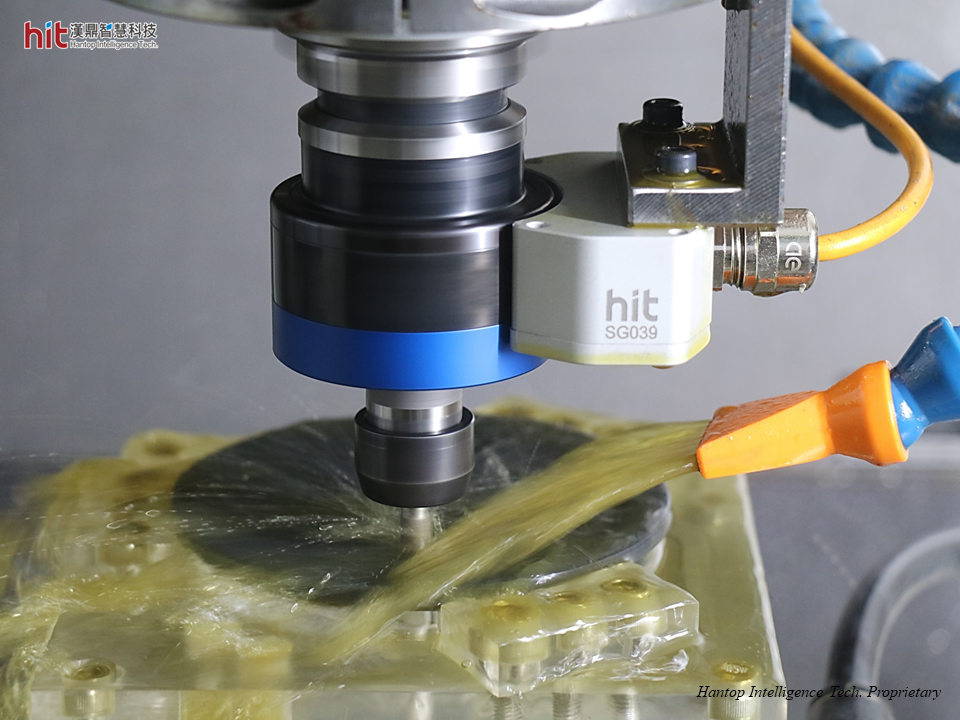
(Bild 1. HIT BT30 Ultraschall-Bearbeitungsmodul wurde beim Spiralförmigen Schrägeintauchen von Siliziumcarbid verwendet)
(Bild 2. HIT Ultraschall-unterstütztes Spiralförmiges Schrägeintauchen von Siliziumcarbid bei der Herstellung von Wafer-Suszeptoren)
HITs Ziel beim Spiralförmiges Schrägeintauchen von Siliziumcarbid (SiC)
Durch die Unterstützung der HIT Ultraschall-unterstützten Bearbeitungstechnologie ist das Ziel, die Oberflächenrauheit des Werkstücks zu verbessern und gleichzeitig den Werkzeugverschleiß beim Spiralförmigen Schrägeintauchen von Siliziumcarbid zu reduzieren.
Ergebnisse des Ultraschallunterstützten Spiralförmiges Schrägeintauchen von Siliziumcarbid (SiC)
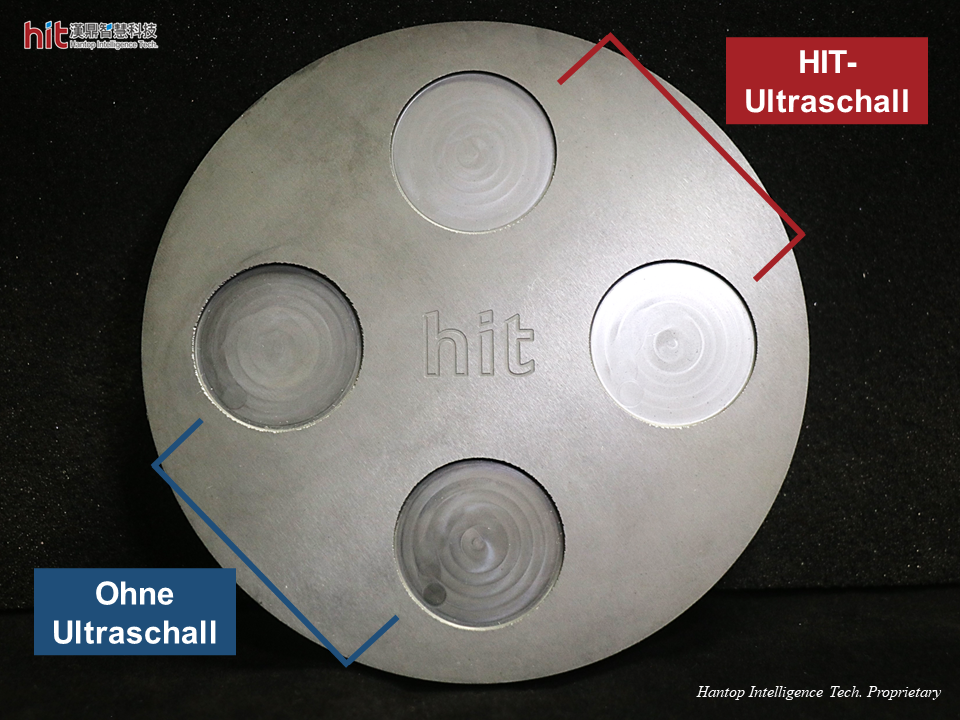
Spiralförmiges Schrägeintauchen von Siliziumcarbid (SiC): Werkstückqualität
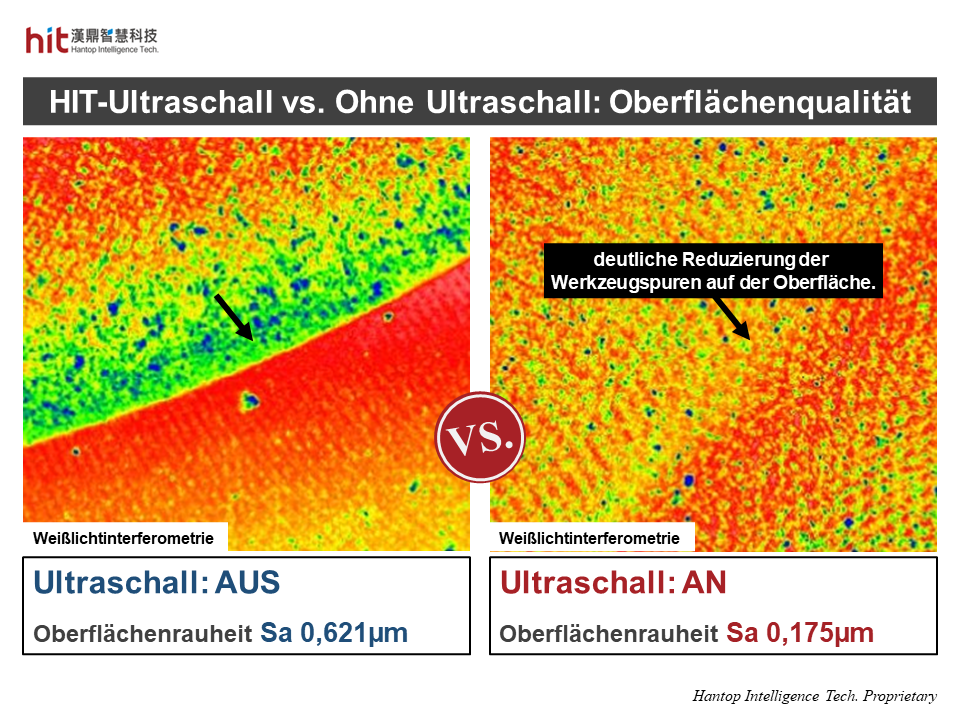
(Bild 3. HIT Ultraschall-unterstütztes Spiralförmiges Schrägeintauchen von Siliziumcarbid hat die Oberflächenrauheit des Werkstücks erheblich verbessert und Werkzeugspuren gemildert)
- Mit HIT Ultraschall wurde die hohe Frequenzmikrovibration verwendet, um die Schleifkräfte zu reduzieren. Dies führte zu einer erheblichen Verbesserung der Oberflächenrauheit (Sa) des Werkstücks und einer Milderung der Werkzeugspuren. Die Werkstückqualität wurde um 72% verbessert.
- Die Ultraschall-unterstützte Bearbeitungstechnologie im Grobschleifenprozess half, die Oberflächenrauheit und Werkzeugspuren zu verbessern. Dies ermöglichte eine Reduzierung der Nachbearbeitungszeit, was auch die Bearbeitungseffizienz erhöhte.
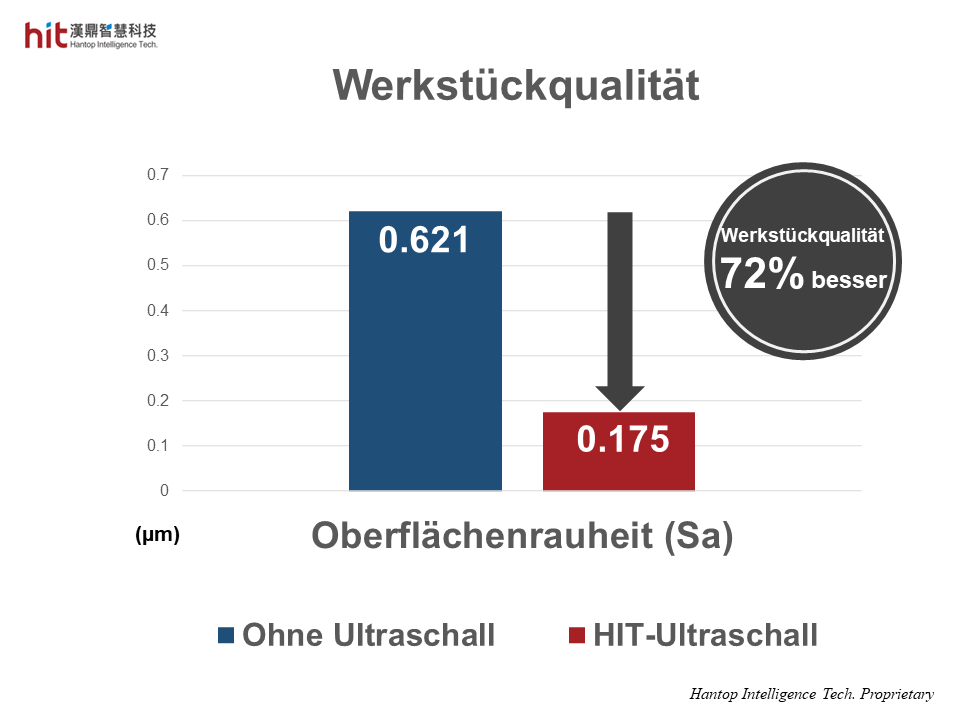
(Bild 4. HIT Ultraschall-unterstütztes Spiralförmiges Schrägeintauchen von Siliziumcarbid half, die Werkstückqualität um 72% mit verbesserter Oberflächenrauheit zu steigern)
Spiralförmiges Schrägeintauchen von Siliziumcarbid (SiC): Werkzeug Lebensdauer

(Bild 5. HIT Ultraschall-unterstütztes Spiralförmiges Schrägeintauchen von Siliziumcarbid brachte Besseres Ausspülen von Keramikpartikeln, was verhinderte, dass sich am Werkzeug Keramikmaterialablagerungen ansammeln)
- Mit HIT Ultraschall wurde dem Werkzeug eine hohe Frequenzmikrovibration in Z-Achsen-Richtung verliehen. Während des Schleifprozesses hob sich das Werkzeug ständig vom Werkstück ab und ermöglichte einen einfacheren Zufluss von Kühlschmierstoff. Dies trug zu einem Besseren Ausspülen von Keramikpartikeln bei, was verhinderte, dass sich Keramikmaterialablagerungen am Schleifwerkzeug ansammelten.
- Durch die deutlich geringere und langsamere Ansammlung von Keramikmaterialablagerungen am Schleifwerkzeug wurden die Schleifkräfte reduziert. Dies führte nicht nur zu weniger Werkzeugverschleiß, sondern auch zu einer höheren Oberflächenqualität.
Errungenschaften der HIT-Ultraschall Bearbeitungs Technologie
📈 Oberflächenqualität - 72% Verbesserung der Oberflächenrauheit (Sa) beim Grobschleifen
⚙️ Werkzeug Lebensdauer - Besseres Ausspülen von Keramikpartikeln