(Figura 1. Fresado de fondo asistido por ultrasonido de HIT en una pieza de acero para moldes AISI-D2)
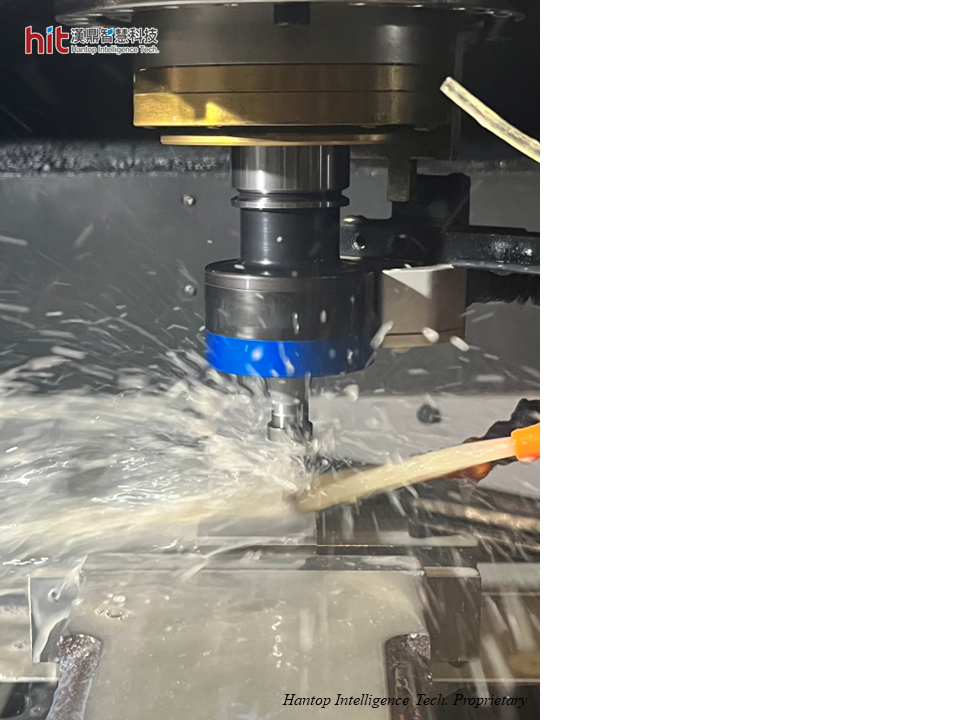
(Figura 2. Fresado de fondo asistido por ultrasonido de HIT en acero para moldes AISI-D2)
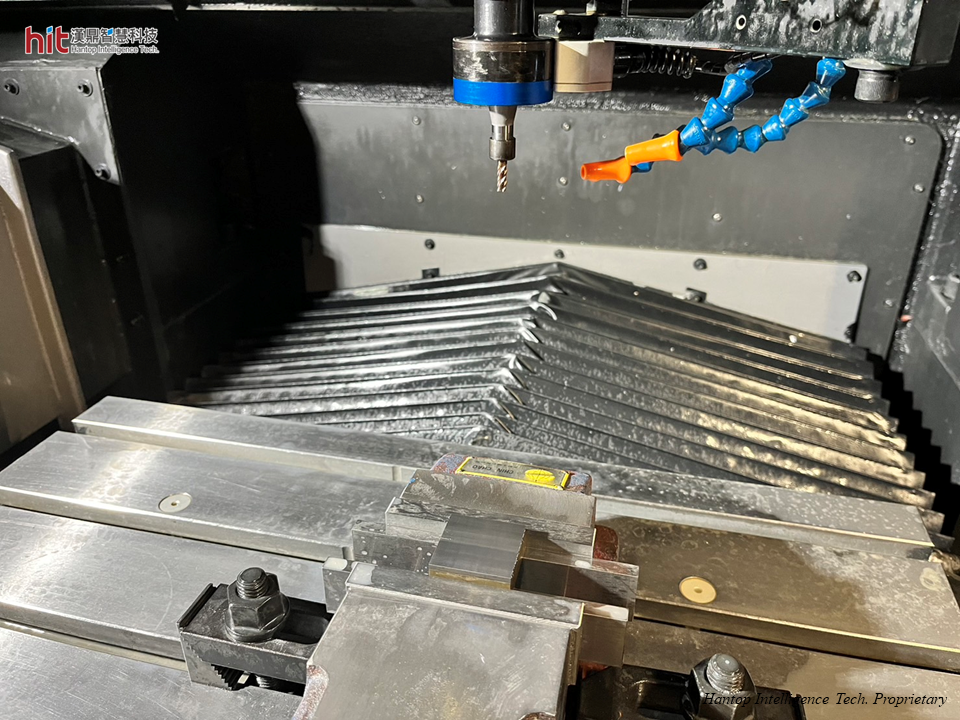
(Figura 3. Se utilizó el portaherramientas ultrasónicas HSK-E40 en el fresado de fondo de acero para moldes AISI-D2)
La meta de HIT en el Fresado de Fondo del Acero para Moldes AISI-D2
El objetivo es mejorar la eficiencia del mecanizado y aumentar la estabilidad en la vida útil de la herramienta, manteniendo al mismo tiempo una excelente calidad superficial.
Resultados de Fresado de Fondo del Acero para Moldes AISI-D2 asistido por ultrasonido de HIT
Fresado de Fondo del Acero para Moldes AISI-D2: Eficiencia de Mecanizado
Con HIT Ultrasonic, la velocidad de corte puede aumentar 2 veces más rápido que sin ultrasonido, lo que resulta en un aumento en la velocidad de avance. Como consecuencia, solo se necesitó la mitad del tiempo original del proceso para completar el fresado de fondo del acero para moldes AISI-D2.
Fresado de Fondo del Acero para Moldes AISI-D2: Calidad Superficial
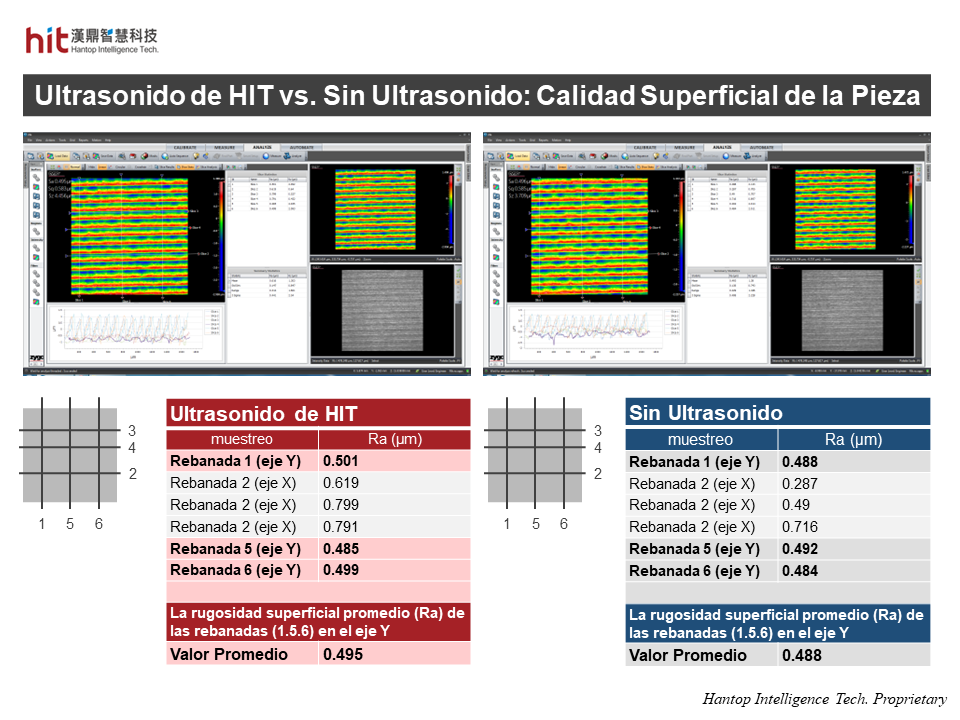
(Figura 4. Comparación de la calidad superficial de la pieza de acero para moldes AISI-D2 entre el fresado de fondo con ultrasonido de HIT y sin ultrasonido)
A lo largo de las pruebas de mecanizado, HIT descubrió que no había una influencia directa de la tecnología de mecanizado asistido por ultrasonido en la calidad superficial de la pieza.
La clave para mejorar la calidad superficial está en la reducción del tamaño de paso de la trayectoria de la herramienta. Cuando se reduce el tamaño de paso de la trayectoria de la herramienta, indica que la herramienta necesita recorrer más caminos para completar todo el proceso, lo que lleva aún más tiempo de proceso.
¡Aquí es donde la tecnología de mecanizado asistido por ultrasonido de HIT entra en juego! El mayor beneficio del ultrasonido de HIT es mejorar la eficiencia del mecanizado, por lo que incluso cuando se reduce el tamaño de paso de la trayectoria de la herramienta, el tiempo de proceso no tiene que ser demasiado largo.
Fresado de Fondo del Acero para Moldes AISI-D2: Vida útil de la Herramienta
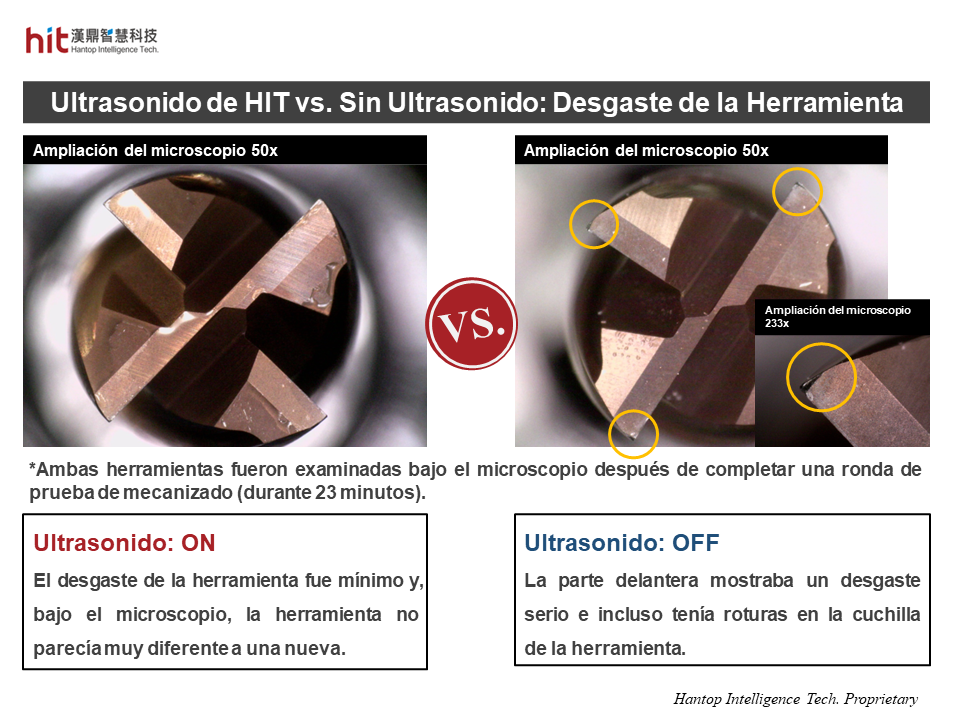
(Figura 5. Comparación del desgaste de la herramienta entre el fresado de fondo con ultrasonido de HIT y sin ultrasonido en acero para moldes AISI-D2)
Con la microvibración de alta frecuencia de HIT ultrasonido, la reducción en la fuerza de corte ayudó a disminuir el desgaste de la herramienta al mecanizar este tipo de material de acero duro.
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
🕜 Eficiencia de Mecanizado - 2 veces mayor
📈 Calidad Superficial - bien mantenido
⚙️ Vida útil de la Herramienta - el desgaste de la herramienta se redujo considerablemente debido a la disminución de la fuerza de corte