.jpg)
(Bild 1. HIT-ultraschallunterstütztes Tieflochbohren von optischem Glaswerkstück)
Vergleich der Materialabtragsrate
- Mit dem HIT-Ultraschallbearbeitungsmodul wurde eine 8-fach höhere Bearbeitungseffizienz (Materialabtragsrate) im Vergleich zu der ohne Ultraschall erzielt.
- Das HIT-Ultraschallbearbeitungsmodul erreichte auch eine bessere Lochqualität. Die Toleranz der Lochqualität des Kunden beträgt 0,15 mm, und mit dem HIT-Ultraschallbearbeitungsmodul beträgt die durchschnittliche Lochdurchmessertoleranz 0,034 mm.
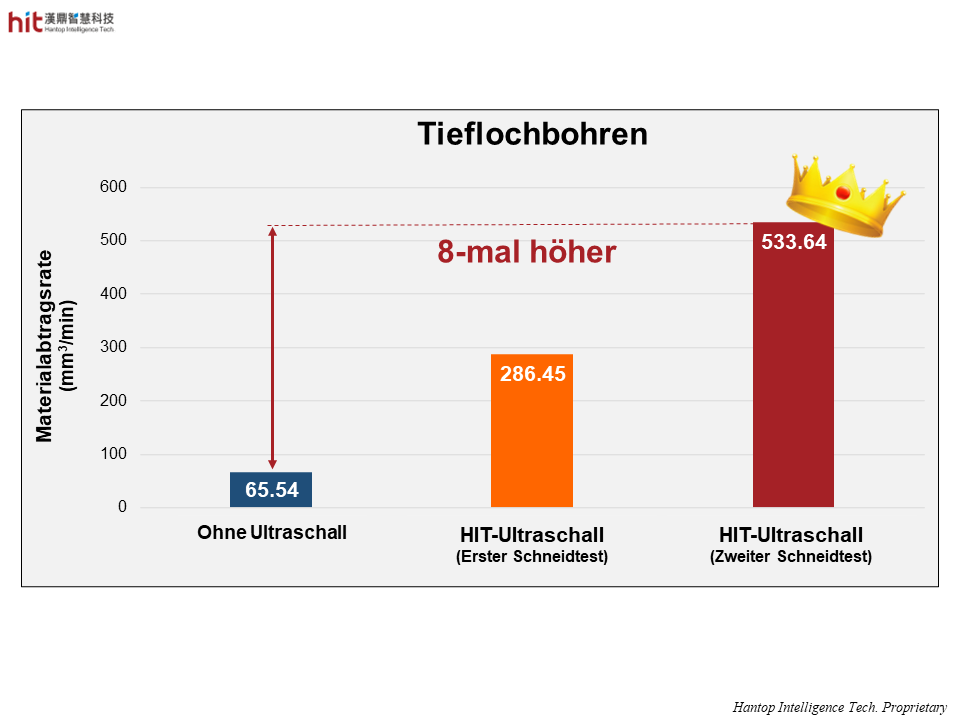
(Bild 2. HIT-ultraschallunterstütztes Tieflochbohren von optischem Glas erzielte eine 8-fach höhere Materialabtragsrate)
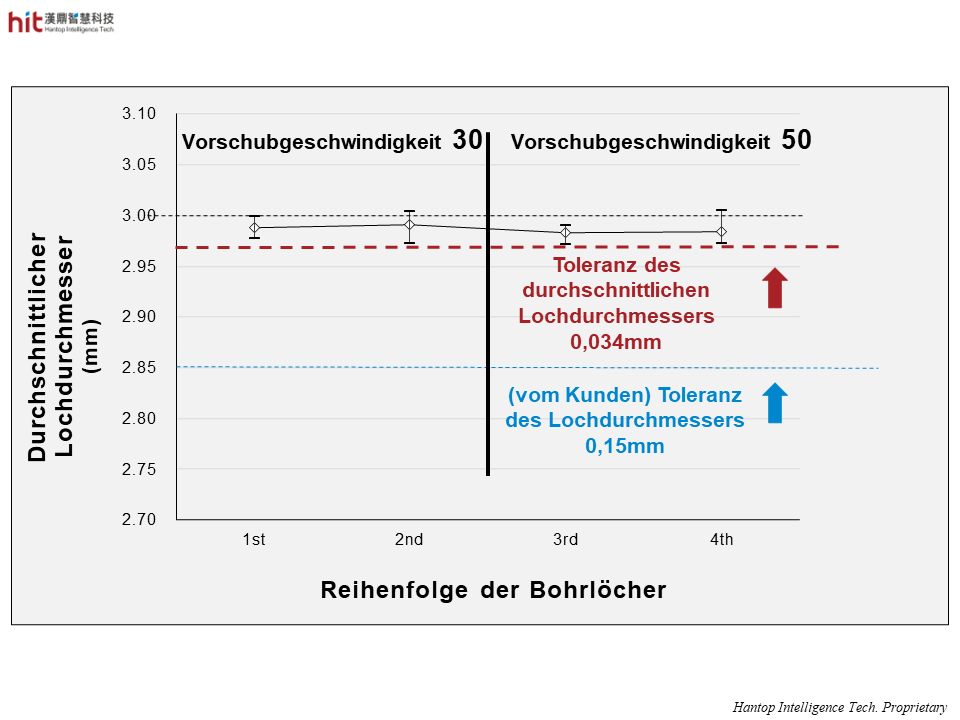
(Bild 3. HIT-ultraschallunterstütztes Tieflochbohren von optischem Glas entsprach den Anforderungen des Kunden an die Lochqualität)
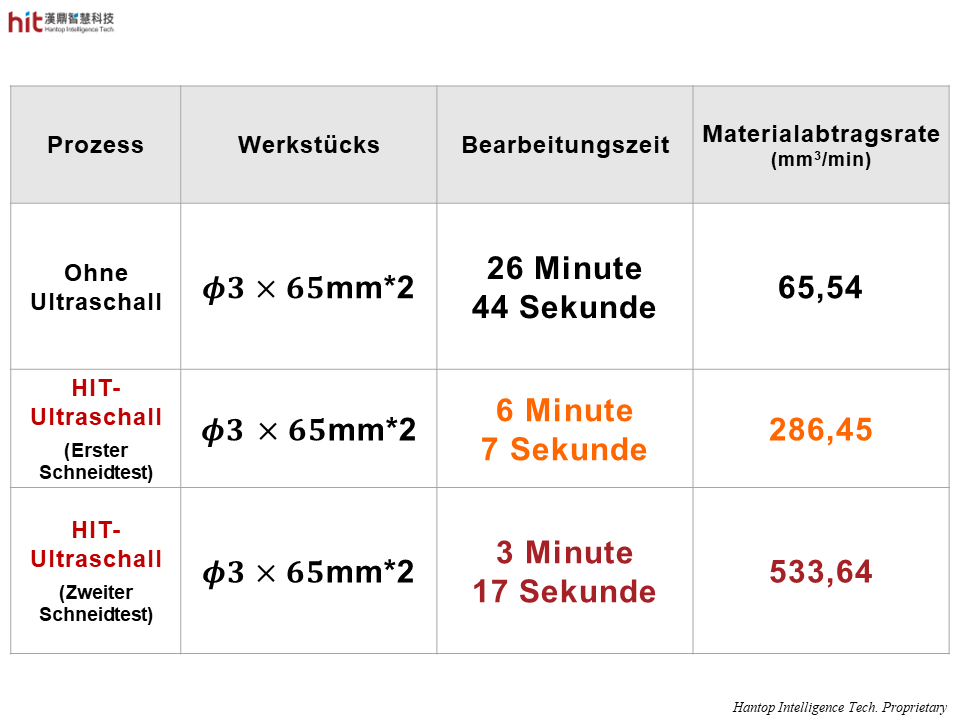
(Bild 4. Vergleich der Bearbeitungsergebnisse des HIT-ultraschallunterstützten Tieflochbohrens von optischem Glas)
Errungenschaften der HIT-Ultraschall Bearbeitungs Technologie
🕜 Bearbeitungseffizienz - 8-mal höher
📈 Lochqualität entsprach den Anforderungen des Kunden