(Figura 1. El módulo de mecanizado ultrasónico HIT BT30 se utilizó para el Micro-Fresado y Micro-Perforación de piezas de repuesto médicas de Acero Inoxidable AISI-420)
La meta de HIT en el Micro-Fresado y Micro-Perforación de Acero Inoxidable AISI-420
El objetivo final es ayudar a mejorar la tasa de rendimiento del producto para nuestro cliente. Con la asistencia del Ultrasonido de HIT, el cliente pudo eliminar el proceso de refinamiento manual y lograr una calidad de superficie aún mejor con una gran reducción de burrs.
Resultados de Micro-Fresado y Micro-Perforación de Acero Inoxidable AISI-420 asistido por ultrasonido de HIT
Micro-Fresado y Micro-Perforación de Acero Inoxidable AISI-420: Calidad de la Pieza
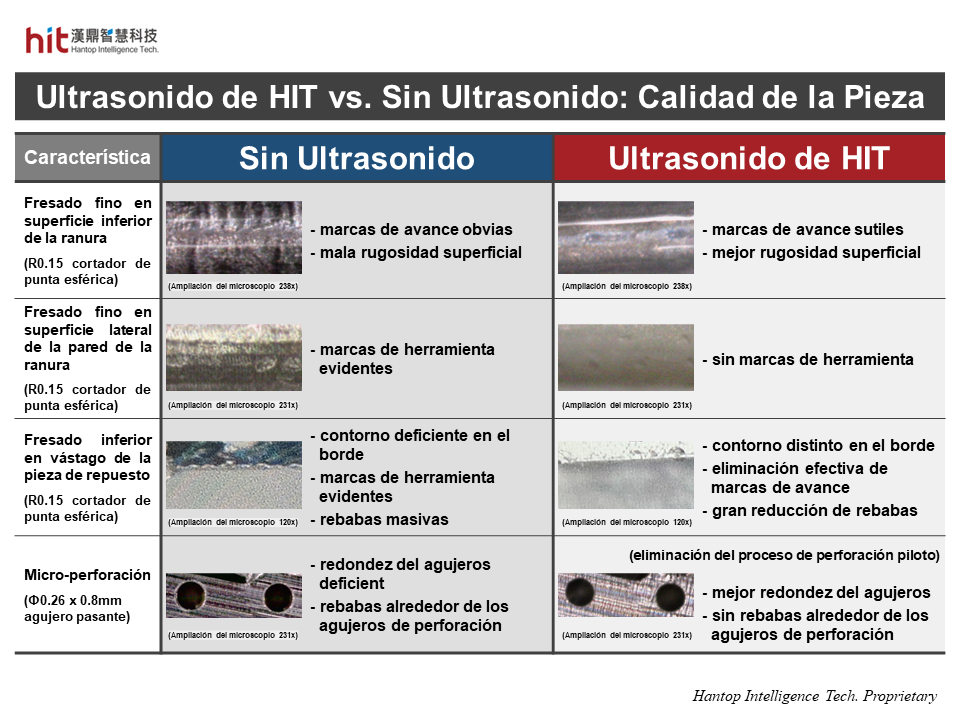
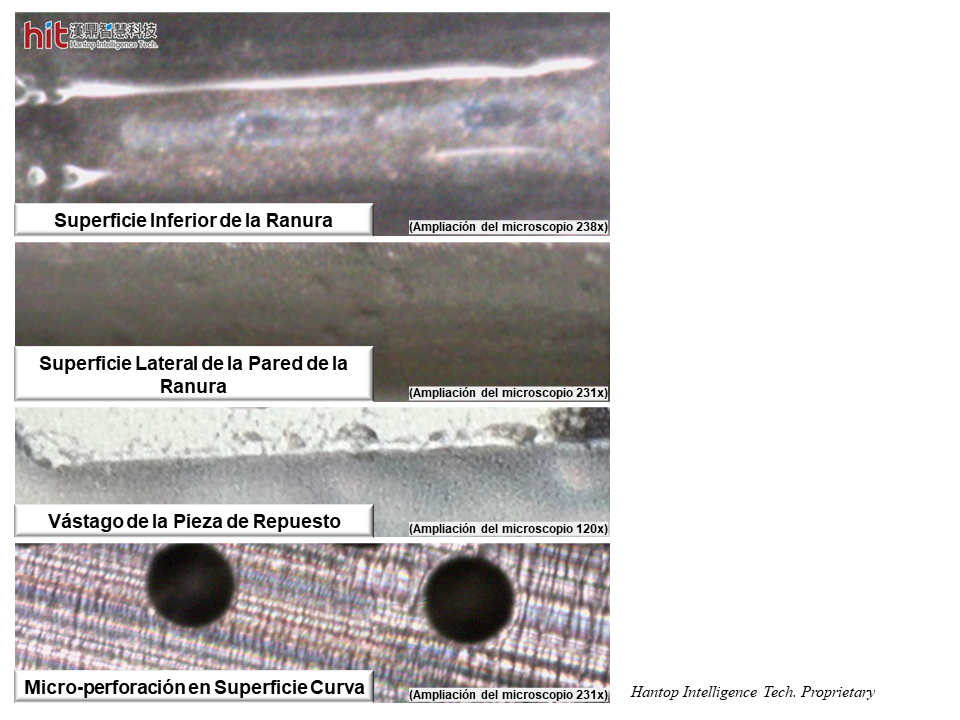
(Figura 2. El Micro-Fresado y Micro-Perforación asistido por ultrasonido de HIT en Acero Inoxidable AISI-420 para piezas de repuesto médicas puede mejorar la calidad de la superficie, reducir considerablemente los burrs y tener mejor redondez de los agujeros sin proceso de perforación piloto)
- Sin ultrasonido, aparecía una alta fuerza de corte en el filo del cincel del cortador de punta esférica. Esto causaba vibración cuando la herramienta comenzaba a empujar y exprimir el material, y finalmente dejaba marcas de avance obvias en la superficie de la pieza.
- Junto con las características de endurecimiento por trabajo del acero inoxidable, la capacidad de corte del filo del cincel no podía superar la deformación plástica del acero inoxidable. La herramienta no lograba cortar el material, lo que dejaba graves marcas de herramienta y burrs masivos en la pieza.
- Con el Ultrasonido de HIT, la micro-vibración de alta frecuencia ayudó a reducir la fuerza de corte en el filo del cincel del cortador de punta esférica. Esto permitió que la herramienta cortara el material con una evacuación más fácil de las virutas de corte, lo que ayudó a mejorar la rugosidad de la superficie de la pieza y a reducir considerablemente los burrs.
- Especialmente en la micro-perforación en superficie curva, la reducción de la fuerza de corte también evitó la desviación de la herramienta. Como resultado, con el Ultrasonido de HIT, se podía lograr una mejor redondez en los agujeros de perforación sin proceso de perforación piloto.
Micro-Fresado y Micro-Perforación de Acero Inoxidable AISI-420: Eficiencia y Tasa de Rendimiento del Producto
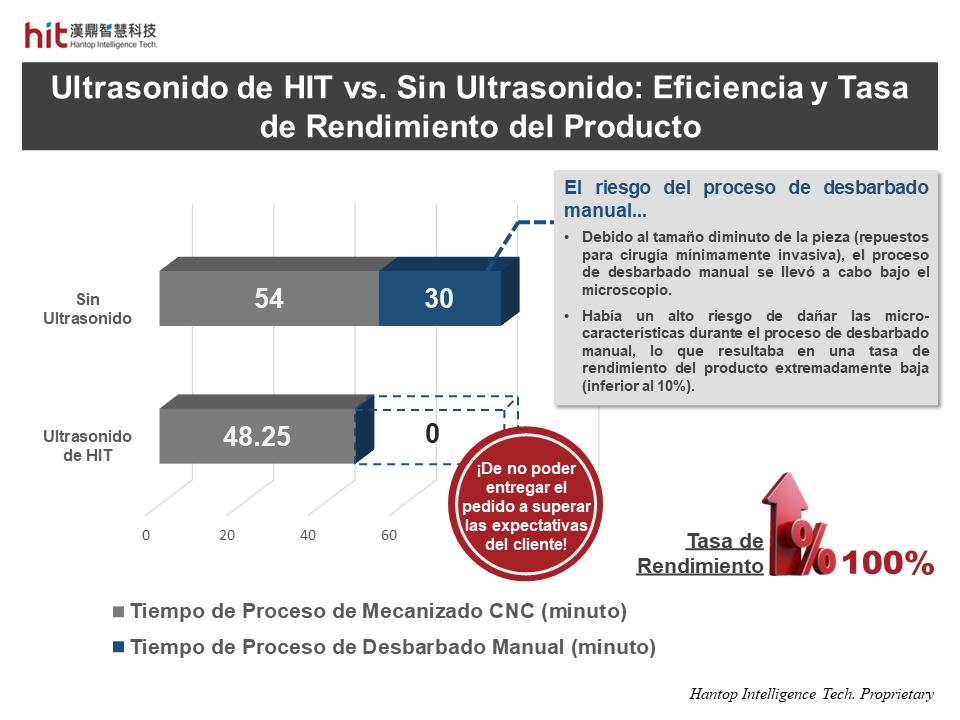
(Figura 3. El Micro-Fresado y Micro-Perforación asistido por ultrasonido de HIT en Acero Inoxidable AISI-420 para piezas de repuesto médicas puede eliminar con éxito el proceso de refinamiento manual y aumentar la tasa de rendimiento del producto de menos del 10% al 100%)
- Sin ultrasonido, la superficie de la pieza de trabajo era terrible con burrs masivos después del proceso de mecanizado CNC. Luego requeriría un proceso de granallado y desbarbado manual para refinar la calidad de la pieza.
- Dado que el tamaño de la pieza de trabajo era extremadamente pequeño, el proceso de desbarbado manual podría causar riesgos, incluyendo daños a las micro-características o la imposibilidad de eliminar las marcas de la herramienta después del granallado.
- Además, el proceso de refinamiento no podía superar la mala redondez de los agujeros en la micro-perforación en superficies curvas.
- El verdadero beneficio que el Ultrasonido de HIT trajo al cliente en cuanto al proceso de mecanizado fue el aumento de la tasa de rendimiento del producto al 100% mediante el proceso de mecanizado CNC.
- Al no tener que enfrentarse a los riesgos de una baja tasa de rendimiento debido al proceso de refinamiento manual, los productos podían cumplir con los requisitos del cliente e incluso superar sus expectativas.
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
🕜 Eficiencia y Tasa de Rendimiento del Producto - Eliminación del proceso de desbarbado manual, y la tasa de rendimiento del producto se elevó de menos del 10% al 100%
📈 Calidad de la Pieza - Gran mejora en la rugosidad superficial sin marcas de avance u rebabas evidentes, y tener una gran redondez en la micro-perforación en superficie curva sin necesidad de un proceso de perforación piloto