
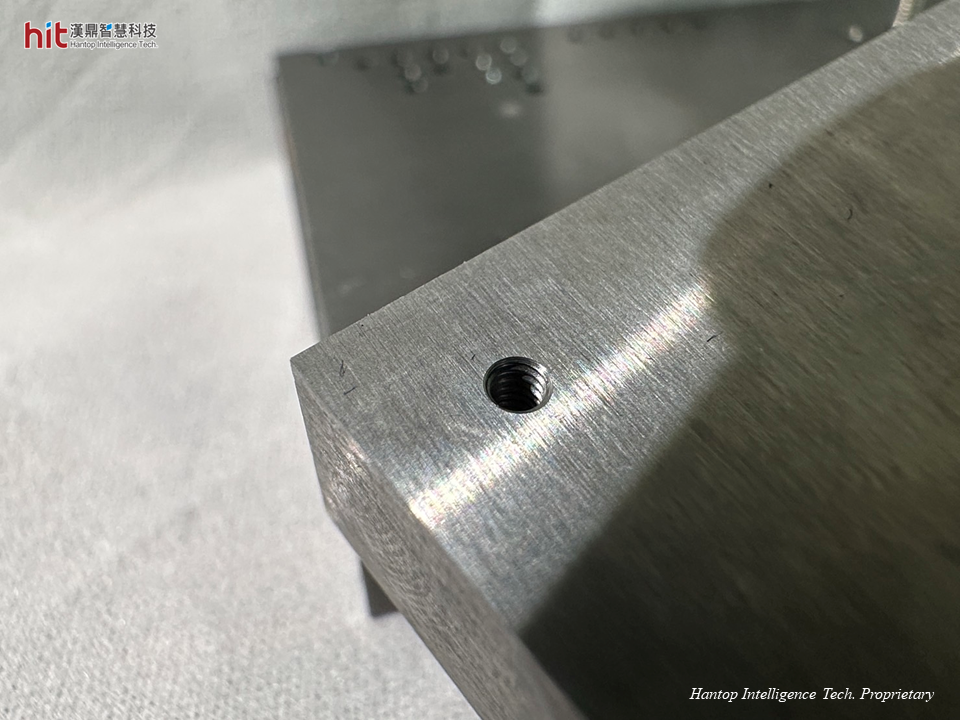
(图1. 使用汉鼎HSK-E40超声波加工模组辅助碳化钨-钨钢M2内螺纹加工)
(图2. 汉鼎超声波辅助碳化钨-钨钢M2内螺纹加工工件特征完整)
【汉鼎超声波】碳化钨(钨钢)M2内螺纹加工:测试目标
针对碳化钨(钨钢)的超声波辅助M2内螺纹加工测试,目标是在CNC机台上,使用单牙刀,在碳化钨材料上加工出极小尺寸的M2内螺纹特征。
【汉鼎超声波】碳化钨(钨钢)M2内螺纹加工:加工结果
碳化钨(钨钢)M2内螺纹加工:加工效率
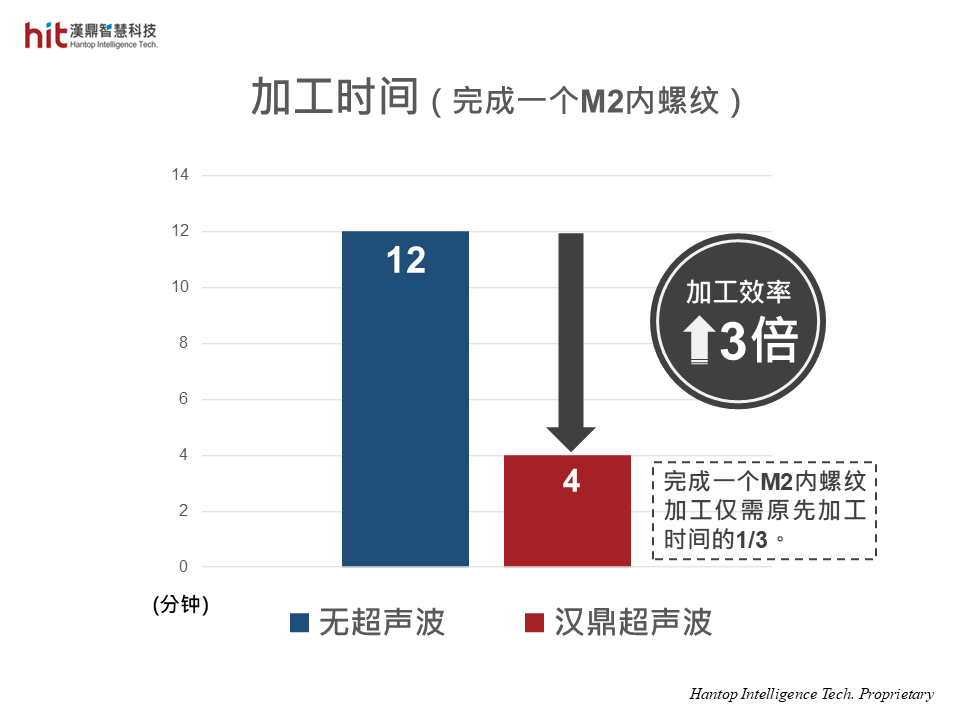
(图3. 使用汉鼎HSK-E40超声波加工模组辅助碳化钨-钨钢M2内螺纹加工, 加工效率提升3倍)
- 在固定每转进给的情况下,搭配汉鼎超声波,可将转速与进给率提高至原刀具商建议参数的3倍(转速从10,000 rpm提升至30,000 rpm;进给率从20 mm/min提升至60 mm/min)。每完成一牙所需加工时间从12分钟降至4分钟,加工时间仅为原来的1/3,整体加工效率提升3倍。
- 通过汉鼎超声波,有效降低切削阻力,实现高速加工工法下,在碳化钨(钨钢)材料上完成极小尺寸M2内螺纹加工。
碳化钨(钨钢)M2内螺纹加工:工件质量
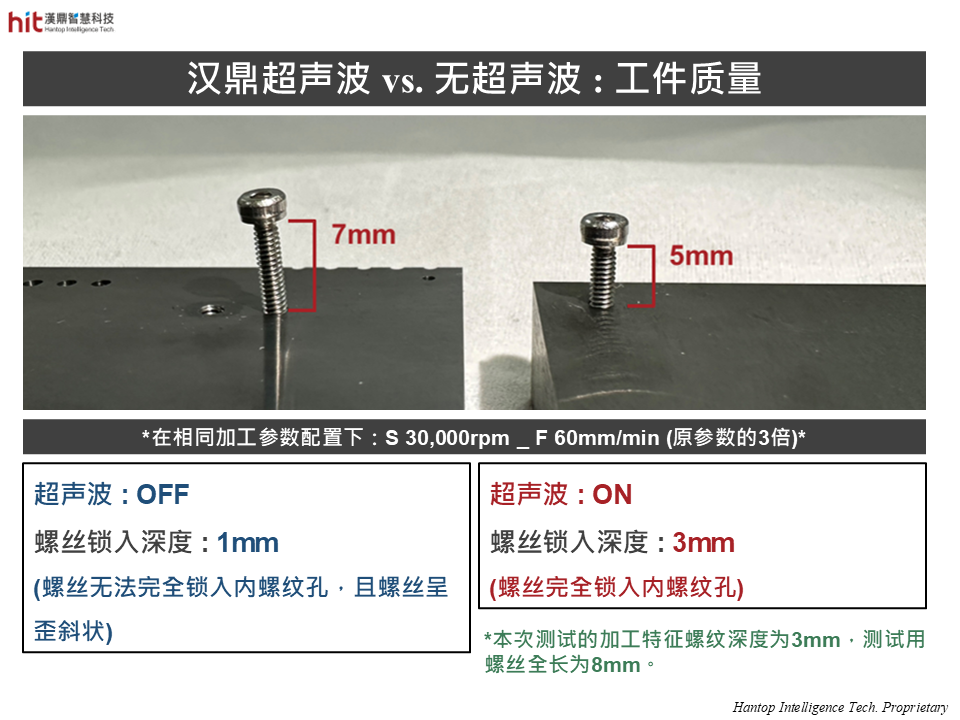
(图4. 使用汉鼎HSK-E40超声波加工模组辅助碳化钨-钨钢M2内螺纹加工, 内螺纹特征完整, 螺丝可完全锁入内螺纹孔内)
- 使用汉鼎超声波辅助加工,有效降低切削阻力,加工时刀具间歇性接触工件,降低切削热。即使在提高3倍转速与进给率的高速工法下,仍能维持碳化钨(钨钢)M2内螺纹特征的完整性。
- (相同参数配置下)在无超声波辅助的情况下,切削阻力较大,刀具与工件连续接触,导致切削热大量累积,刀具磨损严重。随着螺纹深度增加,内螺纹的大径逐渐变小,测试螺丝无法完全锁入内螺纹孔内,甚至出现螺丝歪斜现象。
碳化钨(钨钢)M2内螺纹加工:刀具寿命
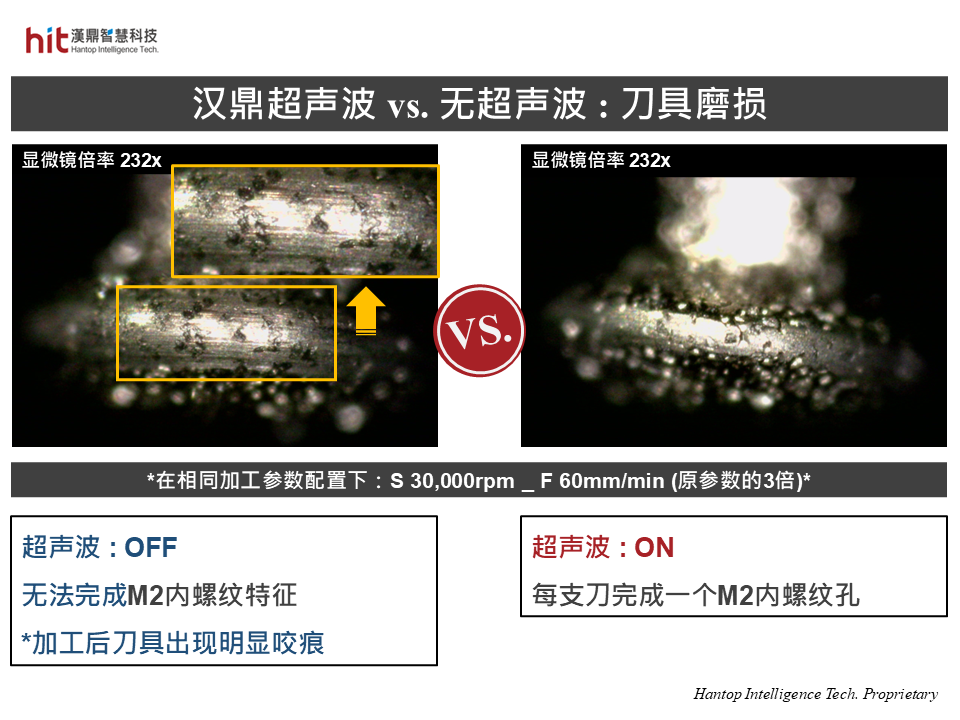
(图5. 使用汉鼎HSK-E40超声波加工模组辅助碳化钨-钨钢M2内螺纹加工, 每支刀具可完成1孔M2内螺纹加工, 而无超声波则无法完成)
- 为了展示超声波辅助加工的最佳效益,与原刀具商建议加工参数相比,转速与进给率均提高3倍,同时进行刀具寿命加速测试。
- 在相同参数配置下,搭配汉鼎超声波,每支刀具可完成1孔完整特征的M2内螺纹加工。无超声波辅助情况下,在高速工法下无法完成M2内螺纹特征加工,刀具出现明显咬痕,磨损严重。
【汉鼎超声波】碳化钨(钨钢)M2内螺纹加工:超声波效益
🕜 加工效率 - 提升3倍
📈 工件质量 - M2内螺纹特征完整
⚙️ 刀具寿命 - 显著改善