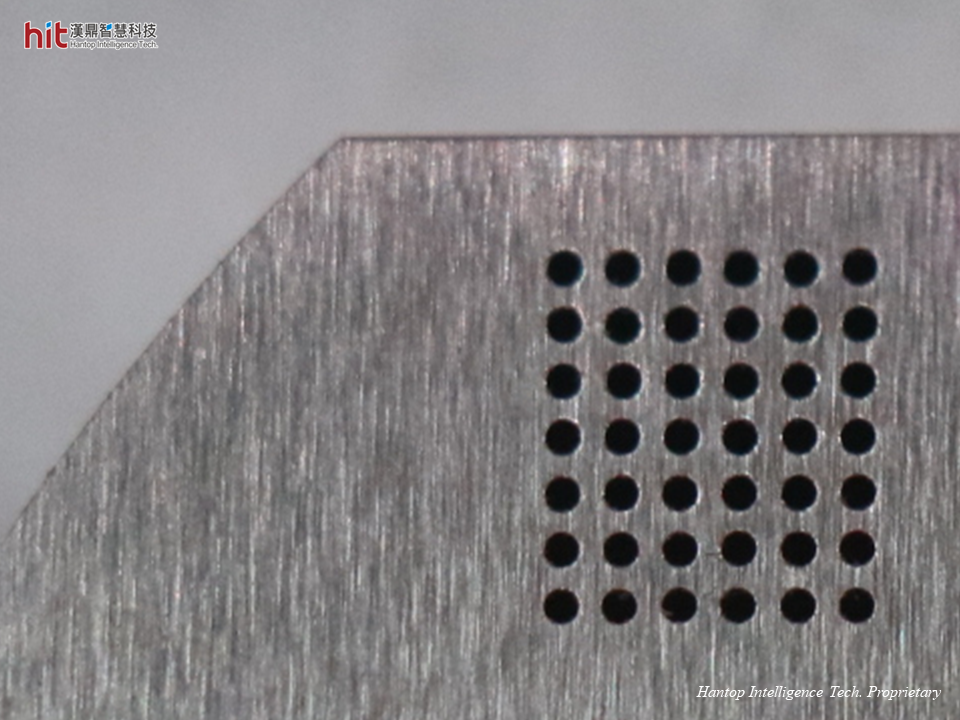
(Figura 1. Se utilizó el módulo de mecanizado ultrasónico HIT HSK-E40 en la Micro-Perforación de la Aleación de Níquel Inconel 718)
La meta de HIT en la Micro-Perforación de la Aleación de Níquel (Inconel 718)
El objetivo es lograr una mayor eficiencia de mecanizado y una vida útil más larga de la herramienta en la Micro-Perforación de la Aleación de Níquel (Inconel 718) con la tecnología de mecanizado asistido por ultrasonido de HIT.
Resultados de Micro-Perforación de la Aleación de Níquel (Inconel 718) asistido por ultrasonido de HIT
Micro-Perforación de la Aleación de Níquel (Inconel 718): Eficiencia de Mecanizado
- La solución para la Micro-Perforación de la Aleación de Níquel (Inconel 718) en el mecanizado CNC convencional consistía en reducir la velocidad de avance (velocidad de avance original: 320 mm/min) y aumentar la velocidad de corte. Sin embargo, el corte continuo bajo una temperatura tan alta, la disminución de la velocidad de avance sería lenta e ineficiente; aumentar la velocidad de corte generaría un exceso de calor de corte y una alta fuerza de corte (capa endurecida), lo que provocaría un desgaste grave de la herramienta.
- Introducción del proceso de mecanizado asistido por ultrasonido de HIT: el mecanismo de mecanizado ultrasónico de HIT, la microvibración de alta frecuencia permitía un flujo más fácil del fluido de corte, lo que producía un mejor efecto de enfriamiento y una mejor evacuación de las virutas de corte. Esto ayudó a reducir la fuerza de corte.
- Como resultado, con el ultrasonido de HIT, la velocidad de avance puede ser 2 veces más rápida (velocidad de avance optimizada: 640 mm/min) manteniendo una baja velocidad de corte. Esto no solo podría reducir el calor de corte, sino también evitar la capa endurecida en el material. Esto resultó en una eficiencia de mecanizado 2 veces mayor y una vida útil de la herramienta mucho más larga.
Micro-Perforación de la Aleación de Níquel (Inconel 718): Vida útil de la Herramienta
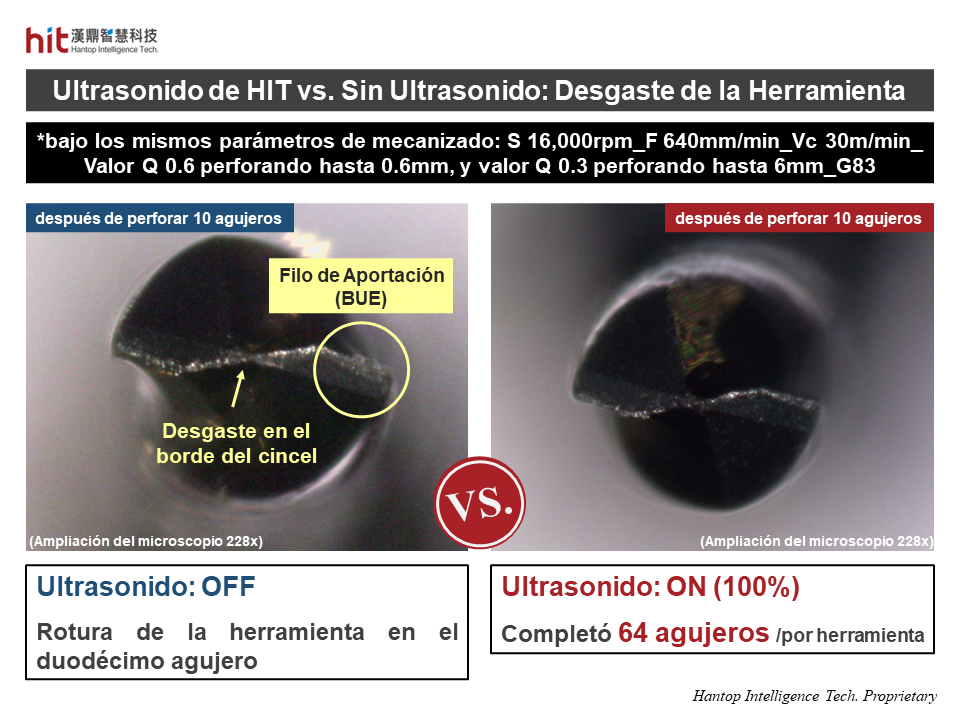
(Figura 2. En la Micro-Perforación de la Aleación de Níquel Inconel 718 asistida por ultrasonido de HIT, la reducción del calor de corte y de la fuerza de corte permitió perforar 64 agujeros por herramienta, mientras que la rotura de la herramienta ocurrió en el duodécimo agujero sin ultrasonido)
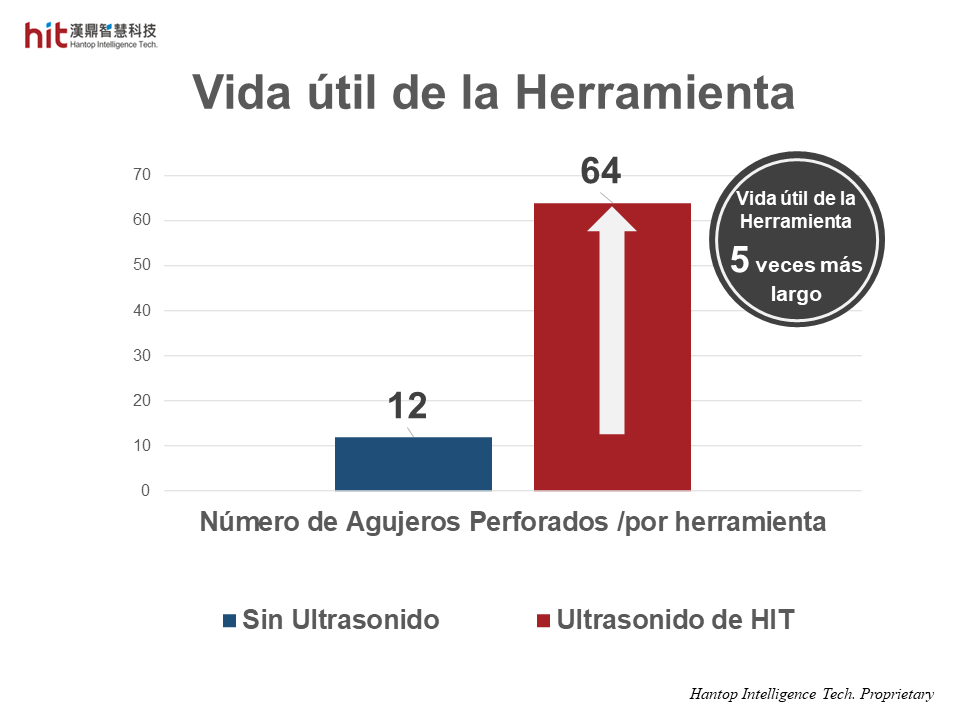
(Figura 3. La Micro-Perforación de la Aleación de Níquel Inconel 718 asistida por ultrasonido de HIT logró una vida útil de la herramienta 5 veces más larga)
Logros Tecnológicos del Mecanizado Ultrasonido de HIT
🕜 Eficiencia de Mecanizado - 2 veces mayor
⚙️ Vida útil de la Herramienta - 5 veces más largo