(Figura 1. Se utilizó el módulo de mecanizado ultrasónico HIT HSK-E40 en el Fresado Trocoidal de Ranuras en Carburo de Tungsteno)
La meta de HIT en el Fresado Trocoidal de Ranuras en Carburo de Tungsteno
El objetivo es realizar Fresado Trocoidal de Ranuras en Carburo de Tungsteno con la herramienta de rectificado con diamante electrodepositado. Con HIT ultrasónico, se esperaba mitigar las marcas de la herramienta, reducir la rugosidad de la superficie de las ranuras y prolongar la vida útil de la herramienta.
Resultados de Fresado Trocoidal de Ranuras en Carburo de Tungsteno asistido por ultrasonido de HIT
Fresado Trocoidal de Ranuras en Carburo de Tungsteno: Calidad Superficial
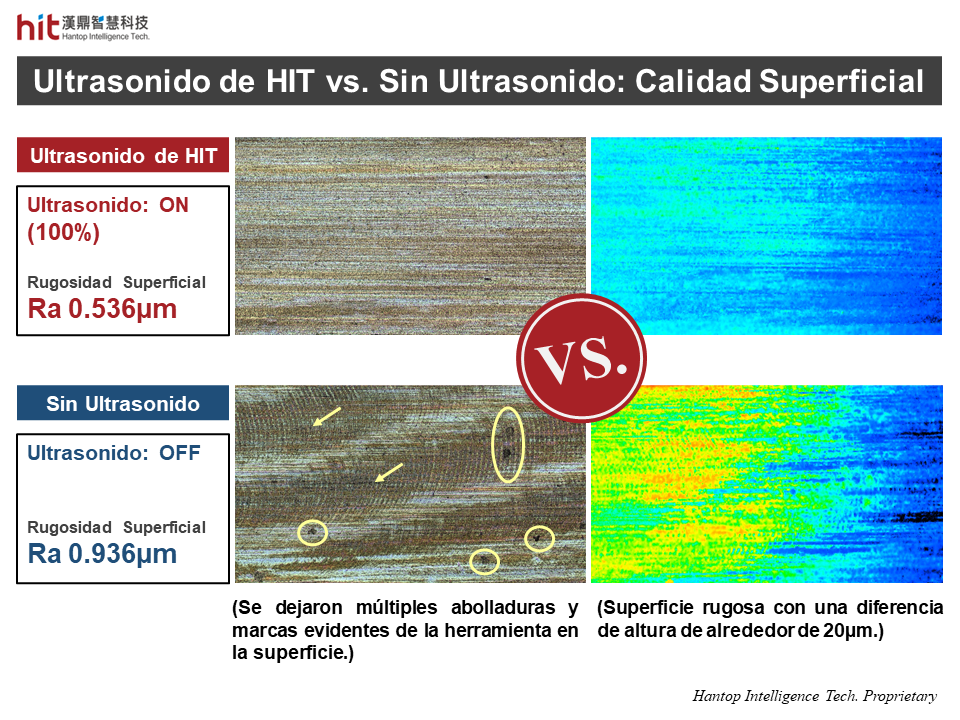
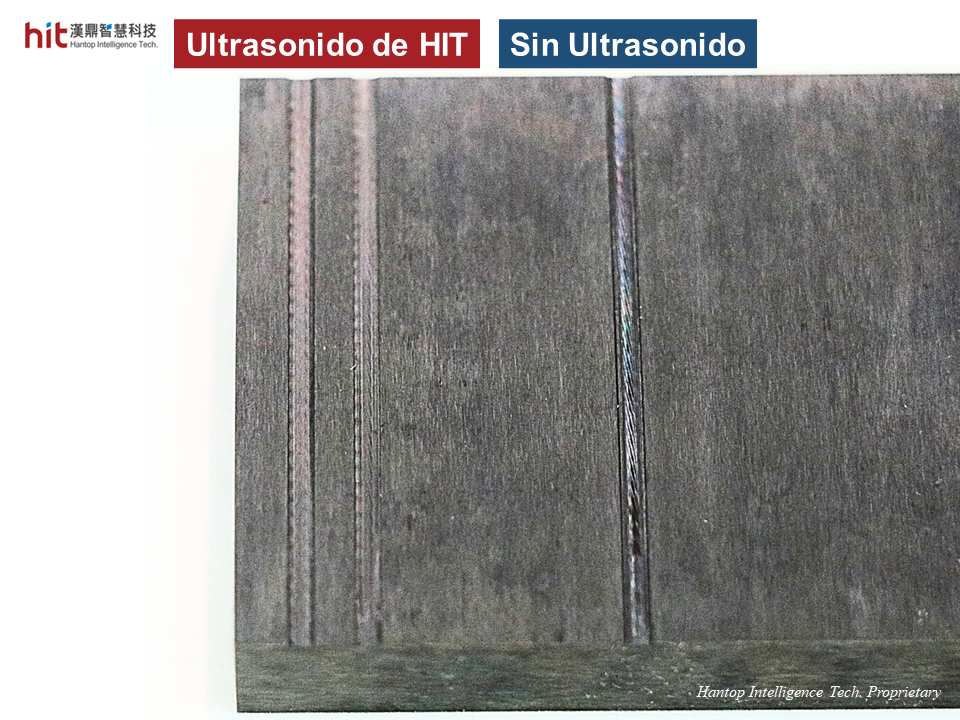
(Figura 2. El Fresado Trocoidal de Ranuras en Carburo de Tungsteno asistido por HIT ultrasónico logró una mejor calidad superficial)
- Con HIT ultrasónico, la microvibración de alta frecuencia permite que la herramienta se levante constantemente de la pieza de trabajo. Esto proporciona una mejor entrada de fluido de corte, ofreciendo un mejor efecto de enfriamiento y una evacuación más fácil de las virutas de corte y del polvo de diamante carbonizado.
- Bajo los mismos parámetros de corte, con HIT ultrasónico, se ayudó a reducir la rugosidad de la superficie de las ranuras. No había marcas de herramienta ni rayones evidentes en la superficie en comparación con el mecanizado sin ultrasonido.
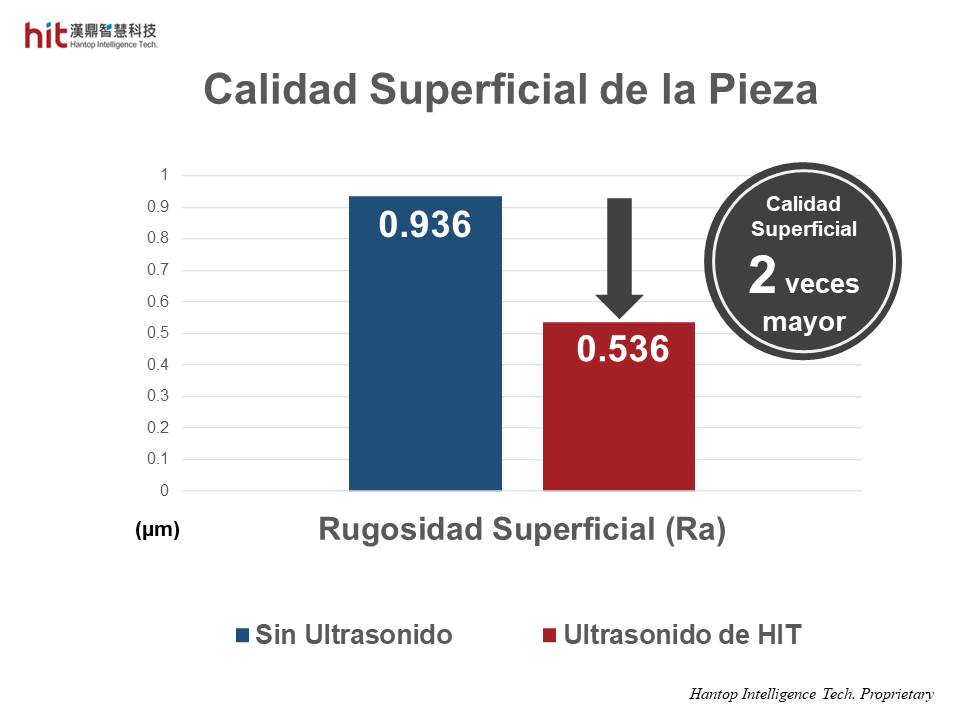
(Figura 3. El Fresado Trocoidal de Ranuras en Carburo de Tungsteno asistido por HIT ultrasónico ayudó a reducir la rugosidad de la superficie, logrando una calidad superficial 2 veces mejor)
Fresado Trocoidal de Ranuras en Carburo de Tungsteno: Vida útil de la Herramienta
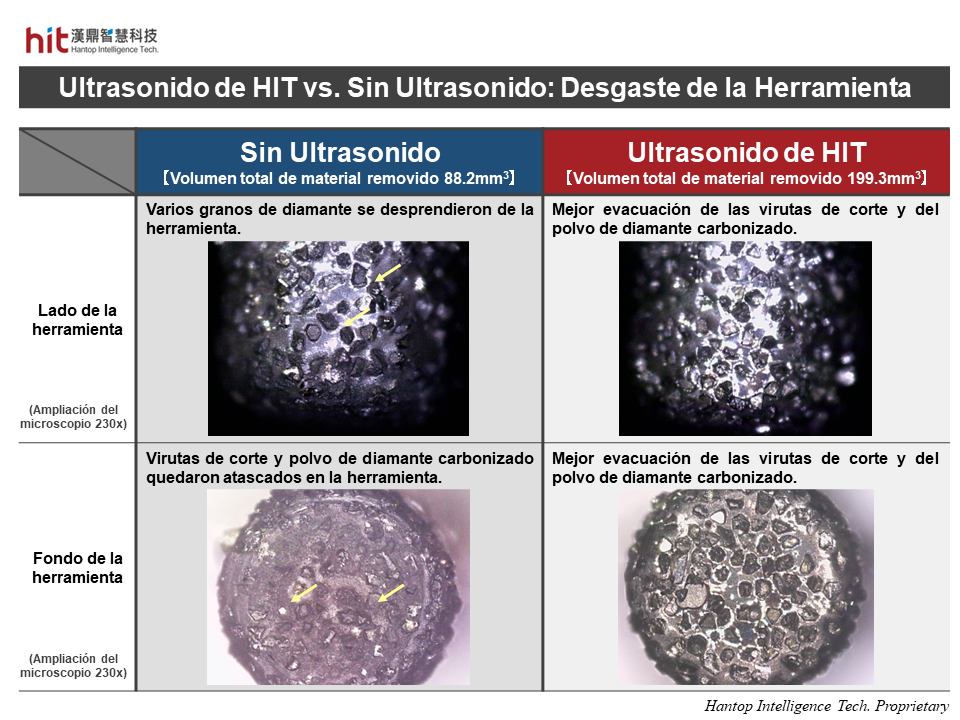
(Figura 4. El Fresado Trocoidal de Ranuras en Carburo de Tungsteno asistido por HIT ultrasónico mejoró la evacuación de las virutas de corte, evitando que las virutas de corte o el polvo de diamante carbonizado se atascaran en la herramienta)
- Una mejor evacuación de las virutas de corte y del polvo de diamante carbonizado ayuda a reducir la fricción entre la herramienta y la pieza de trabajo, lo que a su vez reduce la fuerza de corte. Esto no solo prolonga la vida útil de la herramienta, sino que también ayuda a aumentar más de 2 veces el volumen de material removido.

(Figura 5. El Fresado Trocoidal de Ranuras en Carburo de Tungsteno asistido por HIT ultrasónico ayudó a reducir la fuerza de corte y prolongó la vida útil de la herramienta, logrando más de 2 veces el volumen total de material removido)
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
📈 Calidad Superficial - 2 veces mayor
⚙️ Vida útil de la Herramienta - 2 veces más largo