
(図1. HIT HBT-40超音波加工モジュールがSCM440合金鋼の完全スロット切削に使用されました)
SCM440合金鋼の完全スロット切削におけるHITの目標
目標は、高い効率を維持しながらスロット壁の表面品質を向上させ、工具寿命を延ばすことです。
超音波加工SCM440合金鋼の完全スロット切削の結果
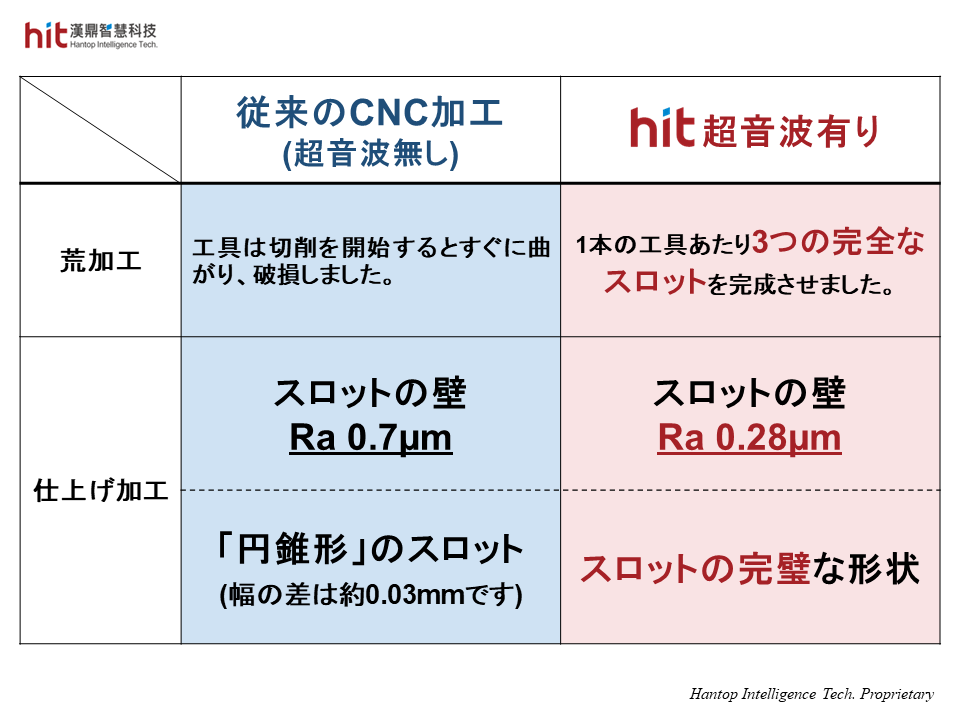
(図2. HIT超音波支援のSCM440合金鋼の完全スロット切削と超音波なしの加工結果の比較)
【SCM440合金鋼の完全スロット切削:荒加工】
- 従来のCNC加工(超音波なし)では、このような高アスペクト比(6.2倍)の完全スロット切削において、高い切削力により工具が曲がり、切削を開始するとすぐに破損しました。
- HIT超音波加工により、高周波微振動により切削液の流入が容易になりました。これにより、より良い冷却効果と切削チップの排出が促進されました。切削力の大幅な低減により、1本の工具で3つの完全なスロットを完成させることができました。
【SCM440合金鋼の完全スロット切削: 仕上げ加工】
- 従来のCNC加工(超音波なし)では、荒加工の結果が仕上げ加工プロセスにも影響を与えました。スロット壁の粗い表面粗さ(Ra 0.7µm)と「円錐形」のスロットは、顧客の要件に適合しませんでした。
- HIT超音波加工では、仕上げ加工プロセスに1本の工具のみが必要でした。切削力の大幅な低減により、表面粗さが2.5倍向上し(Ra 0.28µm)、スロットの形状が完璧でした(3つの完全なスロットの幅はすべて0.73mmでした)。
SCM440合金鋼の完全スロット切削: ワークピースの品質
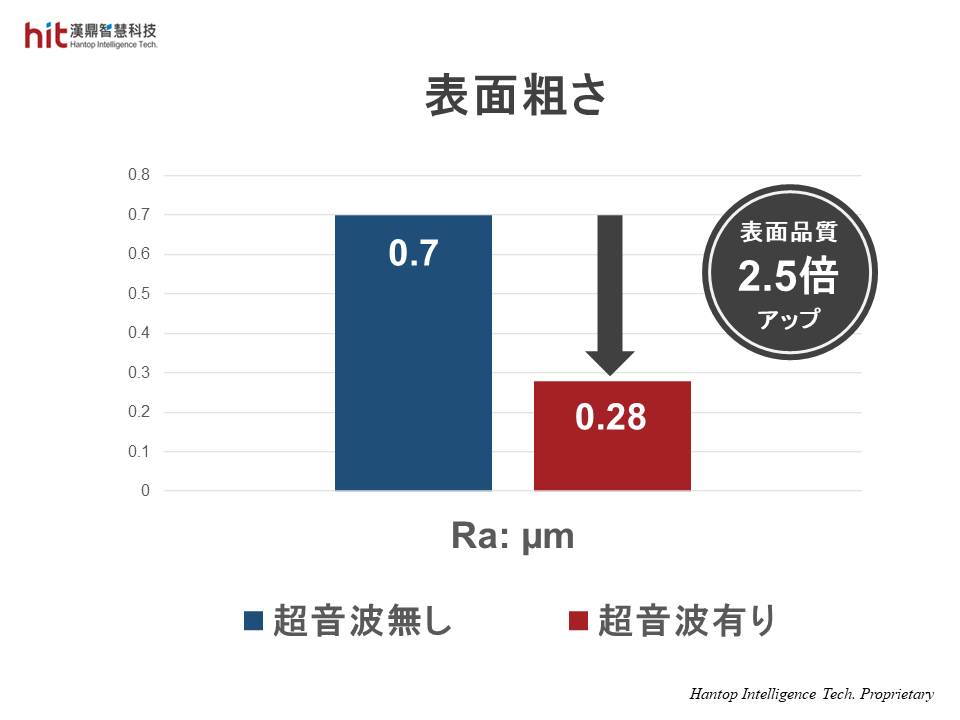
(図3. HIT超音波支援のSCM440合金鋼の完全スロット切削は、表面品質が2.5倍向上しました)
SCM440合金鋼の完全スロット切削: 工具寿命
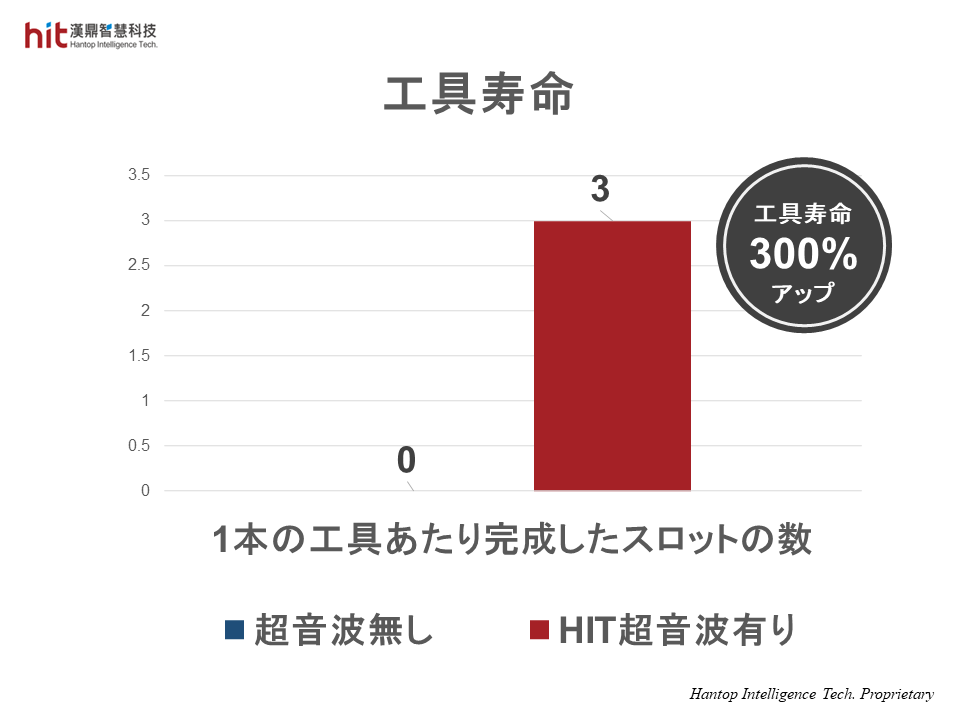
(図4. HIT超音波支援のSCM440合金鋼の完全スロット切削は、工具寿命が300%延長され、切削に失敗することから1本の工具で3つの完全なスロットを切削するまでになりました)
HIT超音波加工技術の成果
📈 品質 - 2.5倍向上し
⚙️ 工具寿命 - 300%長寿命化します (切削に失敗から1本の工具あたり3つの完全なスロットを切削するまで)