
(図1. HIT HSK-E40 超音波加工モジュールがAl6061アルミニウム合金の倣いフライス加工に使用されました)
Al6061アルミニウム合金の倣いフライス加工(マイクロコニカル構造)におけるHITの目標
目標は、トーラスフライスカッターを使用してAl6061アルミニウム合金の倣いフライス加工(マイクロコニカル構造)を行うことでした。HIT 超音波を使用することで、表面のツールマークを軽減し、ツールの摩耗を減らすことが期待されていました。
超音波加工Al6061アルミニウム合金の倣いフライス加工の結果
Al6061アルミニウム合金の倣いフライス加工:表面品質
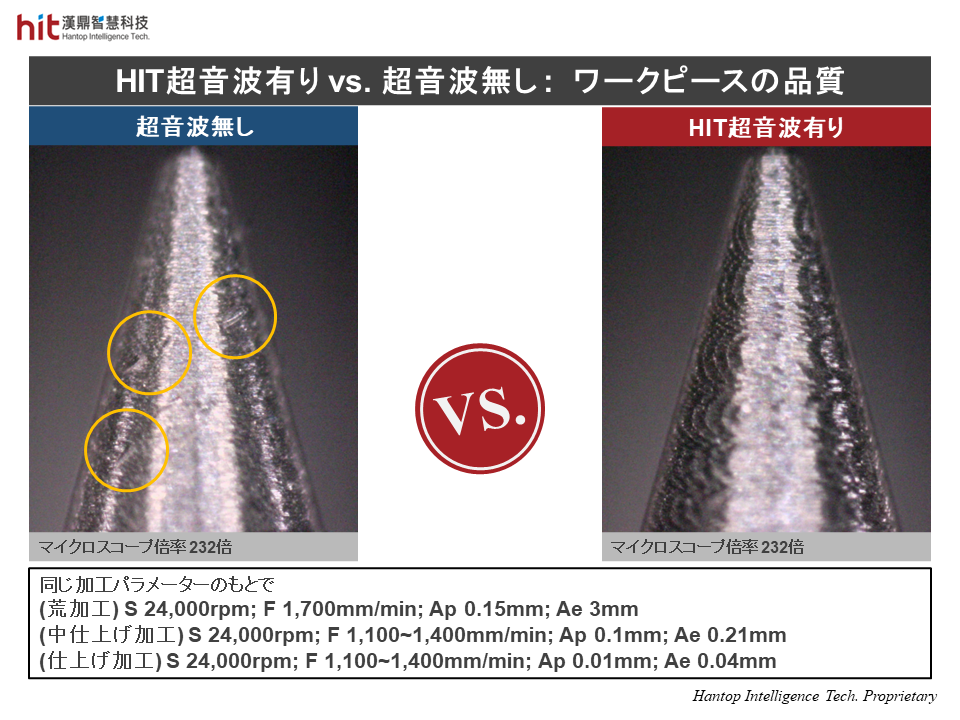
(図2. HIT 超音波支援 Al6061アルミニウム合金の倣いフライス加工は、より良い表面品質を達成しました)
- 従来の加工(超音波なし)では、軟質金属の加工では、材料特性により長くて細いチップが生じることが一般的です。これにより、ツールに構成刃先(BUE、Built-Up Edge)が発生し、切削力が増加します。ツールに構成刃先が生じると、ワークピースの表面に明らかな傷が残ります。
- HIT 超音波を使用すると、高周波の微小振動がチップの排出を改善しました。ツールは材料をより簡単に切断できるようになり、切削力の増加を防ぎました。ワークピースの表面は欠陥なく滑らかであり、一貫したマークは加工中にツールが均一な力を受けていることを示しています。
Al6061アルミニウム合金の倣いフライス加工:工具寿命
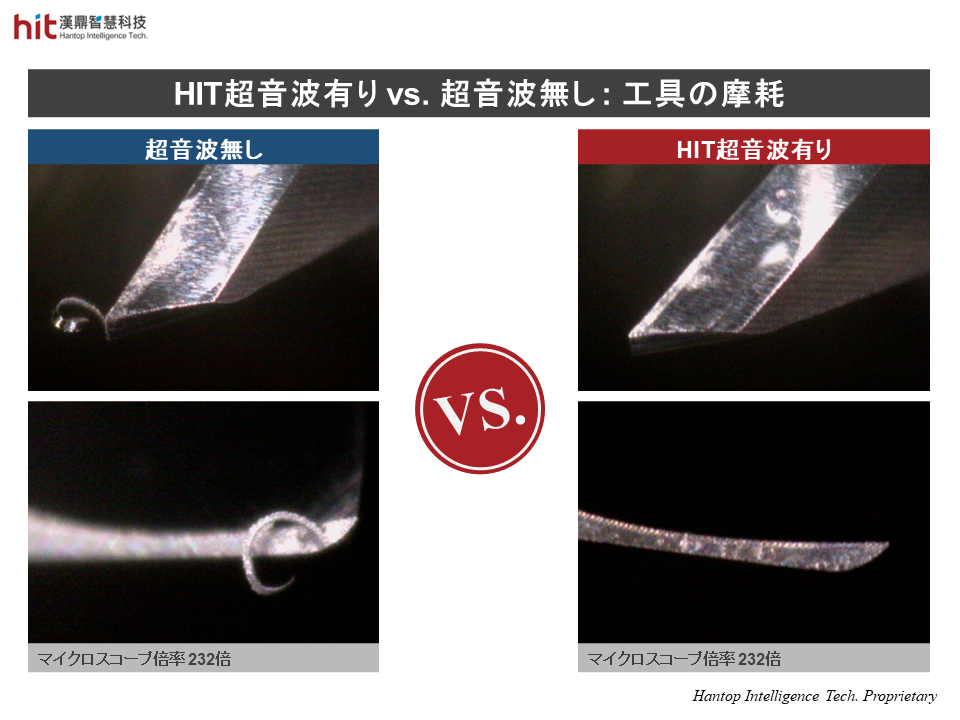
(図3. HIT 超音波支援のAl6061アルミニウム合金の倣いフライス加工は、切削チップのより良い排出をもたらし、構成刃先の発生を防止しました)
- 従来の加工では、ツールの構成刃先が高い切削力を引き起こしました。これは、ワークピースの表面を損傷するだけでなく、ツールの深刻な摩耗も引き起こしました。
- HIT 超音波を使用すると、切削チップのより良い排出がツールの構成刃先の発生を防ぎました。新しいツールと使用済みツール(HIT超音波を使用)との間にはほとんど違いがありませんでした。
HIT超音波加工技術の成果
📈 表面品質 - ワークピースの表面は欠陥なく滑らかでした
⚙️ 工具寿命 - 切削チップのより良い排出は、工具に構成刃先(BUE、Built-Up Edge)が形成されるのを防ぎます