(Figura 1. Se utilizó el módulo de mecanizado ultrasónico HIT HSK-A63 para la Micro-Perforación de Agujeros Pasantes en Acero Inoxidable AISI-304)
La meta de HIT en la Micro-Perforación de Agujeros Pasantes en Acero Inoxidable AISI-304
El objetivo es prevenir rebabas alrededor de los agujeros de salida en la superficie curva del acero inoxidable AISI-304 y reducir el desgaste de la herramienta, utilizando el mecanizado CNC con tecnología de mecanizado asistido por ultrasonidos de HIT.
Resultados de Micro-Perforación de Agujeros Pasantes en Acero Inoxidable AISI-304 asistido por ultrasonido de HIT
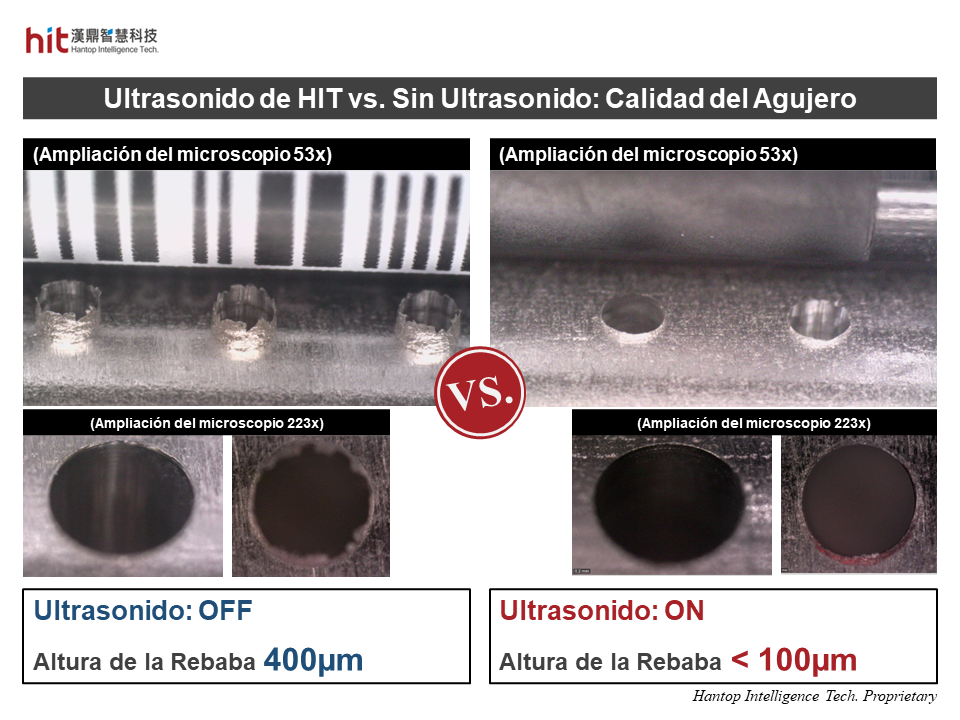
Micro-Perforación de Agujeros Pasantes en Acero Inoxidable AISI-304: Calidad del Agujero
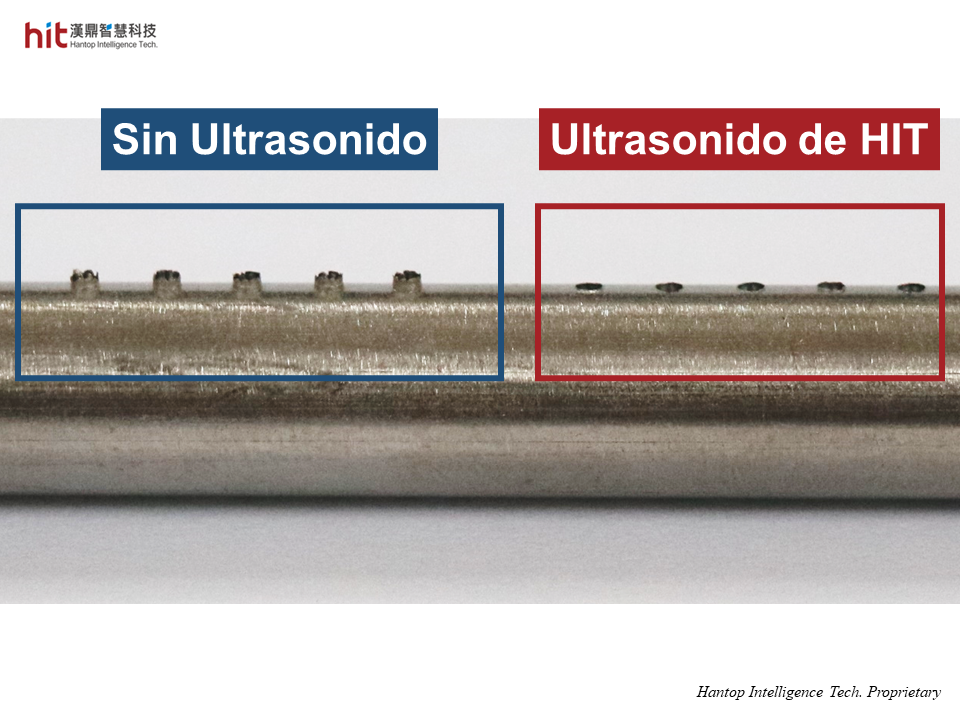
(Figura 2. La Micro-Perforación de Agujeros Pasantes en Acero Inoxidable AISI-304 asistida por ultrasonido de HIT ayudó significativamente a reducir las rebabas alrededor de los agujeros de salida)
- En esta prueba de corte (bajo los mismos parámetros de mecanizado sin ultrasonido), el material era difícil de cortar debido a sus propiedades. Junto con una mala evacuación de las virutas de corte, la fuerza de corte aumentó durante el proceso. Esto resultó en rebabas masivas alrededor de los agujeros de salida.
- Con el ultrasonido de HIT, la microvibración de alta frecuencia ayudó a reducir la fuerza de corte. Esto evitó la desviación de la herramienta, lo que ayudó a lograr una buena calidad en los agujeros de entrada. Al mismo tiempo, una mejor evacuación de las virutas de corte permitió que la herramienta cortara el material más fácilmente. Esto redujo efectivamente 4 veces la altura de las rebabas alrededor de los agujeros de salida.
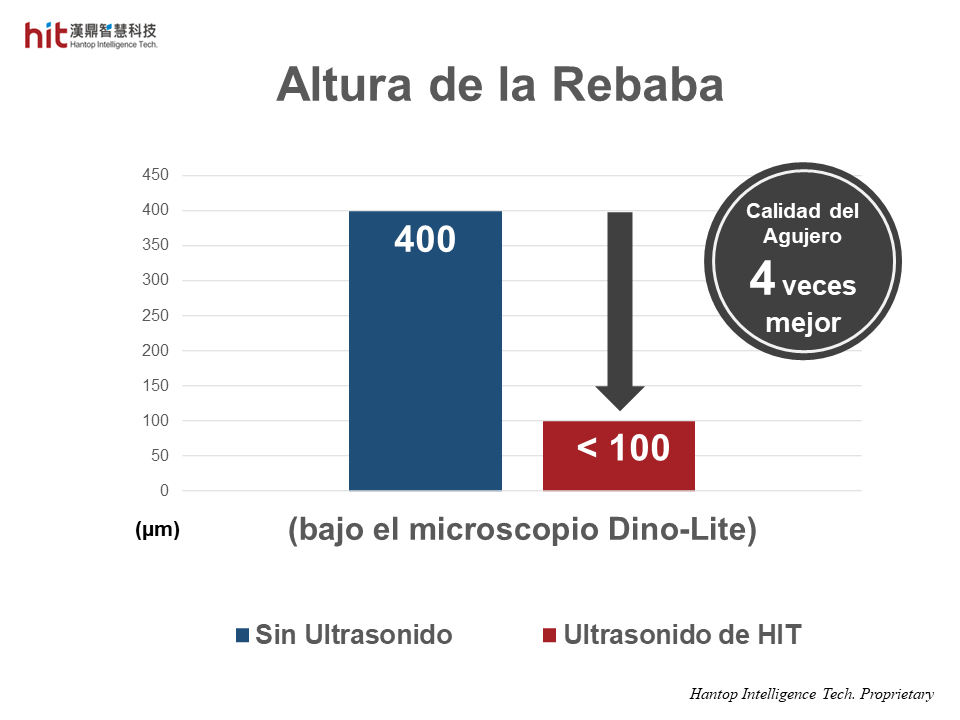
(Figura 3. Se utilizó el módulo de mecanizado ultrasónico HIT HSK-A63 para la Micro-Perforación de Agujeros Pasantes en Acero Inoxidable AISI-304, y ayudó a reducir 4 veces la altura de las rebabas alrededor de los agujeros de salida)
Micro-Perforación de Agujeros Pasantes en Acero Inoxidable AISI-304: Vida útil de la Herramienta
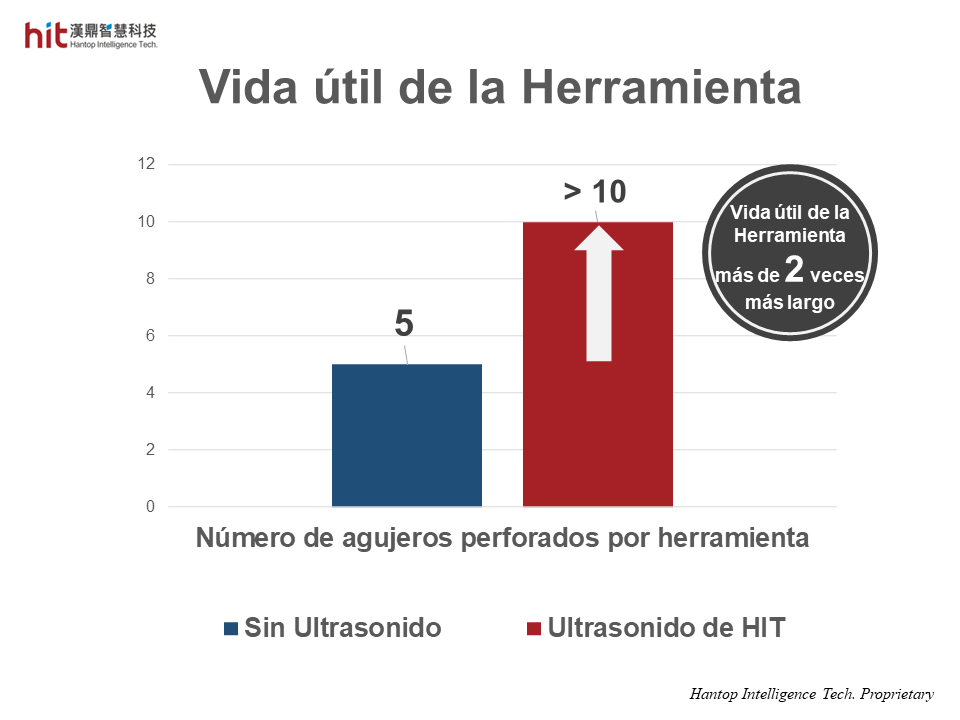
(Figura 4. Se utilizó el módulo de mecanizado ultrasónico HIT HSK-A63 para la Micro-Perforación de Agujeros Pasantes en Acero Inoxidable AISI-304, lo que resultó en una vida útil de la herramienta de más de 2 veces más larga en comparación con la que no utilizaba ultrasonido)
- En el mecanizado CNC convencional (sin ultrasonido), el material era difícil de cortar debido a sus propiedades. Junto con una evacuación deficiente de las virutas de corte, las virutas de corte enredadas se quedaban fácilmente pegadas en la herramienta durante el proceso de mecanizado, lo que resultaba en un desgaste serio de la herramienta.
- En esta prueba de corte, bajo los mismos parámetros de mecanizado sin ultrasonido, solo se completaron 5 agujeros pasantes antes de la rotura de la herramienta.
- Con el ultrasonido de HIT (bajo los mismos parámetros de mecanizado), la microvibración de alta frecuencia ayudó a reducir la fuerza de corte. Con una mejor evacuación de las virutas de corte, la herramienta pudo cortar el material más fácilmente, evitando que las virutas de corte se enredaran en la herramienta. Esto redujo en gran medida el desgaste de la herramienta y prolongó efectivamente más de 2 veces la vida útil de la herramienta.
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
📈 Calidad del Agujero - 4 veces mejor
⚙️ Vida útil de la Herramienta - más de 2 veces más largo