.jpg)
(図1. 光学ガラスの深穴加工のワークピースに使用されたHIT 超音波支援加工技術の画像
)
材料除去率の比較
- HIT超音波加工モジュールを使用すると、従来の加工(超音波なし)に比べて、効率が8倍向上します。
- また、HIT超音波加工モジュールを使用すると、より高い穴の品質基準に到達できます。顧客の穴径の許容差は0.15mmであり、HIT超音波加工モジュールを使用すると、穴径の平均許容差は0.034mmです。
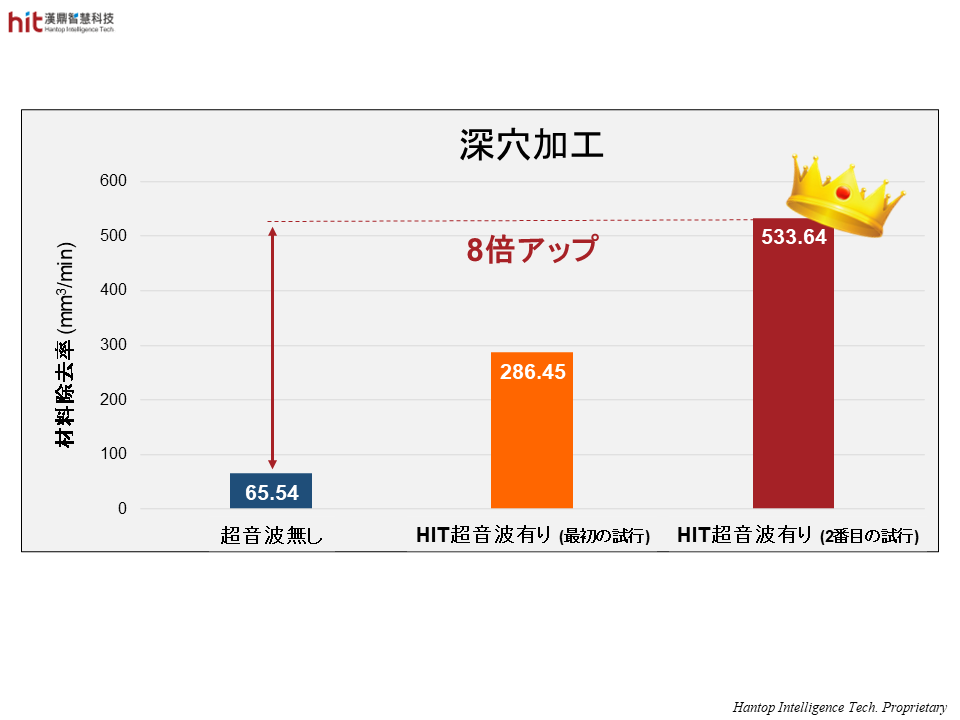
(図2. HIT 超音波支援加工技術を用いた光学ガラスの深穴加工では、材料除去率が通常の加工に比べて8倍高くなります)
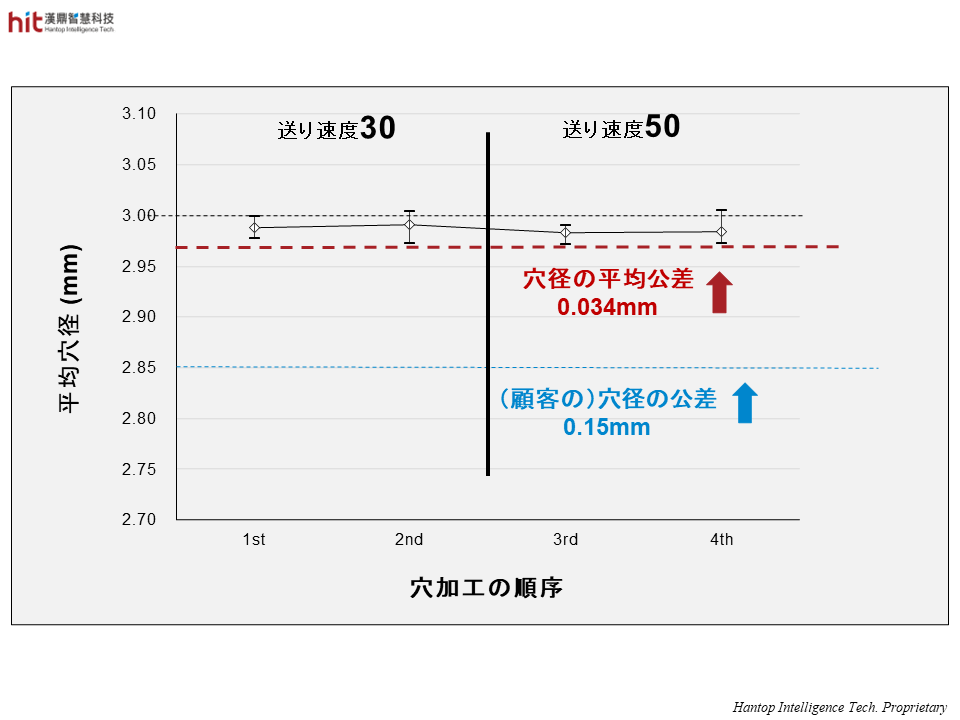
(図3. HIT 超音波支援加工技術を用いた光学ガラスの深穴加工は、お客様の穴の品質に関する要件を満たすことができます)
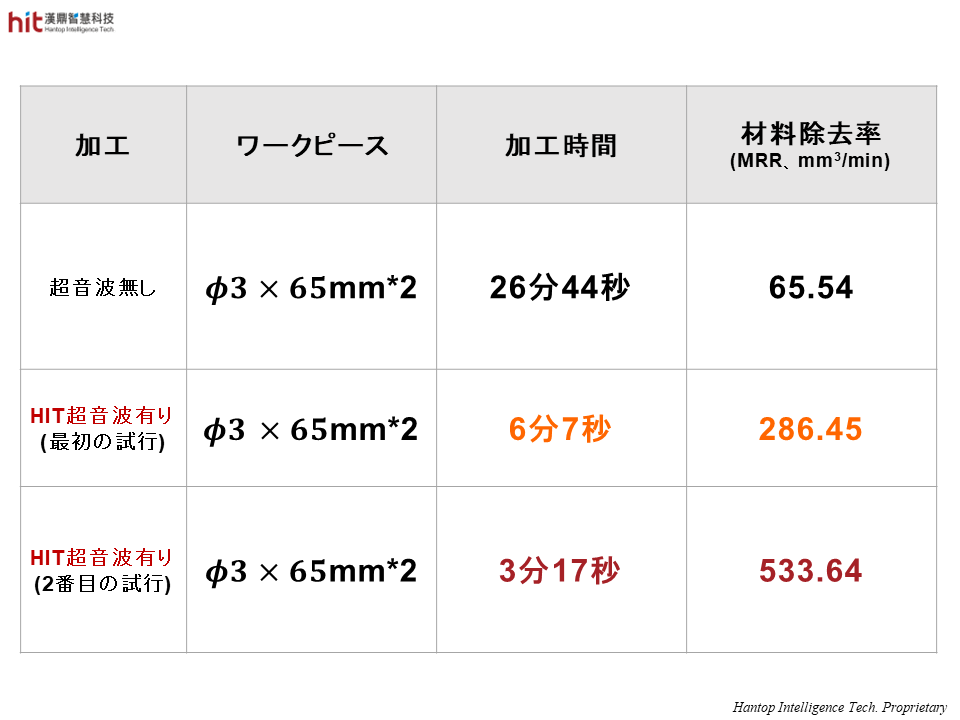
(図4. HIT 超音波支援加工技術を用いた光学ガラスの深穴加工の加工情報と結果の比較
)
HIT超音波加工技術の成果
超音波を使用しない場合と比較して:
1. 加工効率 - 8倍アップ
2. 穴の品質で顧客の要求を満たします