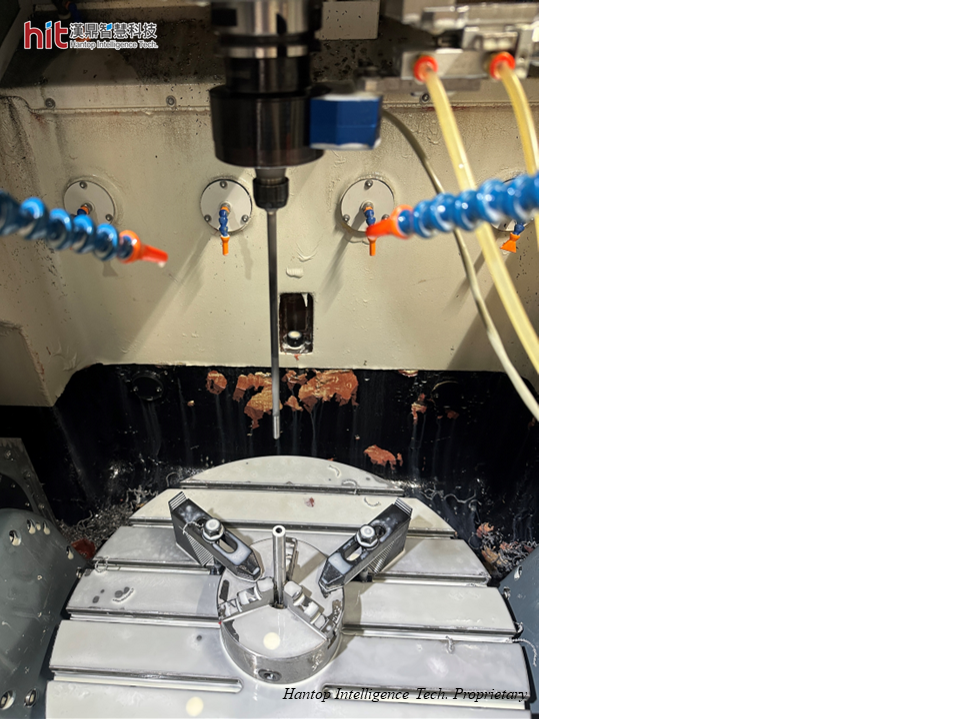
(Figura 1. Se utilizó el portaherramientas ultrasónico HIT HSK-A63 en la Perforación de Agujeros Profundos en Acero al Carbono AISI-1045)
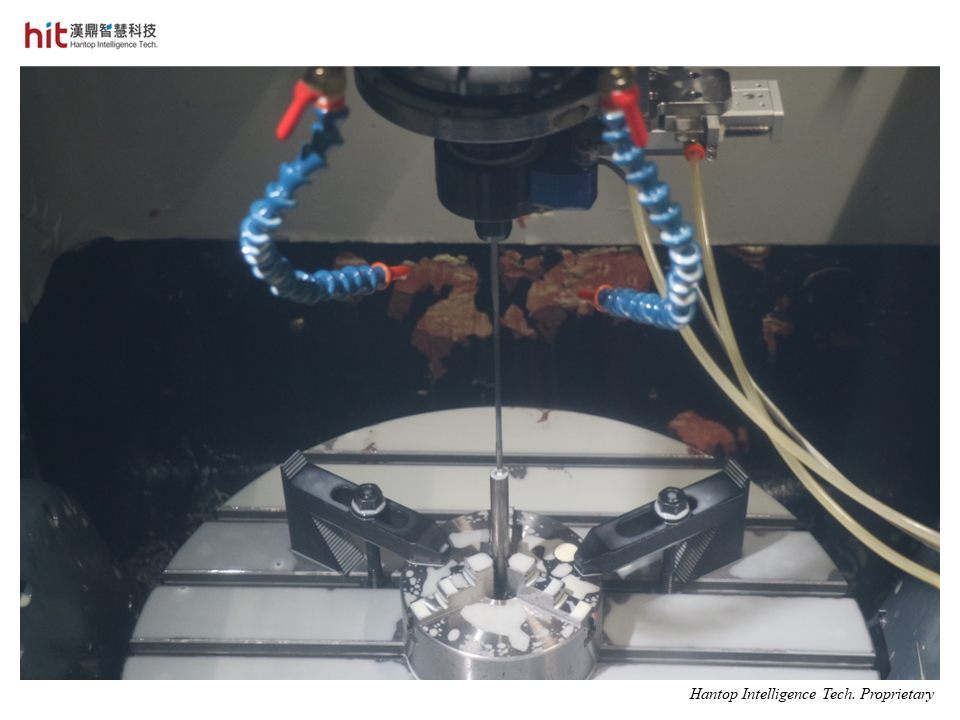
(Figura 2. Pieza de trabajo de Acero al Carbono AISI-1045 y portaherramientas ultrasónico HSK-A63 durante el proceso de Perforación de Agujeros Profundos)
La meta de HIT en la Perforación de Agujeros Profundos en Acero al Carbono AISI-1045
El objetivo es mejorar la eficiencia del mecanizado y observar la mejora en la estabilidad de la vida útil de la herramienta, manteniendo al mismo tiempo una calidad aceptable de la pieza.
Resultados de Perforación de Agujeros Profundos en Acero al Carbono AISI-1045 asistido por ultrasonido de HIT
Perforación de Agujeros Profundos en Acero al Carbono AISI-1045: Eficiencia de Mecanizado
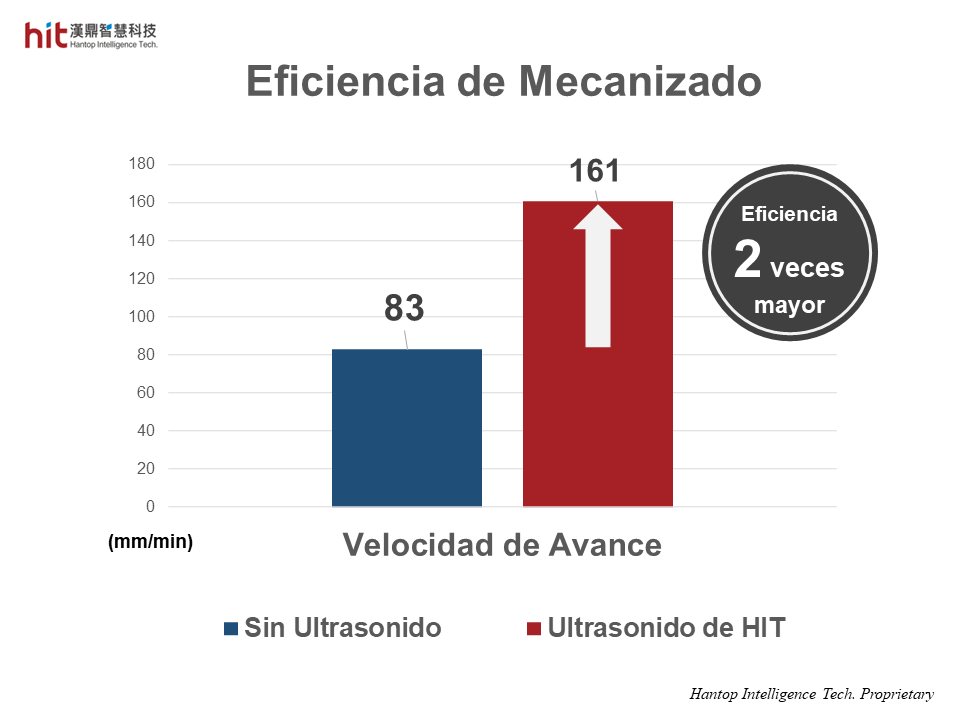
(Figura 3. La eficiencia del mecanizado fue 2 veces mayor con Ultrasonido HIT en la Perforación de Agujeros Profundos en Acero al Carbono AISI-1045)
- Con Ultrasonido de HIT, la velocidad de avance puede ser 2 veces mayor que la sugerida por el proveedor de herramientas (bajo la misma velocidad de rotación de 4,600 rpm).
- El avance también puede ser 2 veces mayor que el original con solo 40 bares de enfriamiento de alta presión a través del husillo (CTS).
- Toda la eficiencia del mecanizado fue 2 veces mayor que la sin ultrasonido.
Perforación de Agujeros Profundos en Acero al Carbono AISI-1045: Calidad de la Pieza
- Con Ultrasonido de HIT, se ayuda a reducir la fuerza de corte. La herramienta entra en contacto con la pieza de trabajo intermitentemente durante el proceso de mecanizado, lo que permite una gran reducción en el calor de corte.
- La rugosidad superficial (Ra) de la pared del agujero se mantuvo bien después de que la velocidad de avance fuera aumentada 2 veces más que la sugerida por el proveedor de herramientas.
Perforación de Agujeros Profundos en Acero al Carbono AISI-1045: Tamaño y Forma de las Virutas de Corte

(Figura 4. La comparación del proceso de evacuación de las virutas de corte entre Ultrasonido HIT y Sin Ultrasonido en la Perforación de Agujeros Profundos en Acero al Carbono AISI-1045)
- Sin ultrasonido, habría acumulación de virutas de corte, que eran largas y difíciles de remover bajo 40bar de CTS.
- La velocidad de avance fue 2 veces mayor con solo 40bar de CTS con Ultrasonido HIT. La microvibración de alta velocidad ayuda a que las virutas de corte se rompan naturalmente una vez que alcanzan cierto volumen.

(Figura 5. La comparación del tamaño y forma de las virutas de corte entre Ultrasonido HIT y Sin Ultrasonido en la Perforación de Agujeros Profundos en Acero al Carbono AISI-1045)
- Las virutas de corte se volvieron más cortas, y el tamaño de las virutas de corte fue un 91% más pequeño que sin ultrasonido (de un tamaño promedio de 70mm a 6mm).
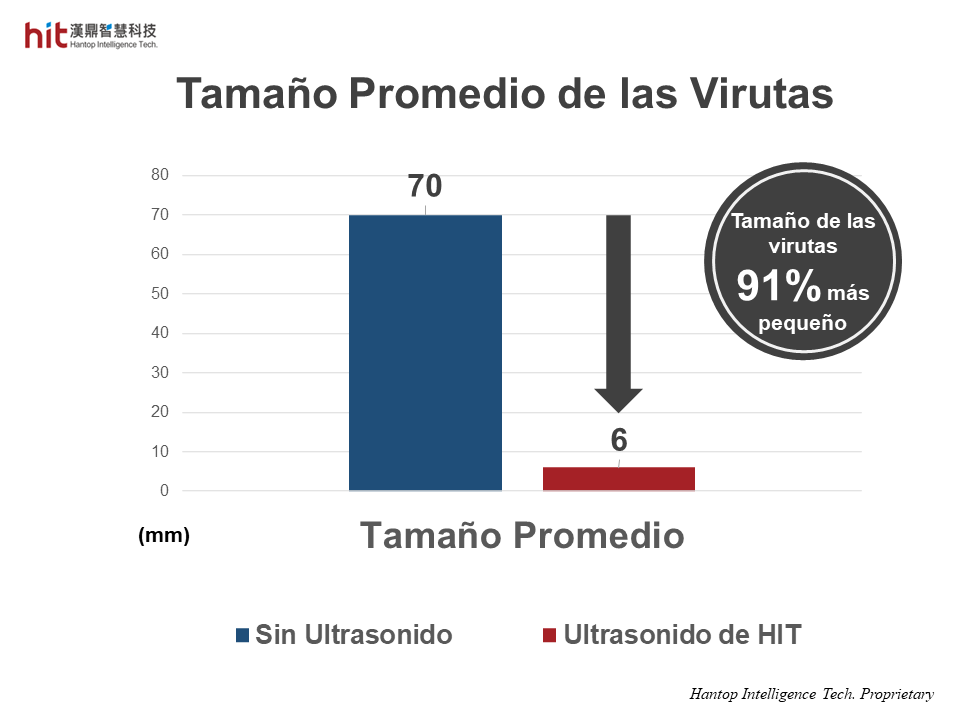
(Figura 6. El tamaño de las virutas de corte fue un 91% más pequeño y más corto con Ultrasonido HIT en la Perforación de Agujeros Profundos en Acero al Carbono AISI-1045)
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
🕜 Eficiencia de Mecanizado - 2 veces mayor
📈 Calidad de la Pieza - bien mantenido
⚙️ Tamaño de las Virutas de Corte - 91% más pequeño y más corto