
(図1. Ti-6Al-4Vチタン合金の側面ミーリングにおけるHIT 超音波支援加工)

(図2. Ti-6Al-4Vチタン合金の側面ミーリングにはHIT BT30 超音波加工モジュールが使用されました)
Ti-6Al-4Vチタン合金の側面ミーリングにおけるHITの目標
目標は、高い加工効率を維持しつつ、高品質の表面を保ち、顧客の要件を満たすことです。
超音波加工Ti-6Al-4Vチタン合金の側面ミーリングの結果
Ti-6Al-4Vチタン合金の側面ミーリング:加工効率
HITの超音波支援加工技術により、超音波なしの場合よりも3倍速い切削速度を実現し、送り速度と加工効率を向上させることができました。
Ti-6Al-4Vチタン合金の側面ミーリング:表面品質
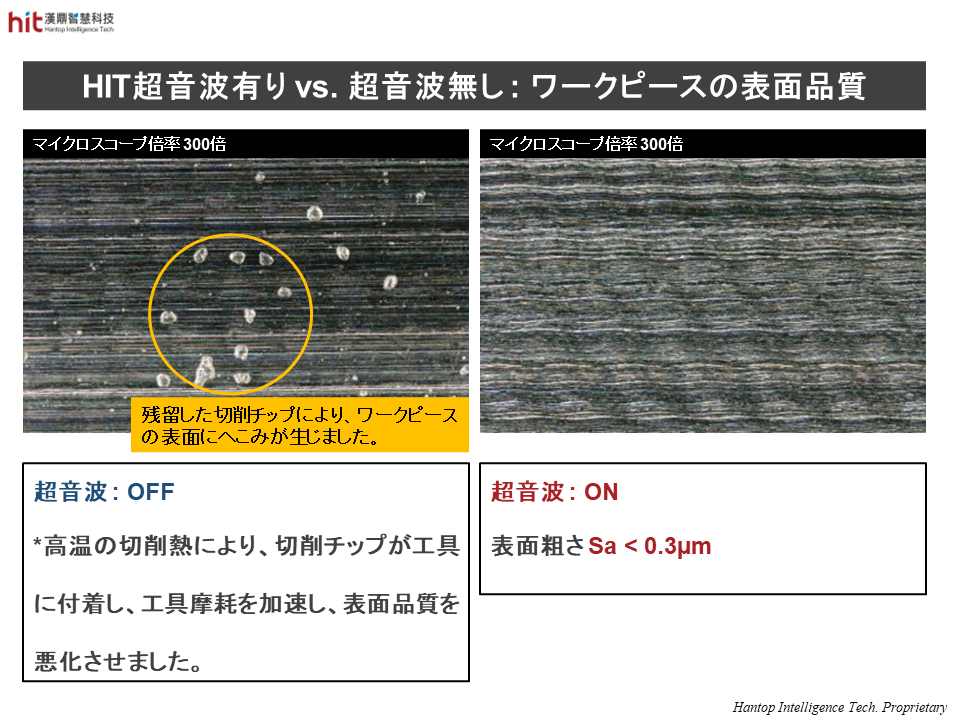
(図3. HIT超音波支援加工によるTi-6Al-4Vチタン合金の側面ミーリングは、切削力と切削熱が低減するため、より良い表面品質を実現できます)
- 高周波微振動は切削熱を軽減し、表面粗さ(Sa)< 0.3µmを達成し、顧客の表面品質の要件に合致しました。
Ti-6Al-4Vチタン合金の側面ミーリング:工具寿命
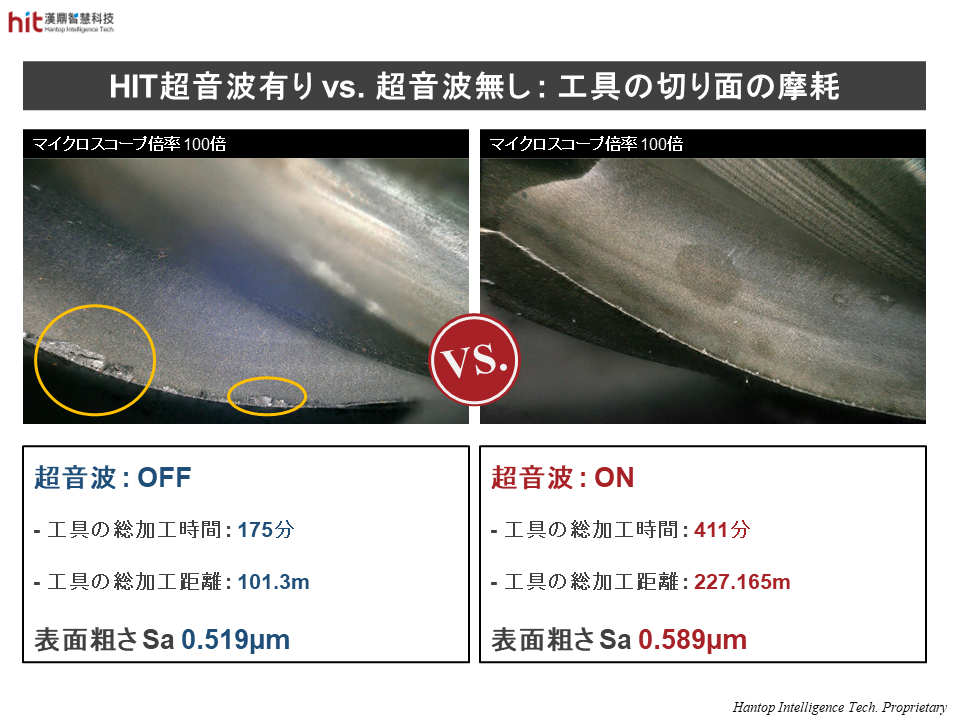
(図4. HIT超音波支援加工によるTi-6Al-4Vチタン合金の側面ミーリングは、同じ表面粗さの作業対象物に対して2倍長い工具寿命を実現できます)
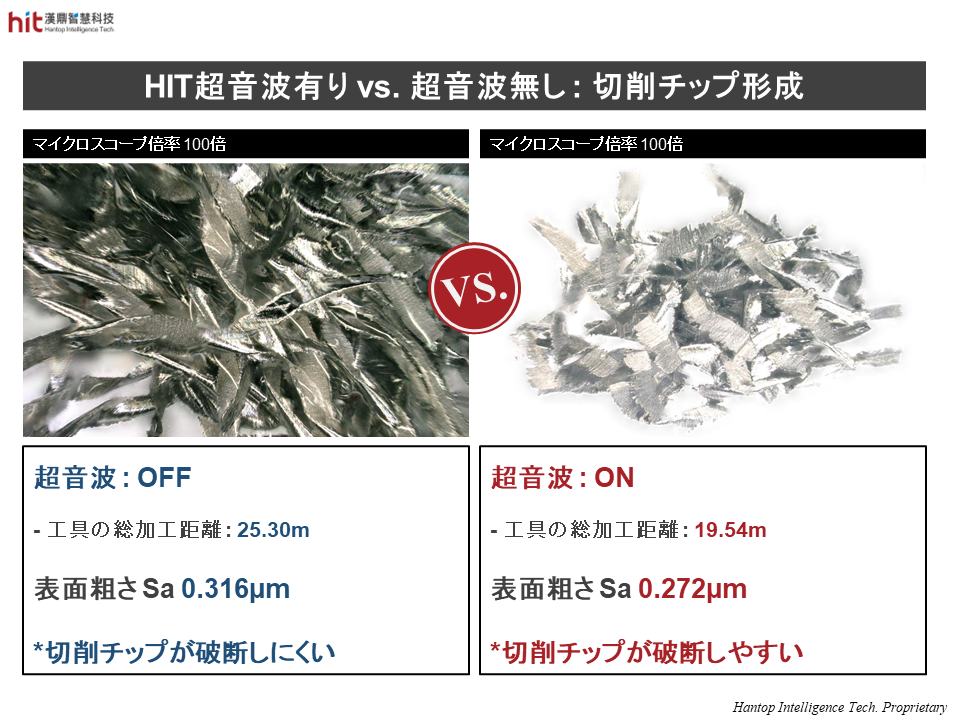
(図5. HIT超音波支援加工によるTi-6Al-4Vチタン合金の側面ミーリングは、切削チップを小さくし、破断しやすくします)
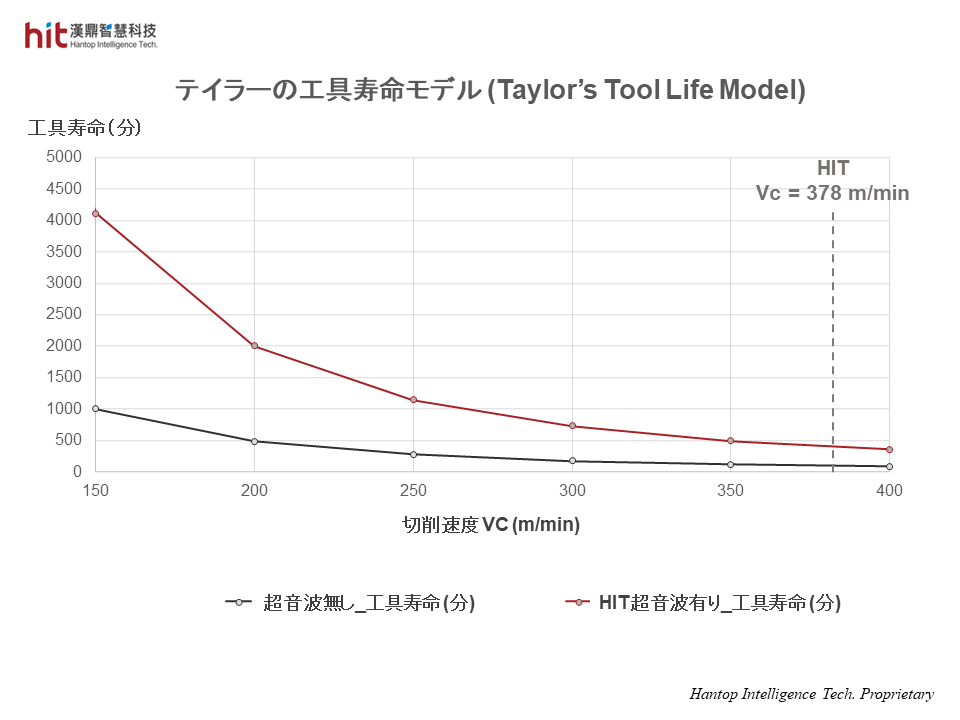
(図6. テイラーの工具寿命モデル (Taylor's Tool Life Model) によると、Ti-6Al-4Vチタン合金の側面ミーリングにおいてHIT超音波加工により工具寿命が潜在的に改善されることが示されています)
- 従来の加工では、切削チップが大きく、非常に破断が困難でした。切削熱と共に、切削チップが繰り返し工具の後部面に付着し、工具刃に破損を引き起こしました。
- HITの超音波支援加工技術の高周波微振動は、切削力と切削熱を低減し、残留切削チップが工具や作業対象物に付着するのを防ぎました。また、切削チップが絡まず簡単に破断することを可能にしました。
HIT超音波加工技術の成果
🕜 加工効率 - 3倍高い
📈 表面品質 - 表面粗さ (Sa) < 0.3µm (切削力と切削熱を軽減)
⚙️ 工具寿命 - 切削チップが小さくなり、破断が容易になりました
💰 加工効率の向上と工具寿命の改善により、生産能力を大幅に向上させることができます。