
(Figura 1. El módulo de mecanizado ultrasónico HIT HSK-A63 se utilizó en el Fresado Lateral de Chaveteros en la Aleación de Níquel Inconel 718)
La meta de HIT en el Fresado Lateral de Chaveteros en la Aleación de Níquel (Inconel 718)
El objetivo es lograr una mayor eficiencia de mecanizado y una vida útil más larga de la herramienta en el Fresado Lateral de Chaveteros en la Aleación de Níquel (Inconel 718) con la tecnología de mecanizado asistido por ultrasonido de HIT.
Resultados de Fresado Lateral de Chaveteros en la Aleación de Níquel (Inconel 718) asistido por ultrasonido de HIT
Fresado Lateral de Chaveteros en la Aleación de Níquel (Inconel 718): Eficiencia de Mecanizado
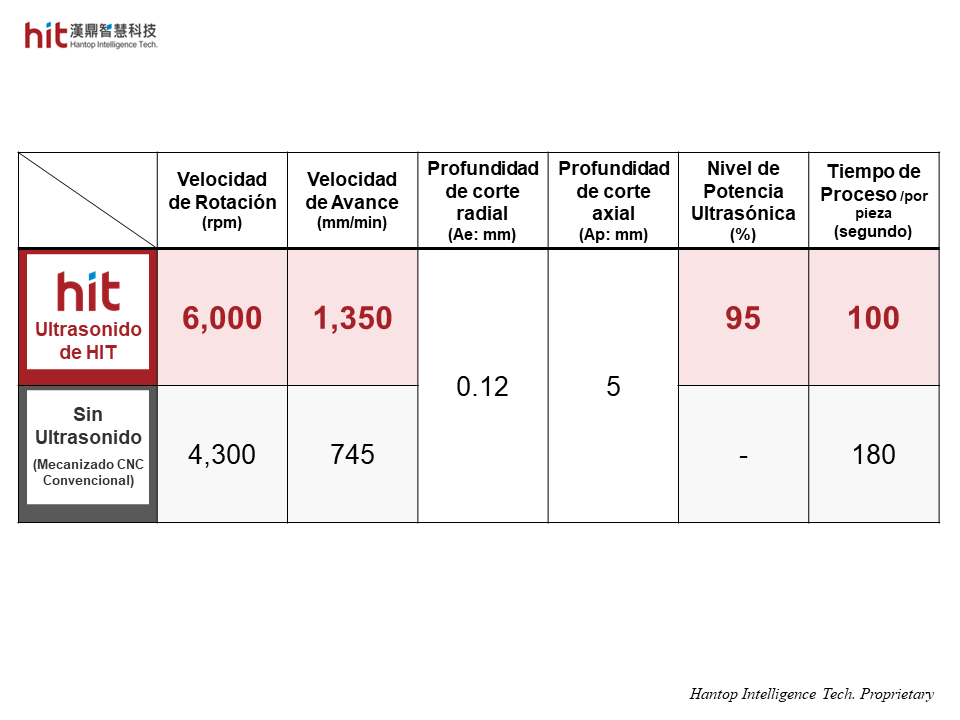
(Figura 2. La velocidad de avance puede aumentarse aún más con el Ultrasonido de HIT después de aumentar la velocidad de rotación 1.3 veces más rápido que el parámetro original)
-
Con el Ultrasonido de HIT, la microvibración de alta frecuencia permitió que la herramienta se levantara constantemente de la pieza de trabajo. Esto trajo un mejor efecto de enfriamiento y una mejor evacuación de las virutas de corte, lo que ayudó a reducir la fuerza de corte.
-
Basado en la premisa de que la velocidad de rotación se incrementó 1.3 veces del parámetro original, el avance por revolución podría mejorarse aún más. La velocidad de avance fue así 1.8 veces mayor que la original, logrando un aumento del 2 veces en la eficiencia de mecanizado.
Fresado Lateral de Chaveteros en la Aleación de Níquel (Inconel 718): Vida útil de la Herramienta
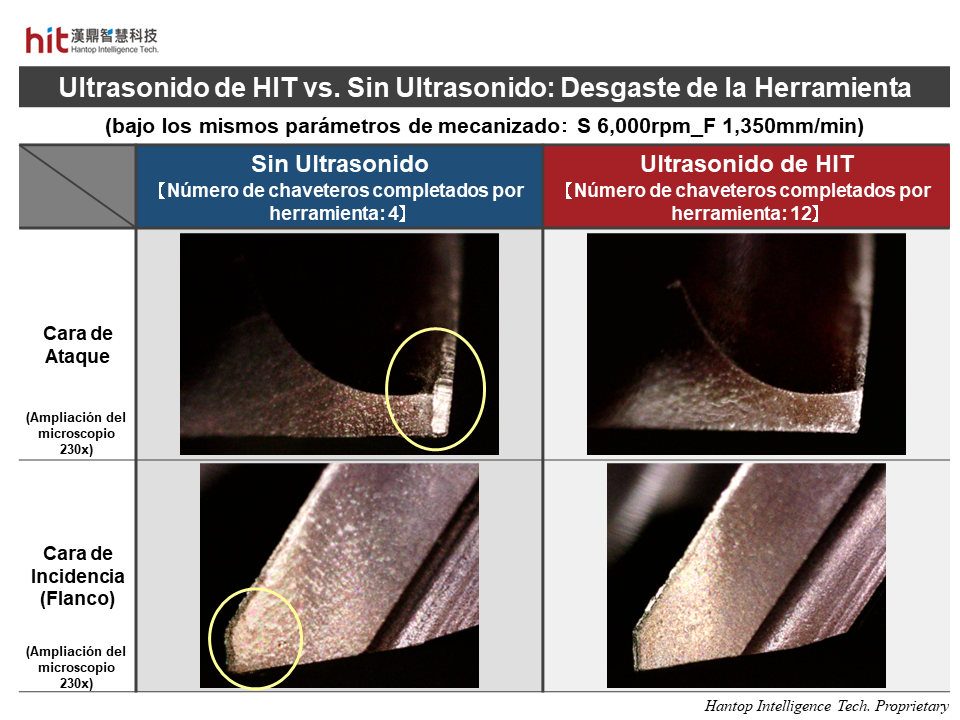
(Figura 3. El Fresado Lateral de Chaveteros en la Aleación de Níquel Inconel 718 asistido por ultrasonido de HIT trajo un mejor efecto de enfriamiento y evacuación de las virutas de corte, previniendo la ocurrencia de BUE en la hoja de la herramienta)
-
Con el Ultrasonido de HIT, la herramienta se levantaba frecuentemente de la pieza de trabajo. El mejor efecto de enfriamiento y la mejor evacuación de las virutas de corte previnieron la ocurrencia de BUE (Borde Construido). La reducción de la fuerza de corte ayudó a prolongar la vida útil de la herramienta 3 veces más.
-
Las virutas de corte endurecidas por el trabajo eran difíciles de evacuar debido a la generación excesiva de calor bajo corte continuo en el mecanizado CNC convencional. Esto causaba una gran cantidad de BUE en la hoja de la herramienta y aumentaba la fuerza de corte, lo que resultaba en una mala vida útil de la herramienta.
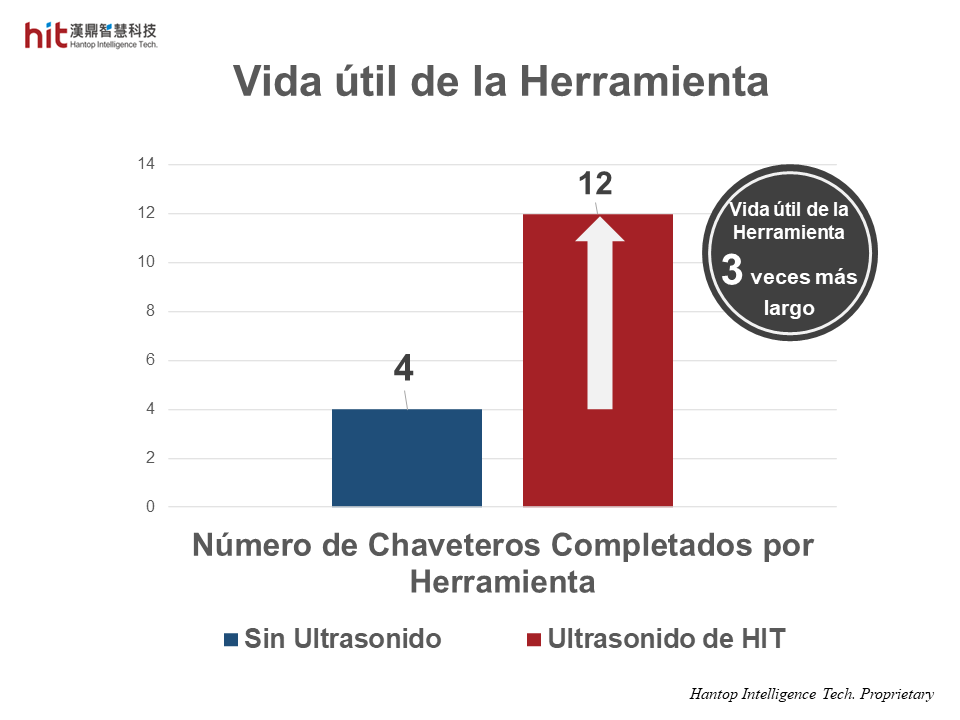
(Figura 4. El Fresado Lateral de Chaveteros en la Aleación de Níquel Inconel 718 asistido por ultrasonido de HIT logró una vida útil de la herramienta 3 veces mayor)
Fresado Lateral de Chaveteros en la Aleación de Níquel (Inconel 718): Formación de Virutas
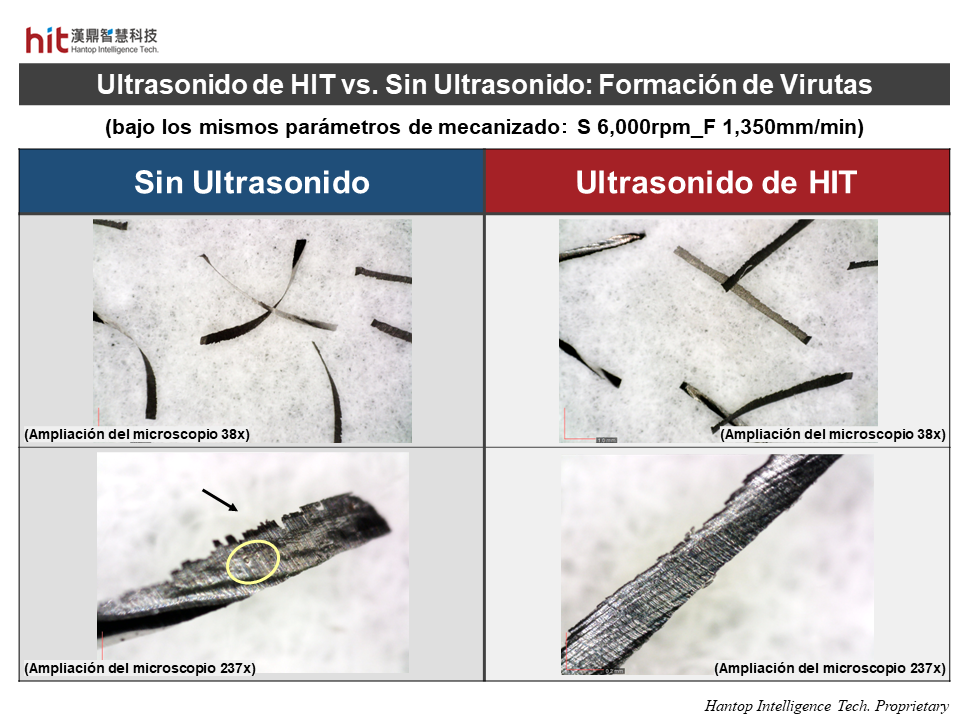
(Figura 5. Mejor efecto de enfriamiento y evacuación de virutas de corte cambiaron la formación de las virutas de corte en el Fresado Lateral de Chaveteros en la Aleación de Níquel Inconel 718 asistido por ultrasonido de HIT)
-
Con el Ultrasonido de HIT, la herramienta se levantaba frecuentemente de la pieza de trabajo. El mejor efecto de enfriamiento y la mejor evacuación de las virutas de corte previnieron la ocurrencia de BUE. La reducción de la fuerza de corte ayudó a prolongar la vida útil de la herramienta 3 veces más.
-
Las virutas de corte endurecidas por el trabajo eran difíciles de evacuar debido a la generación excesiva de calor bajo corte continuo en el mecanizado CNC convencional. Las virutas de corte se doblaban más debido a la deformación plástica, y el borde dentado podría dañar fácilmente la herramienta de corte y la calidad de la pieza.
Fresado Lateral de Chaveteros en la Aleación de Níquel (Inconel 718): Calidad Superficial
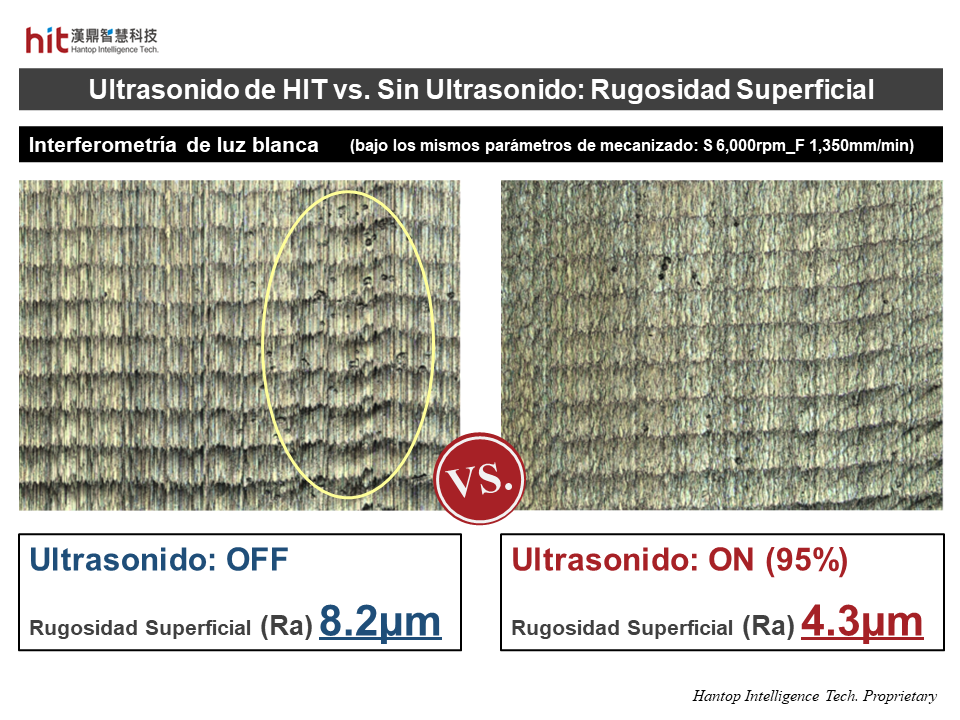
(Figura 6. El Fresado Lateral de Chaveteros en la Aleación de Níquel (Inconel 718) asistido por ultrasonido de HIT ayudó a reducir la rugosidad de la superficie de la pieza)
-
Con el Ultrasonido de HIT, el mejor efecto de enfriamiento y la mejor evacuación de las virutas de corte podían prevenir que la pieza de trabajo se recortara por el BUE endurecido por el trabajo. Esto ayudó a reducir la rugosidad de la superficie, logrando un aumento del 3 veces en la calidad de la superficial.
-
Las virutas de corte endurecidas por el trabajo adheridas a la hoja de la herramienta (BUE) dañaban la superficie de la pieza de trabajo. Algunas virutas de corte también se quedaban pegadas en la superficie debido a la mala evacuación de las virutas de corte.
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
🕜 Eficiencia de Mecanizado - 2 veces más alto
📈 Calidad Superficial - 2 veces mejor
⚙️ Vida útil de la Herramienta - 3 veces más largo