(图1. 使用汉鼎HSKA63-R30超声波模组, 辅助优化STAVAX模具钢外形铣削-粗加工工艺)
【汉鼎超声波】STAVAX模具钢外形铣削 (粗加工):测试目标
使用汉鼎HSKA63-R30超声波刀柄模组,辅助优化STAVAX模具钢的外形铣削(粗加工)工艺,目标是在低转速切削下提升整体加工效率,改善刀具磨损状况,同时保持良好的工件加工质量。
【汉鼎超声波】STAVAX模具钢外形铣削 (粗加工):加工结果
STAVAX模具钢外形铣削 (粗加工):加工效率
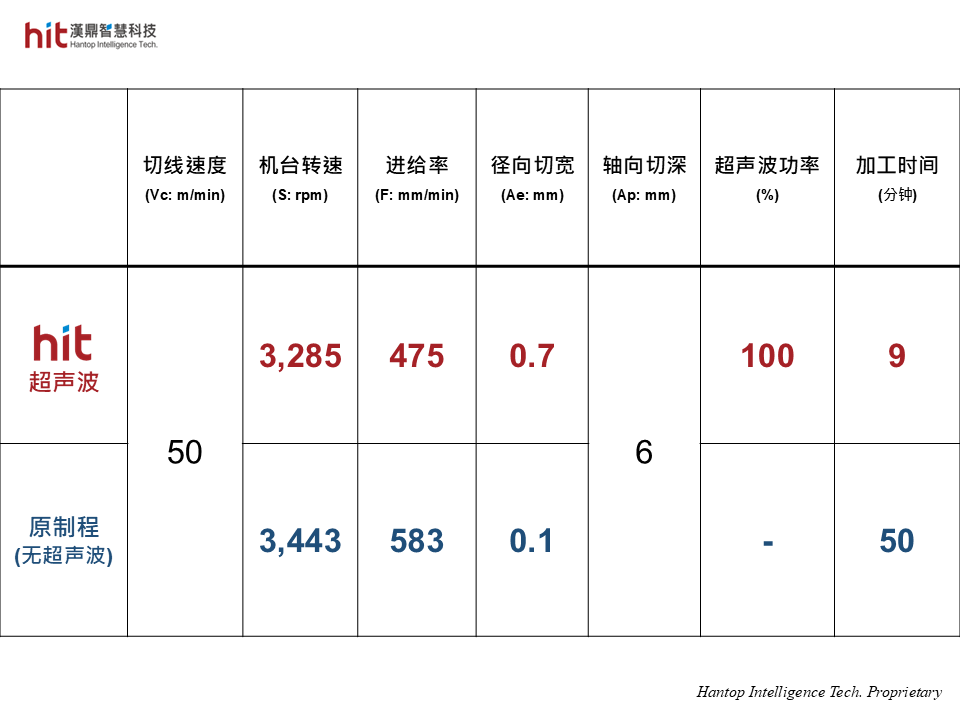
(图2. 使用汉鼎HSKA63-R30超声波模组辅助优化STAVAX模具钢外形铣削-粗加工, 相比原工艺, 在低转速下通过增加切宽量Ae, 有效缩短整体加工时间)
- 通过汉鼎超声波模组优化STAVAX硬钢外形铣削加工(粗加工),超声波的高频微振动在低转速切削条件下,帮助降低切削阻力与切削热。
- 相较原工艺参数,通过增加切宽量(Ae),加工时间从原先完成一个工件需50分钟缩短至9分钟,加工效率提升5.5倍。
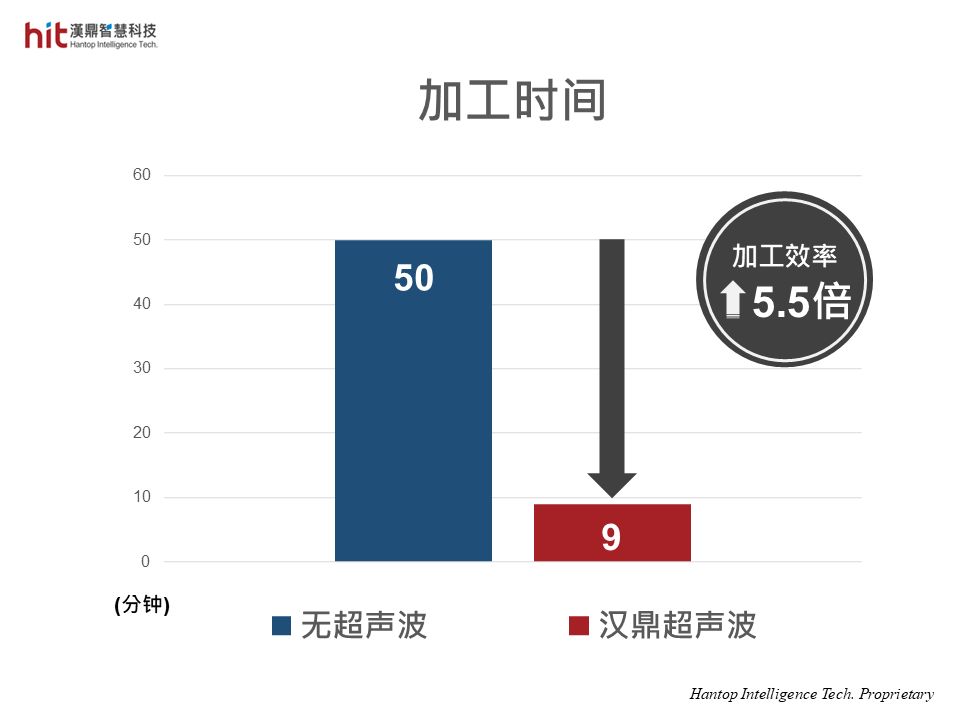
(图3. 使用汉鼎HSKA63-R30超声波模组辅助优化STAVAX模具钢外形铣削-粗加工, 相比原工艺, 大幅缩短加工时间, 加工效率提升5.5倍)
STAVAX模具钢外形铣削 (粗加工):刀具寿命
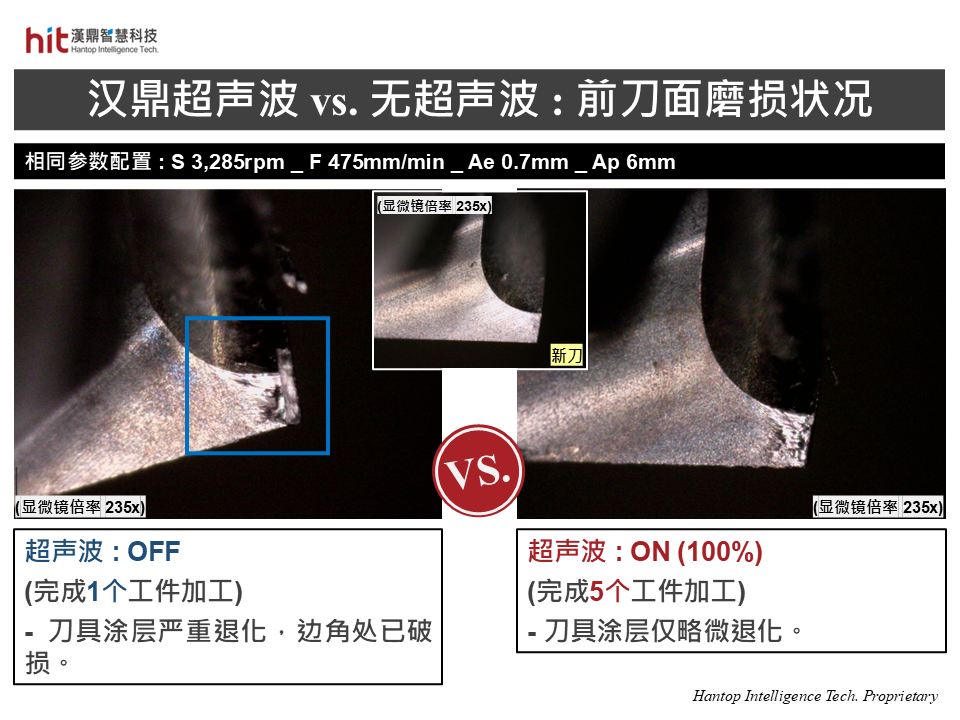
(图4. 使用汉鼎HSKA63-R30超声波模组辅助优化STAVAX模具钢外形铣削-粗加工, 采用优化参数加工后, 同一支刀具完成5个工件加工后, 前刀面仅出现轻微磨损)
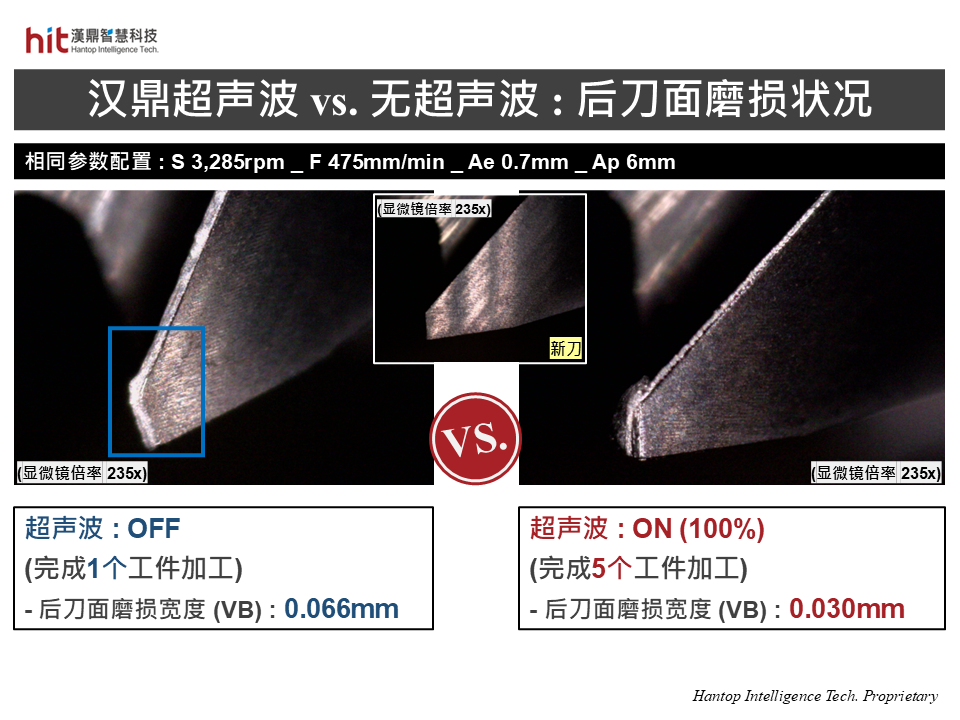
(图5. 使用汉鼎HSKA63-R30超声波模组辅助优化STAVAX模具钢外形铣削-粗加工, 采用优化参数加工后, 同一支刀具完成5个工件加工后, 后刀面磨损宽度VB远小于无超声波加工)
- 通过汉鼎超声波模组优化STAVAX硬钢外形铣削加工(粗加工),超声波的高频微振动在低转速切削条件下帮助显著降低切削阻力与切削热,大幅减少刀具磨损,延长刀具寿命达5倍。
- 在相同参数加工条件下,使用超声波,同一支刀具完成5个工件,刀具涂层仅出现轻微退化,后刀面磨损宽度(VB,Width of Flank Wear)远小于无超声波加工;无超声波加工下,同一支刀具仅能完成1个工件,加工后前刀面已出现切屑瘤(BUE,Built-Up Edge)沾黏,边角处严重破损,涂层严重退化,刀具已无法继续使用。
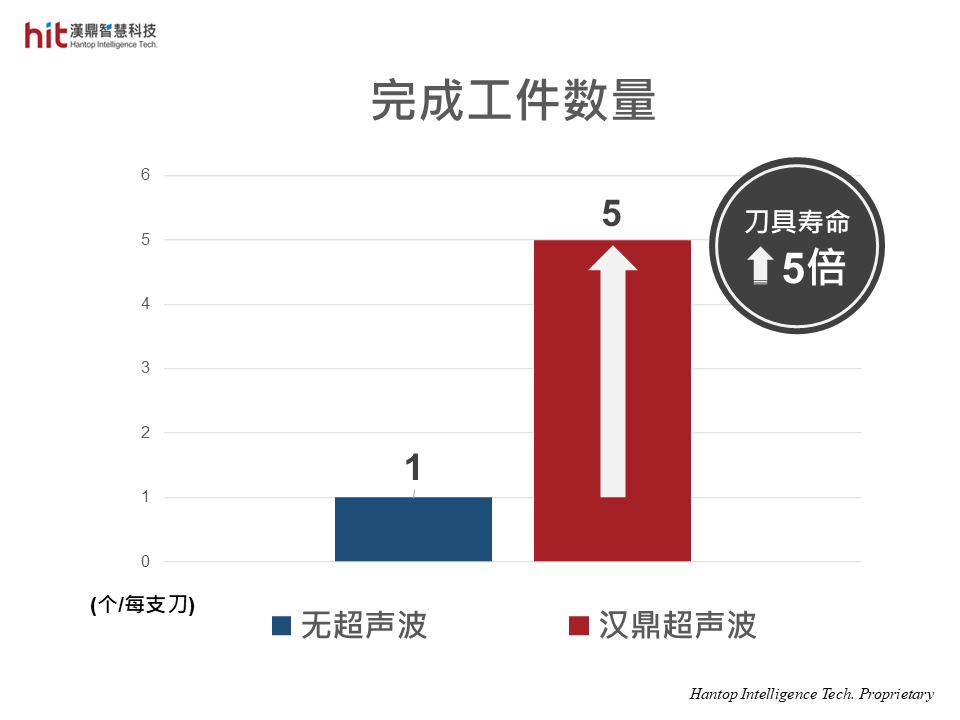
(图6. 使用汉鼎HSKA63-R30超声波模组辅助优化STAVAX模具钢外形铣削-粗加工, 采用优化参数加工后, 刀具磨损显著减少, 刀具寿命延长5倍)
STAVAX模具钢外形铣削 (粗加工):工件质量
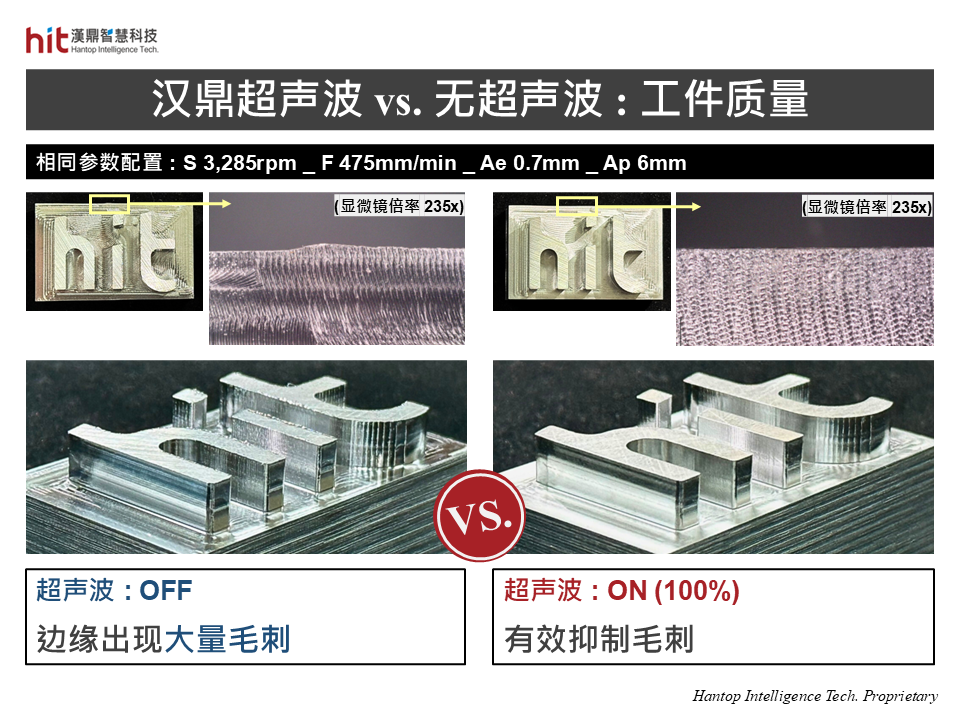
(图7. 使用汉鼎HSKA63-R30超声波模组辅助优化STAVAX模具钢外形铣削-粗加工, 采用优化参数加工后, 有效抑制工件边缘毛刺的生成)
- 通过汉鼎超声波模组优化STAVAX硬钢外形铣削加工(粗加工),在提升加工效率的同时,刀具磨损显著减少。
- 相同参数加工条件下,无超声波,刀具刃口因严重磨损导致切削阻力增加,加工时材料发生塑性挤压,工件边缘产生大量毛刺。
【汉鼎超声波】STAVAX模具钢外形铣削 (粗加工):超声波效益
🕜 加工效率 - 提升5.5倍
⚙️ 刀具寿命 - 延长5倍
📈 工件质量 - 有效抑制毛刺