
(Figura 1. Se utilizó el portaherramientas ultrasónico HSK-E40 en el mecanizado de roscas internas M2 en carburo de tungsteno)
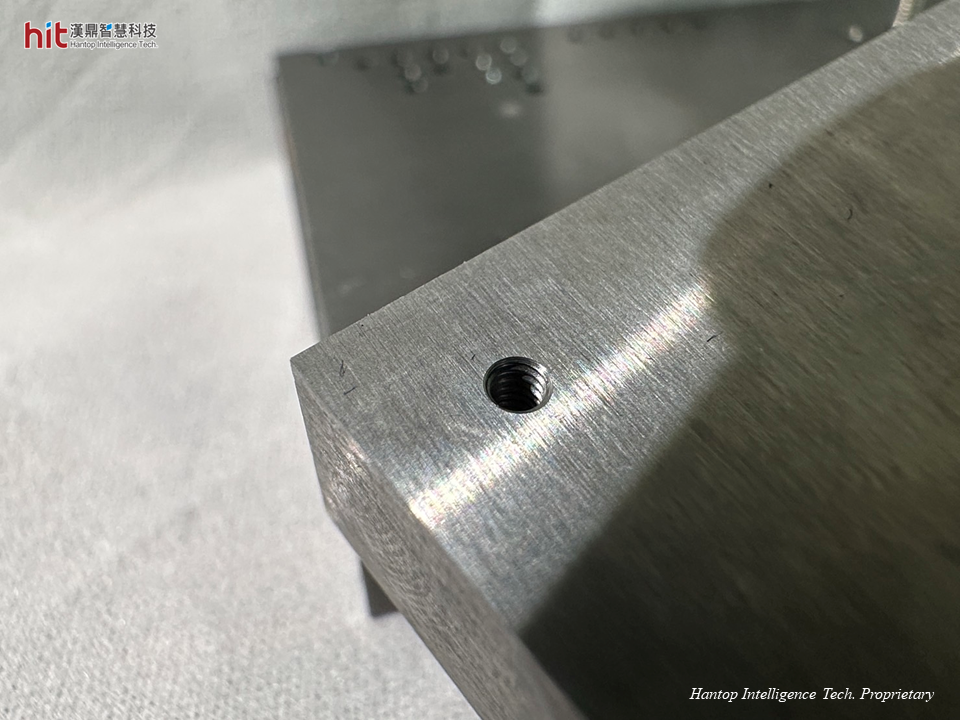
(Figura 2. Mecanizado asistido por ultrasonido de HIT de una pieza de trabajo con roscas internas M2 en carburo de tungsteno)
La meta de HIT en el Roscado Interno M2 de Carburo de Tungsteno
El objetivo es realizar con éxito una rosca interna M2 en carburo de tungsteno utilizando la tecnología de mecanizado asistido por ultrasonido de HIT en la máquina CNC.
Resultados de Roscado Interno M2 de Carburo de Tungsteno asistido por ultrasonido de HIT
Roscado Interno M2 de Carburo de Tungsteno: Eficiencia de Mecanizado
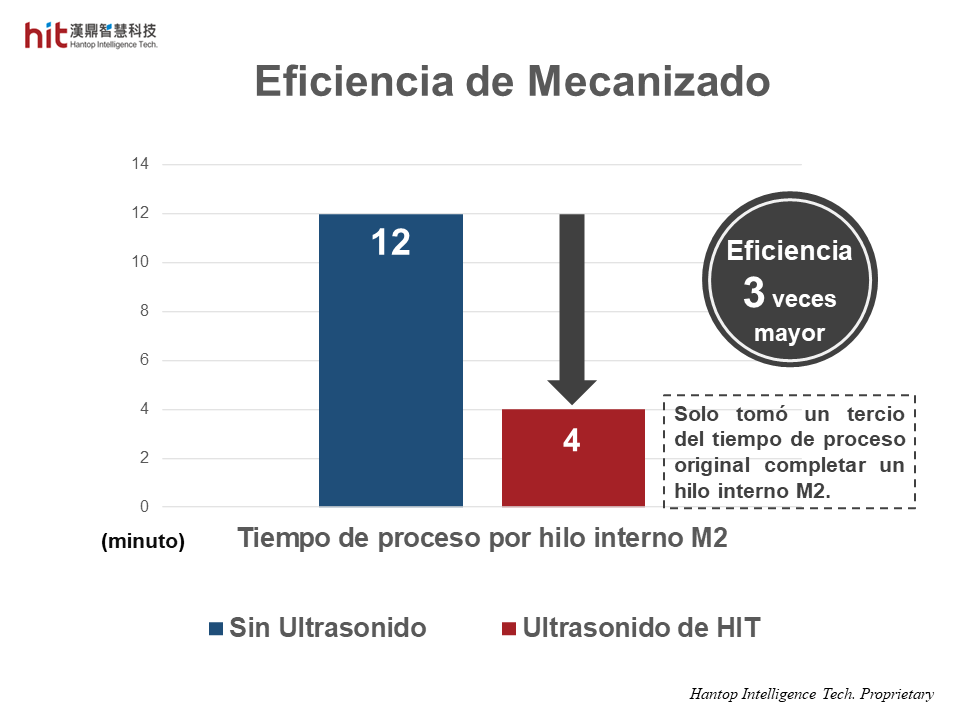
(Figura 3. La eficiencia de mecanizado fue 3 veces mayor con Ultrasonido de HIT en el mecanizado de roscas internas M2 en carburo de tungsteno)
- (Bajo la misma velocidad de avance por revolución) Con HIT ultrasónico, tanto la velocidad de rotación (de 10,000rpm a 30,000rpm) como la velocidad de avance (de 20mm/min a 60mm/min) pueden aumentarse tres veces más que las sugeridas por el proveedor de herramientas.
- El tiempo de proceso para completar una rosca interna M2 se redujo a un tercio del tiempo original sin ultrasónico.
- Con HIT ultrasónico, ayudó a reducir la fuerza de corte en el mecanizado de alta velocidad, lo que logró el mecanizado de roscas internas M2 en carburo de tungsteno.
Roscado Interno M2 de Carburo de Tungsteno: Calidad de la Pieza

(Figura 4. la comparación de la calidad de la pieza entre Ultrasonido de HIT y Sin Ultrasonido en el mecanizado de roscas internas M2 en la pieza de carburo de tungsteno)
- Con el ultrasonido de HIT, la microvibración de alta frecuencia permitió el contacto intermitente entre la herramienta y la pieza, lo que ayudó enormemente a reducir el calor de corte.
- La reducción tanto en la fuerza de corte como en el calor de corte en el mecanizado de alta velocidad contribuyó a la completitud del perfil de la rosca interna M2.
Roscado Interno M2 de Carburo de Tungsteno: Vida útil de la Herramienta
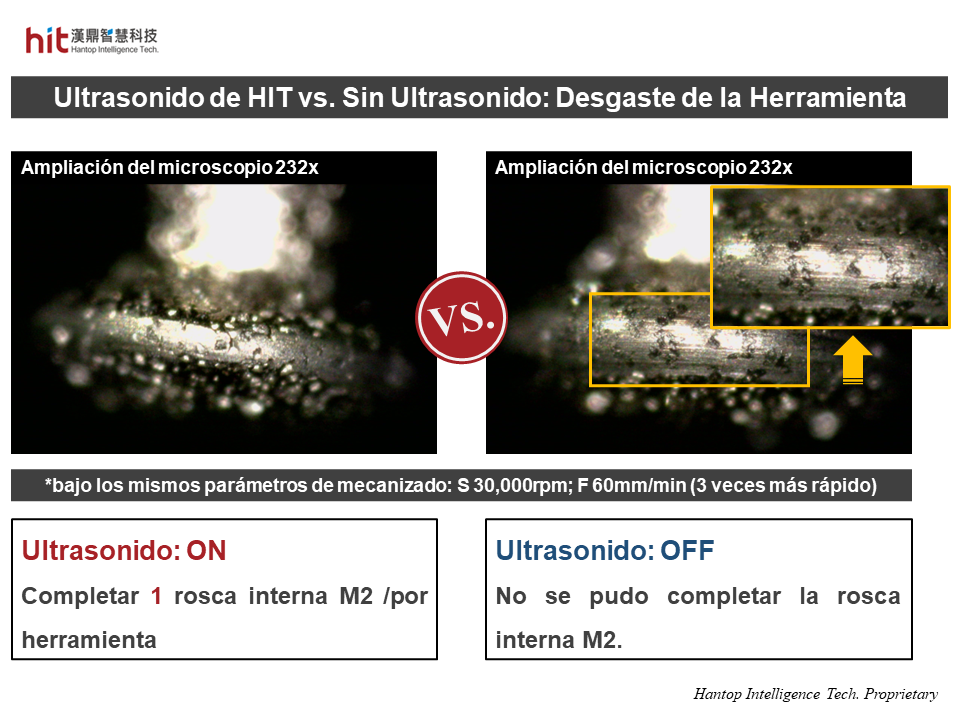
(Figura 5. la comparación del desgaste de la herramienta entre Ultrasonido de HIT y Sin Ultrasonido en el mecanizado de roscas internas M2 en la pieza de carburo de tungsteno)
- Los parámetros de mecanizado optimizados (3 veces más rápido que el sugerido por el proveedor de herramientas - S 30,000rpm; F 60mm/min) se presentaron para demostrar lo mejor de la tecnología de mecanizado asistido por ultrasonido, y como una prueba acelerada sobre la vida útil de la herramienta.
- Bajo el proceso de mecanizado asistido por ultrasonido de alta velocidad, la herramienta puede completar una rosca interna M2; mientras que la herramienta no pudo completar la rosca interna sin ultrasonido e incluso pareció tener un desgaste serio (se dejaron marcas de avance obvias en la herramienta).
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
🕜 Eficiencia de Mecanizado - 3 veces mayor
📈 Calidad de la Pieza - El perfil estaba completo
⚙️ Vida útil de la Herramienta - mejoró