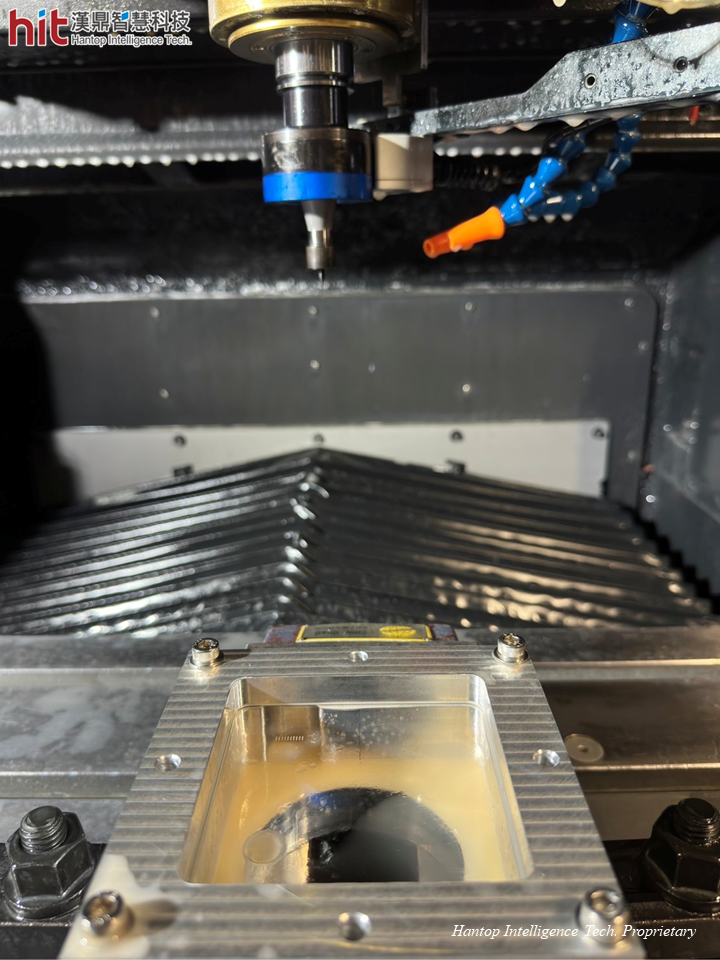
(Figura 1. Se utilizó el portaherramientas ultrasónico HIT HSK-E40 en la Micro-perforación de Vidrio de Sodio-Calcio)
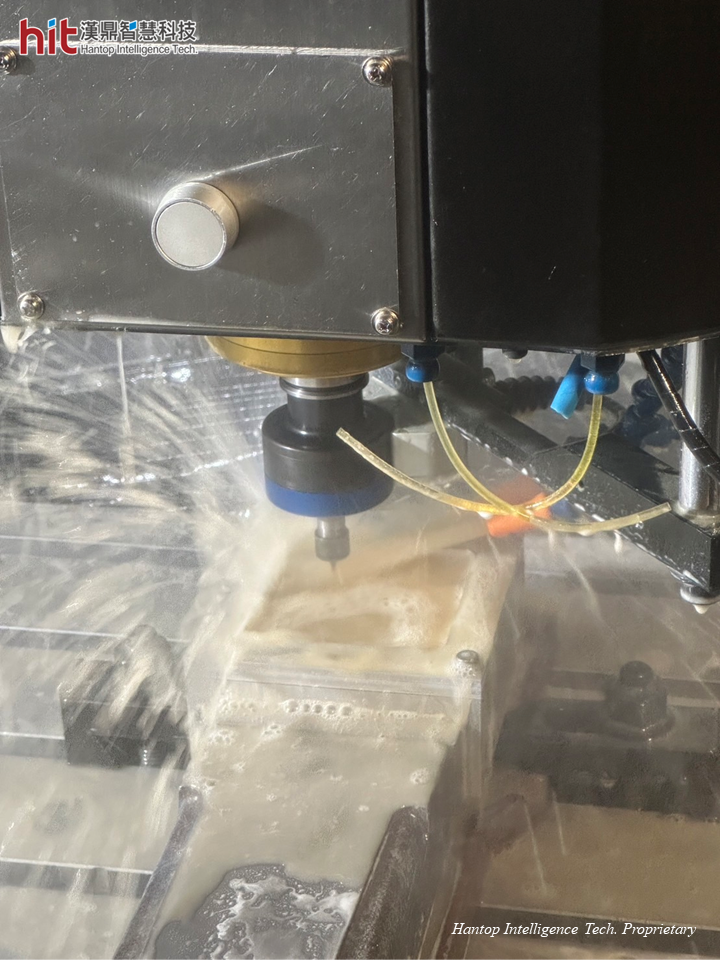
(Figura 2. Pieza de Micro-perforación de Vidrio de Sodio-Calcio asistida por ultrasonido de HIT)
La meta de HIT en la Micro-perforación de Vidrio de Sodio-Calcio
El objetivo es aumentar la eficiencia de mecanizado, al mismo tiempo que se reduce el tamaño de las grietas en el borde en la Micro-perforación de Vidrio de Sodio-Calcio.
Resultados de Micro-perforación de Vidrio de Sodio-Calcio asistido por ultrasonido de HIT
Micro-perforación de Vidrio de Sodio-Calcio: Eficiencia de Mecanizado
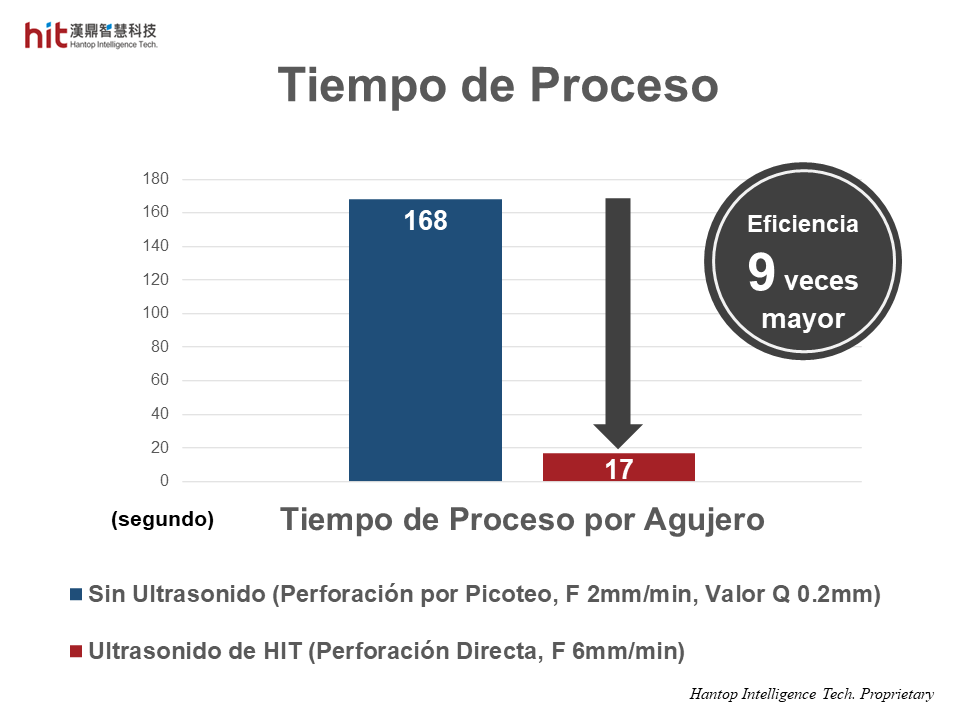
(Figura 3. La eficiencia de mecanizado se mejoró 9 veces con el ultrasonido de HIT en la Micro-perforación de Vidrio de Sodio-Calcio)
La eficiencia de mecanizado general se mejoró 9 veces más que sin ultrasonido.
- Con la tecnología de mecanizado asistida por ultrasonido de HIT, se pudo eliminar el proceso de perforación piloto y el ciclo de perforación por picoteo convencional fue reemplazado por la perforación directa.
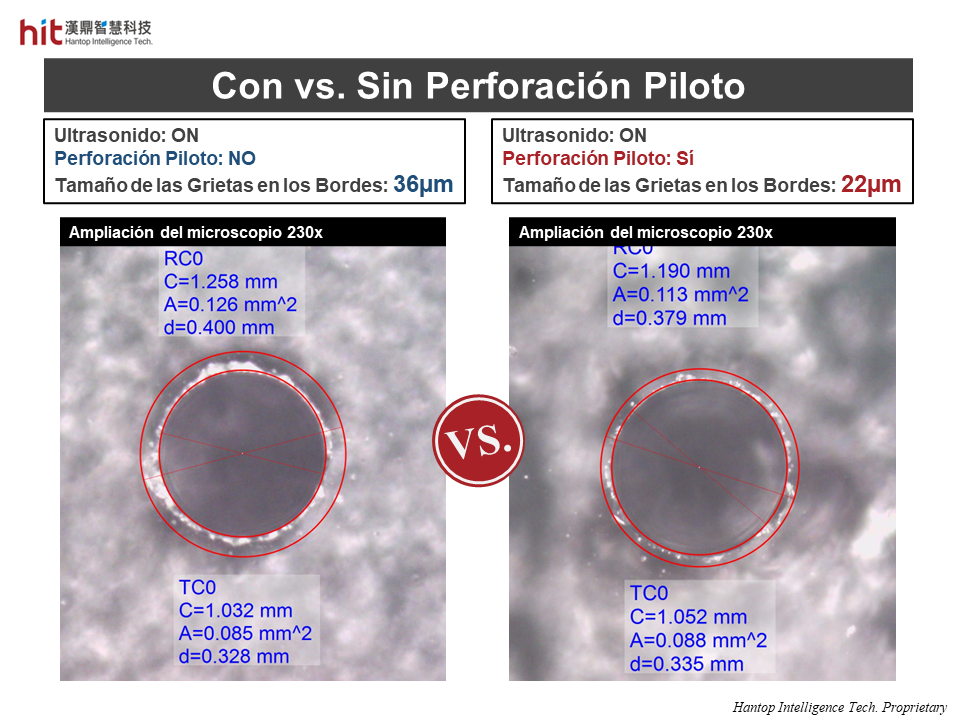
(Figura 4. Con el Ultrasonido de HIT, el tamaño de la grieta en el borde permaneció pequeño incluso sin el proceso de perforación piloto)
- La microvibración de alta frecuencia de la tecnología de mecanizado asistido por ultrasonido de HIT ayuda a reducir la fuerza de empuje y el par de torsión, la velocidad de avance se aumentó 3 veces más rápido manteniendo un pequeño tamaño de grietas en el borde bajo la misma velocidad de rotación (12,000rpm).
Micro-perforación de Vidrio de Sodio-Calcio: Calidad del Agujero
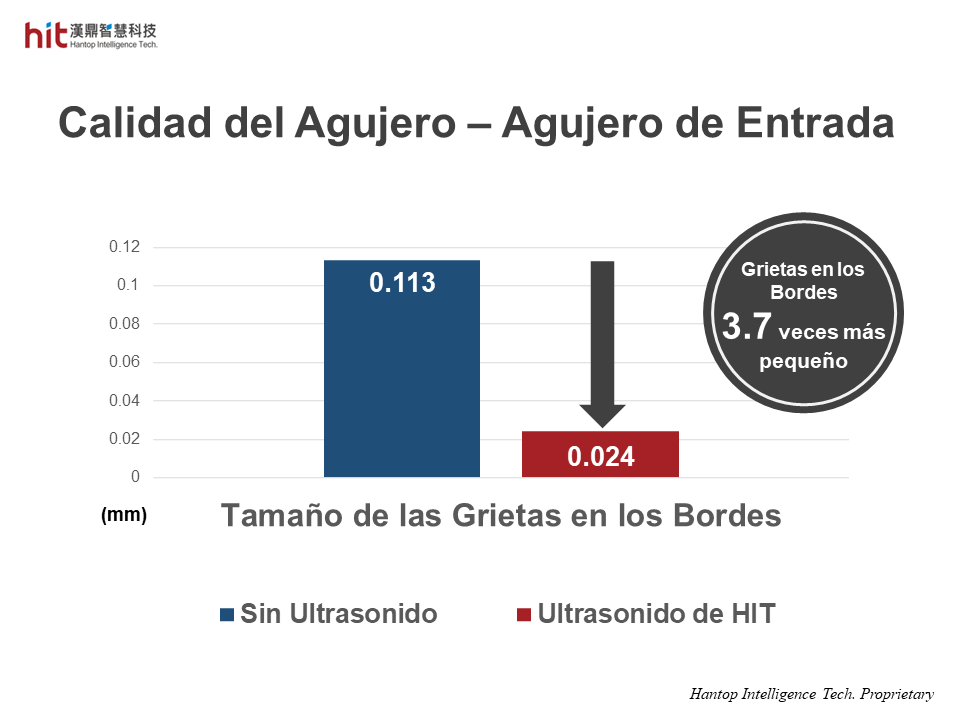
(Figura 5. El tamaño de la grieta en el borde alrededor del agujero de entrada fue 3.7 veces más pequeño con el Ultrasonido de HIT en la Micro-perforación de Vidrio de Sodio-Calcio)
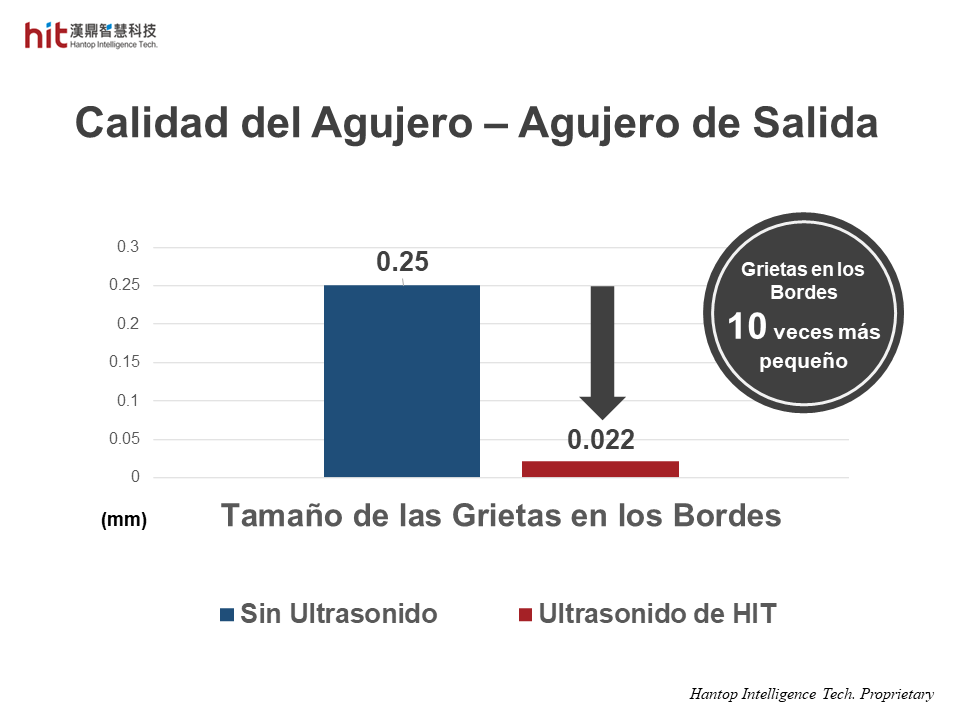
(Figura 6. El tamaño de la grieta en el borde alrededor del agujero de salida fue 10 veces más pequeño con el Ultrasonido de HIT en la Micro-perforación de Vidrio de Sodio-Calcio)
La calidad general del agujero se mejoró considerablemente con el tamaño de las grietas en el borde alrededor del agujero de entrada reducido en 3.7 veces y el tamaño de las grietas en el borde alrededor del agujero de salida reducido en 10 veces.
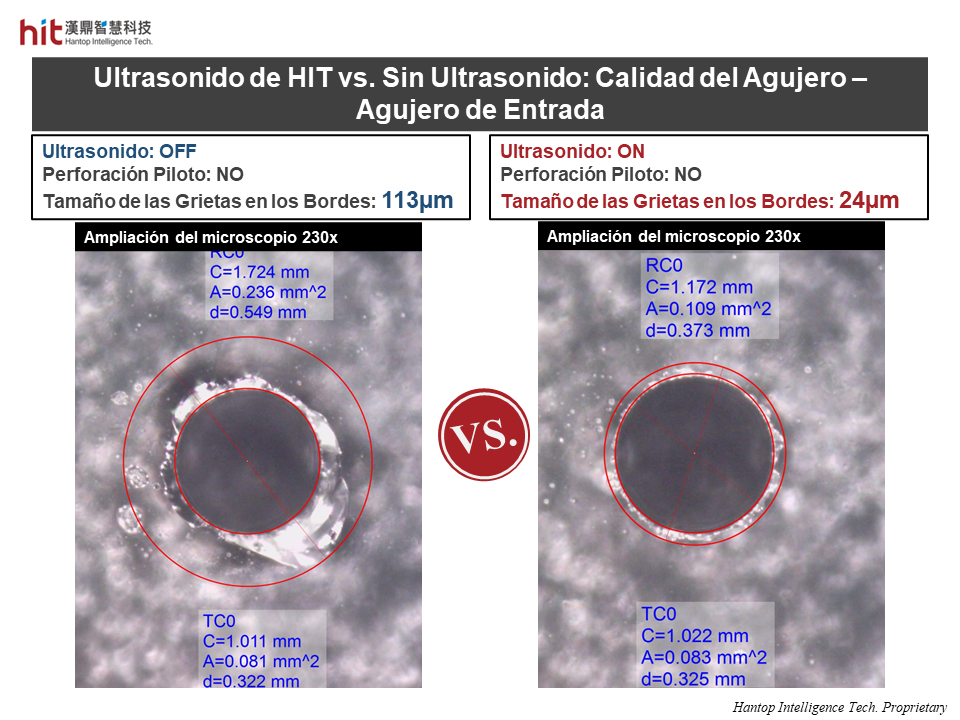
(Figura 7. Comparación del tamaño de las grietas en el borde alrededor del agujero de entrada entre Ultrasonido de HIT y Sin Ultrasonido)
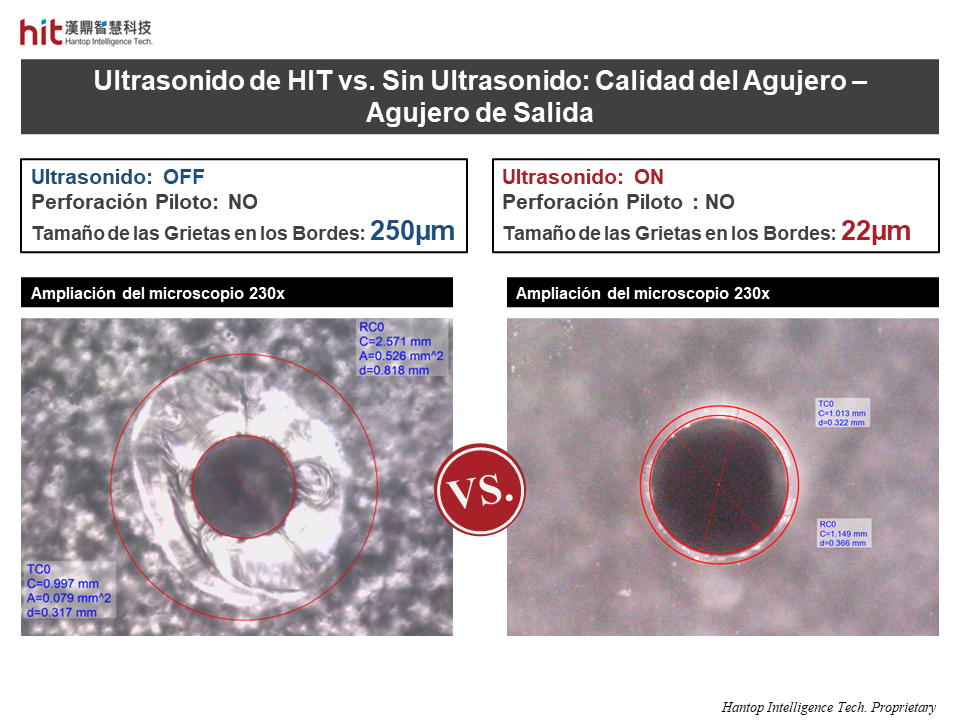
(Figura 8. Comparación del tamaño de las grietas en el borde alrededor del agujero de salida entre Ultrasonido de HIT y Sin Ultrasonido)
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
🕜 Eficiencia de Mecanizado - 9 veces mayor
📈 Calidad del Agujero - 10 veces mejor (tamaño de las grietas en el borde se redujo a 22µm)