
(Figura 1. Pieza de Fresado Lateral de la Aleación de Titanio Ti-6Al-4V asistida por ultrasonido de HIT)

(Figura 2. Se utilizó el portaherramientas ultrasónico HIT HBT-30 en el Fresado Lateral de la Aleación de Titanio Ti-6Al-4V)
La meta de HIT en el Fresado Lateral de la Aleación de Titanio (Ti-6Al-4V)
El objetivo es mejorar la vida útil de la herramienta bajo una mayor eficiencia de mecanizado, manteniendo al mismo tiempo una alta calidad superficial que cumpla con los requisitos del cliente.
Resultados de Fresado Lateral de la Aleación de Titanio (Ti-6Al-4V) asistido por ultrasonido de HIT
Fresado Lateral de la Aleación de Titanio (Ti-6Al-4V): Eficiencia de Mecanizado
La tecnología de mecanizado asistida por ultrasonido de HIT permitió aumentar la velocidad de corte 3 veces más rápido que sin ultrasonido, lo que resultó en un aumento en la velocidad de avance y la eficiencia de mecanizado.
Fresado Lateral de la Aleación de Titanio (Ti-6Al-4V): Calidad Superficial
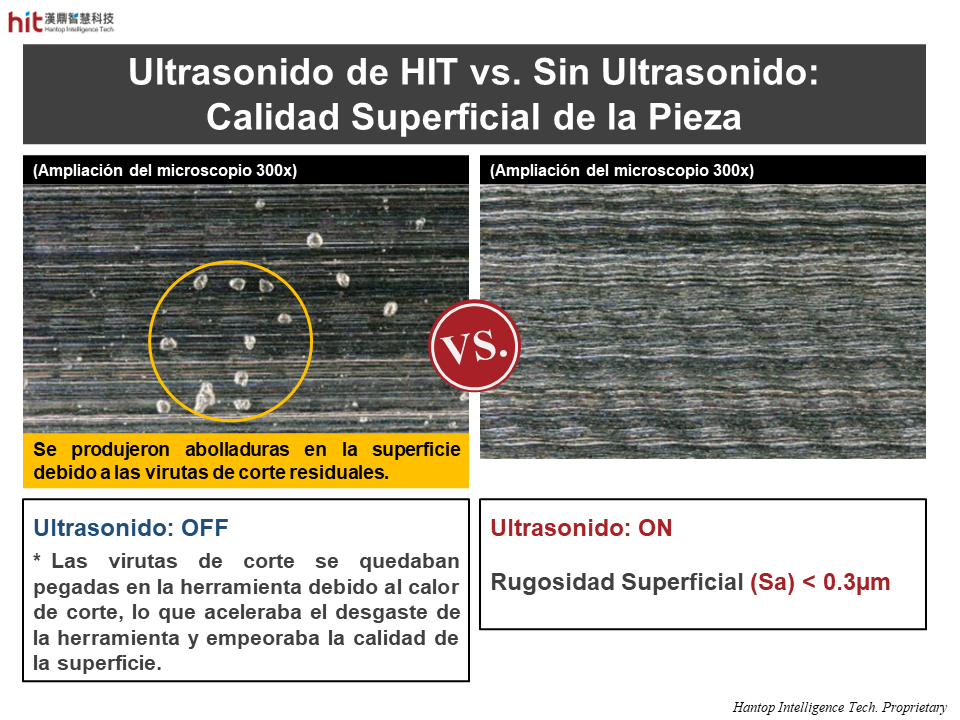
(Figura 3. Comparación de la calidad superficial del Fresado Lateral de la Aleación de Titanio Ti-6Al-4V entre el Ultrasonido de HIT y Sin Ultrasonido)
La microvibración ultrasónica de alta frecuencia ayudó a reducir el calor de corte y logró la mejora en la rugosidad superficial (Sa) < 0,3 µm, lo que cumplió con los requisitos del cliente.
Fresado Lateral de la Aleación de Titanio (Ti-6Al-4V): Vida útil de la Herramienta
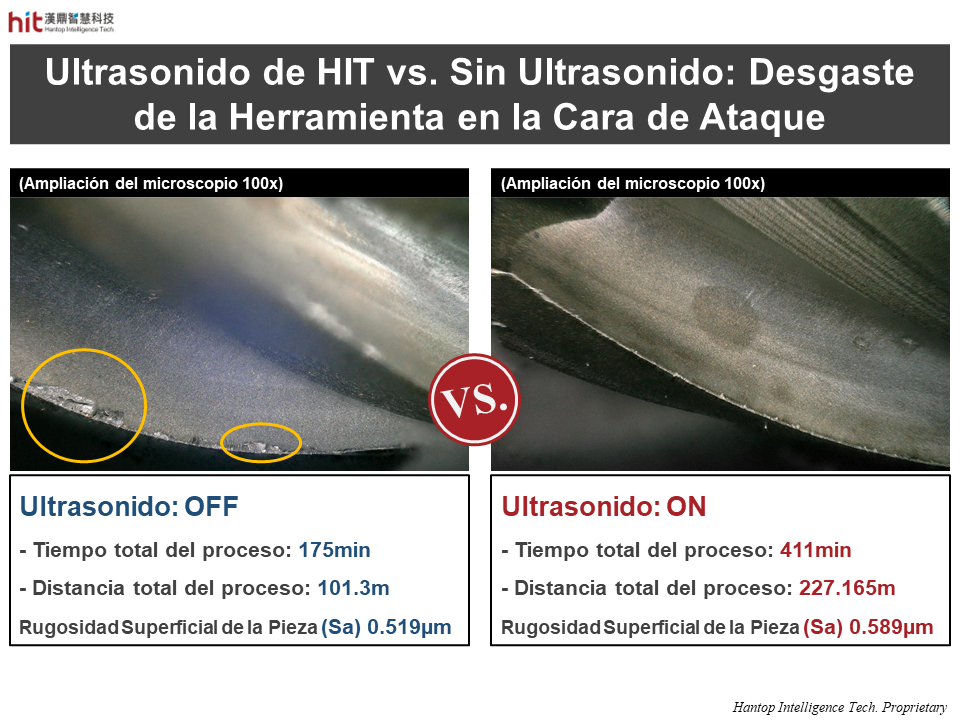
(Figura 4. Comparación del desgaste de la herramienta en la cara de ataque entre el mecanizado con Ultrasonido de HIT y sin Ultrasonido en el Fresado Lateral de la Aleación de Titanio Ti-6Al-4V)
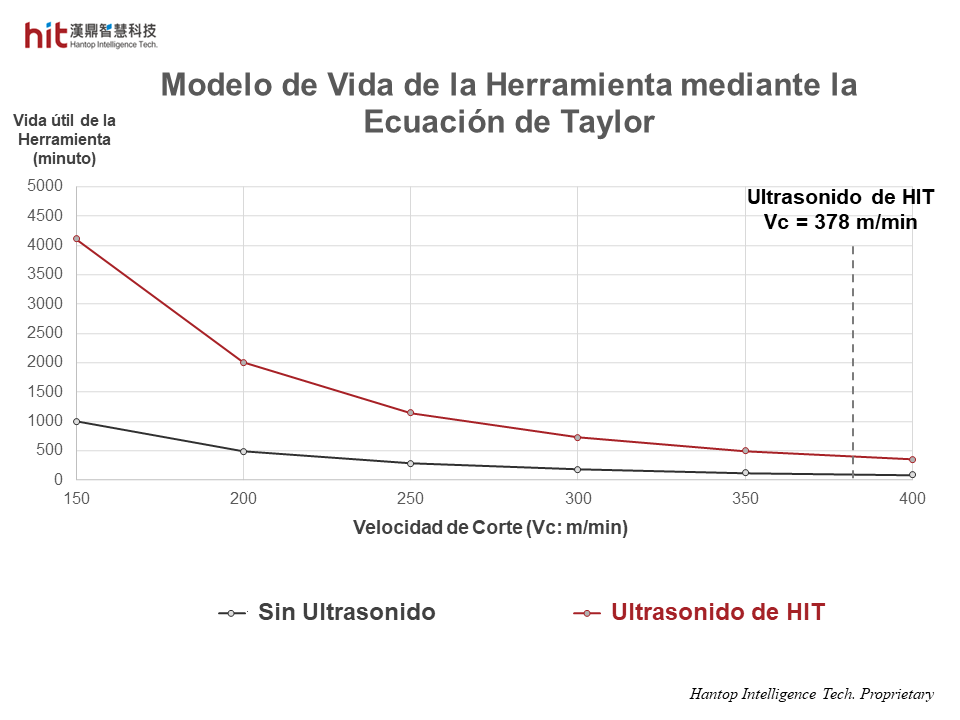
(Figura 5. El Modelo de Vida de la Herramienta mediante la ecuación de Taylor muestra la mejora potencial en la vida útil de la herramienta con el mecanizado ultrasónico de HIT en el Fresado Lateral de la Aleación de Titanio Ti-6Al-4V)
Las virutas de corte parecían ser más grandes y muy difíciles de romper en el mecanizado CNC convencional. Junto con el calor de corte, las virutas de corte se adherían repetidamente a la cara de ataque de la herramienta, lo que causaba roturas en el filo de corte principal de la herramienta.
La microvibración de alta frecuencia del mecanizado asistido por ultrasonido de HIT ayudó a reducir la fuerza de corte y el calor de corte. Esto evitó que las virutas de corte residuales se pegaran a la herramienta y a la pieza de trabajo. También permitió que las virutas de corte se rompieran más fácilmente.
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
🕜 Eficiencia de Mecanizado - 3 veces mayor
📈 Calidad Superficial - Rugosidad Superficial (Sa) < 0.3µm
⚙️ Vida útil de la Herramienta - Los virutas de corte eran más pequeñas y fáciles de romper
💰 Con la eficiencia de mecanizado mejorada y la vida útil de la herramienta mejorada, la capacidad de producción puede aumentarse considerablemente.