
(Figura 1. Se utilizó el módulo de mecanizado ultrasónico HIT HSK-E40 en el Fresado de Perfiles (Estructura Micro-Cónica) de Aleación de Aluminio Al6061)
La meta de HIT en el Fresado de Perfiles (Estructura Micro-Cónica) de Aleación de Aluminio (Al6061)
El objetivo es realizar el Fresado de Perfiles (Estructura Micro-Cónica) de Aleación de Aluminio Al6061 con la fresa tórica. Con ultrasonido HIT, se esperaba mitigar las marcas de herramienta en la superficie y reducir el desgaste de la herramienta.
Resultados de Fresado de Perfiles (Estructura Micro-Cónica) de Aleación de Aluminio (Al6061) asistido por ultrasonido de HIT
Fresado de Perfiles (Estructura Micro-Cónica) de Aleación de Aluminio (Al6061): Calidad de la Pieza
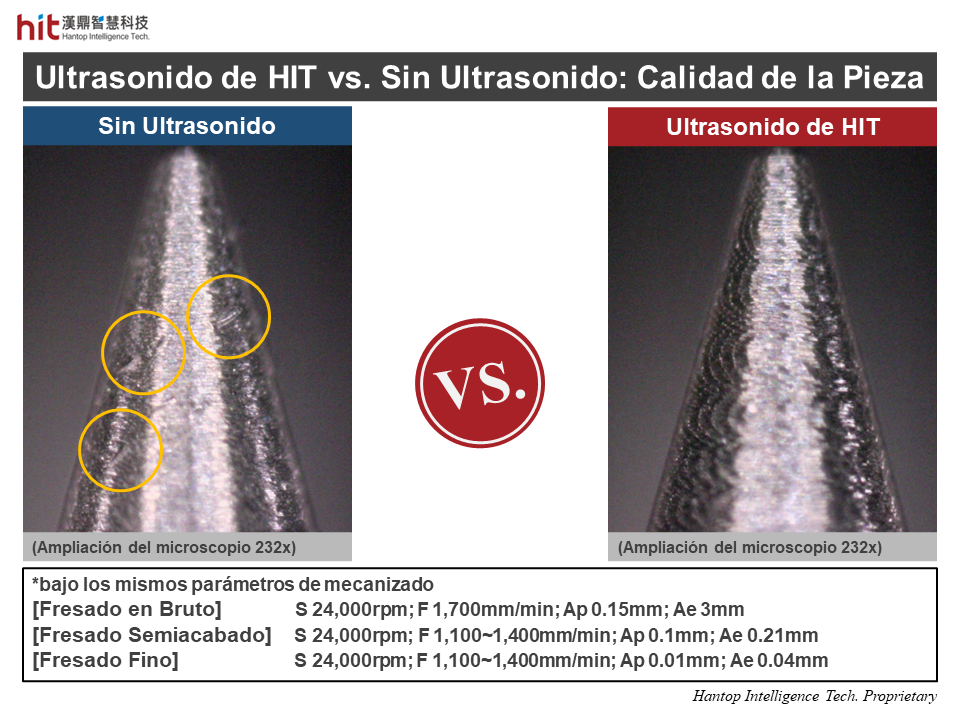
(Figura 2. El Fresado de Perfiles (Estructura Micro-Cónica) de Aleación de Aluminio Al6061 asistido por ultrasonido HIT logró una mejor calidad superficial)
- En el mecanizado CNC convencional (sin ultrasonido) de metal blando, generalmente hay virutas largas y pegajosas debido a las propiedades del material. Esto causaría un Filo Construido (BUE, por sus siglas en inglés) en la herramienta y provocaría un aumento de las fuerzas de corte. El BUE en la herramienta también resultaba en rayones obvios en la superficie de la pieza.
- Con ultrasonido HIT, la microvibración de alta frecuencia ayudó con una mejor evacuación de las virutas de corte. La herramienta podía cortar el material más fácilmente, lo que ayudaba a prevenir el aumento de la fuerza de corte. La superficie de la pieza de trabajo estaba lisa sin defectos, y las marcas consistentes mostraban que la herramienta recibió una fuerza de corte uniforme durante el proceso.
Fresado de Perfiles (Estructura Micro-Cónica) de Aleación de Aluminio (Al6061): Vida útil de la Herramienta
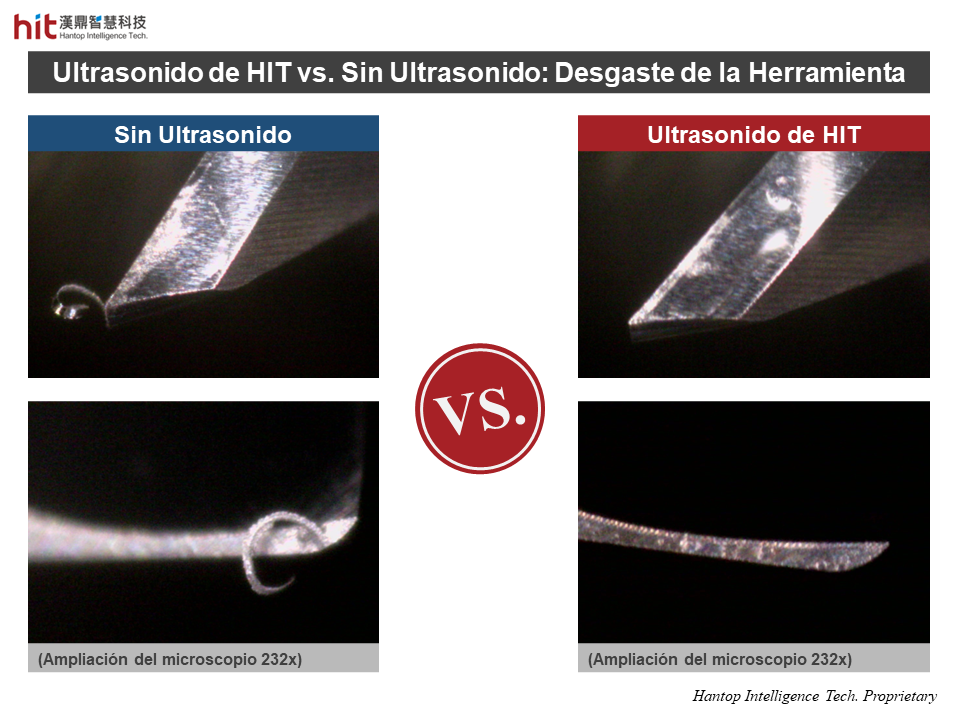
(Figura 3. El Fresado de Perfiles (Estructura Micro-Cónica) de Aleación de Aluminio Al6061 asistido por ultrasonido HIT proporcionó una mejor evacuación de las virutas de corte, evitando la aparición de BUE)
- En el mecanizado CNC convencional, el BUE en la herramienta causaba una alta fuerza de corte. Esto no solo dañaba la superficie de la pieza de trabajo, sino que también provocaba un desgaste grave de la herramienta.
- Con ultrasonido HIT, una mejor evacuación de las virutas de corte ayudó a prevenir el BUE en la herramienta. No hubo mucha diferencia entre la herramienta nueva y la herramienta usada (con ultrasonido HIT).
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
📈 Calidad de la Pieza - la superficie estaba lisa sin defectos
⚙️ Vida útil de la Herramienta - mejor evacuación de las virutas de corte