, la herramienta de rectificado estaba constantemente en contacto con la pieza. Esto resultaba en que la herramienta volviera a rectificar las partículas cerámicas irremovibles, así como en que los poros se llenaran con escombros del material cerámico. La herramienta necesitaría entonces el proceso de vestido de la herramienta de rectificado debido a la disminución de la capacidad de rectificado. Como resultado, se realizaron 4 rondas del proceso de vestido de la herramienta de rectificado durante todo el proceso de rectificado.
Rectificado Superficial de Carburo de Silicio (SiC): Calidad de la Pieza
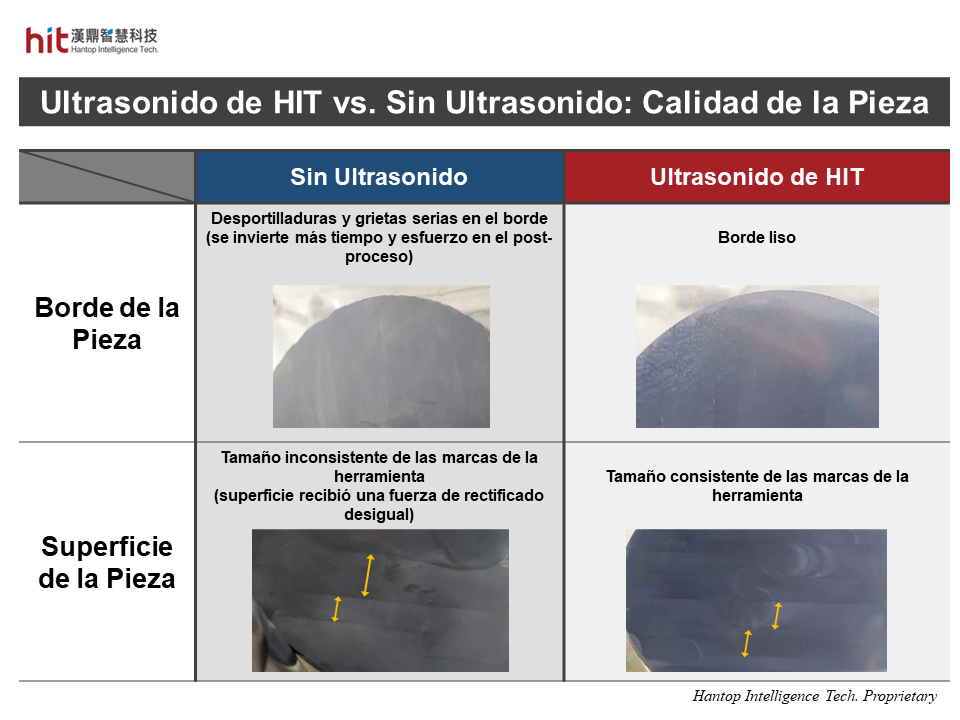
(Figura 3. El Rectificado Superficial de Carburo de Silicio asistido por ultrasonido de HIT puede lograr una pieza con bordes lisos sin astillamientos ni grietas en los bordes)
- Con el ultrasonido de HIT, la micro-vibración de alta frecuencia ayudó a una evacuación más fácil de las virutas de corte y a una mejor eliminación de partículas cerámicas. Esto evitó efectivamente que los poros (entre los abrasivos de la herramienta de rectificado) se llenaran con escombros acumulados del material cerámico. Las fuerzas de rectificado reducidas ayudaron a disminuir los astillamientos o las grietas en los bordes de la pieza, con un tamaño consistente de las marcas de la herramienta en la superficie.
- (Bajo los mismos parámetros de mecanizado) Sin ultrasonido, las partículas cerámicas irremovibles junto con los poros llenos de escombros acumulados del material cerámico causaron una rápida pérdida en la capacidad de rectificado de la herramienta. El tamaño inconsistente de las marcas de la herramienta en la superficie de la pieza también mostró fuerzas de rectificado inestables y desiguales, lo que resultó no solo en un desgaste serio de la herramienta, sino también en daños en la pieza (astillamientos y grietas en los bordes).
Rectificado Superficial de Carburo de Silicio (SiC): Vida útil de la Herramienta

(Figura 4. El Rectificado Superficial de Carburo de Silicio asistido por ultrasonido de HIT puede lograr un mejor lavado de partículas cerámicas y sin la necesidad de realizar el proceso de vestido de la herramienta de rectificado)
- Con el ultrasonido de HIT, la micro-vibración de alta frecuencia ayudó a un mejor lavado de partículas cerámicas. Cuando los granos abrasivos en la herramienta de rectificado se desgastaban después de rectificar, la fuerza de rectificado aumentaba. Por lo tanto, se generaba el mecanismo de autoafilado. Esto hacía que los granos abrasivos desgastados se desprendieran, y luego los nuevos granos de diamante salían para continuar rectificando. Dado que no era necesario realizar el proceso de vestido de la herramienta de rectificado, el desgaste total de la herramienta solo provenía del proceso de rectificado.
- (Bajo los mismos parámetros de mecanizado) Sin ultrasonido, las partículas cerámicas irremovibles junto con los poros llenos de escombros acumulados del material cerámico causaban una rápida pérdida en la capacidad de rectificado de la herramienta. La acumulación de polvo cerámico era demasiado rápida para que el mecanismo de autoafilado restaurara la capacidad de rectificado de la herramienta. Como resultado, se necesitaban 4 rondas del proceso de vestido de la herramienta de rectificado durante el proceso de rectificado, lo que causaba un desgaste aún mayor de la herramienta.
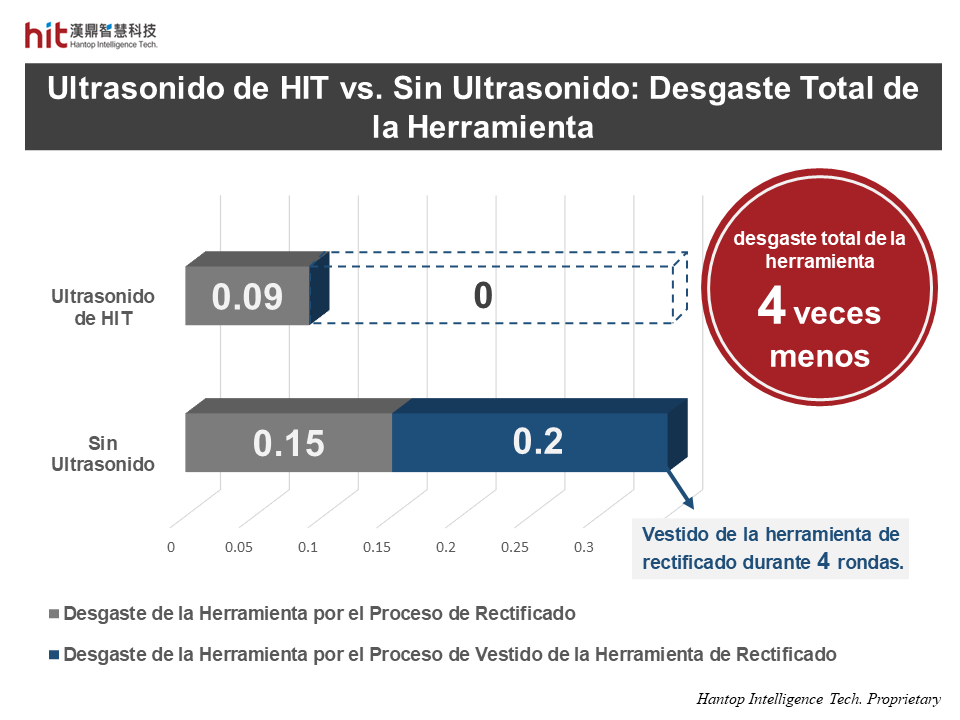
(Figura 5. El Rectificado Superficial de Carburo de Silicio asistido por ultrasonido de HIT puede reducir en gran medida el desgaste de la herramienta y lograr una vida útil de la herramienta 4 veces más larga)
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
🕜 Eficiencia de Mecanizado - 2 veces mayor
📈 Calidad de la Pieza - sin astillado ni grietas en los bordes
⚙️ Vida útil de la Herramienta - 4 veces más largo