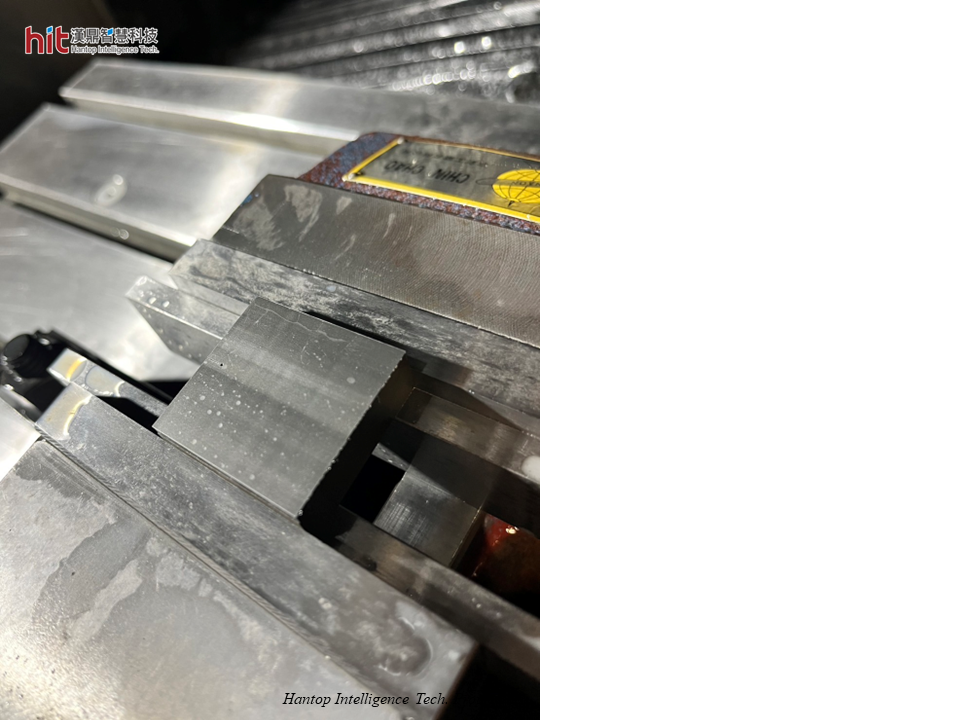
(Bild 1. HIT-ultraschallunterstütztes Planfräsen von X165CrMoV12-Werkzeugstahl-Werkstück)
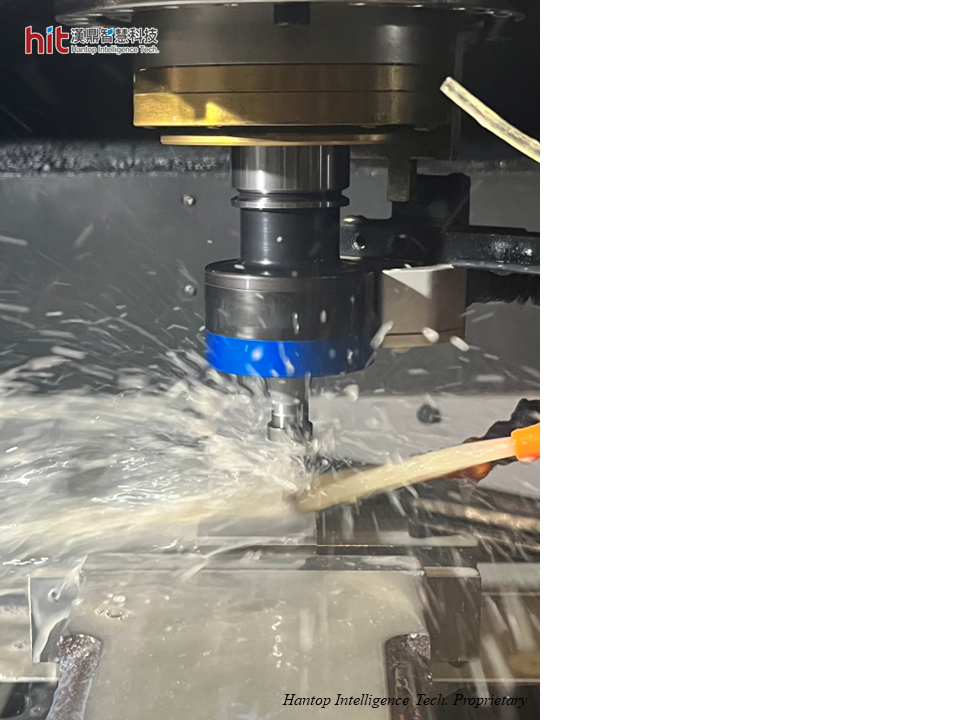
(Bild 2. HIT-ultraschallunterstütztes Planfräsen von X165CrMoV12-Werkzeugstahl)
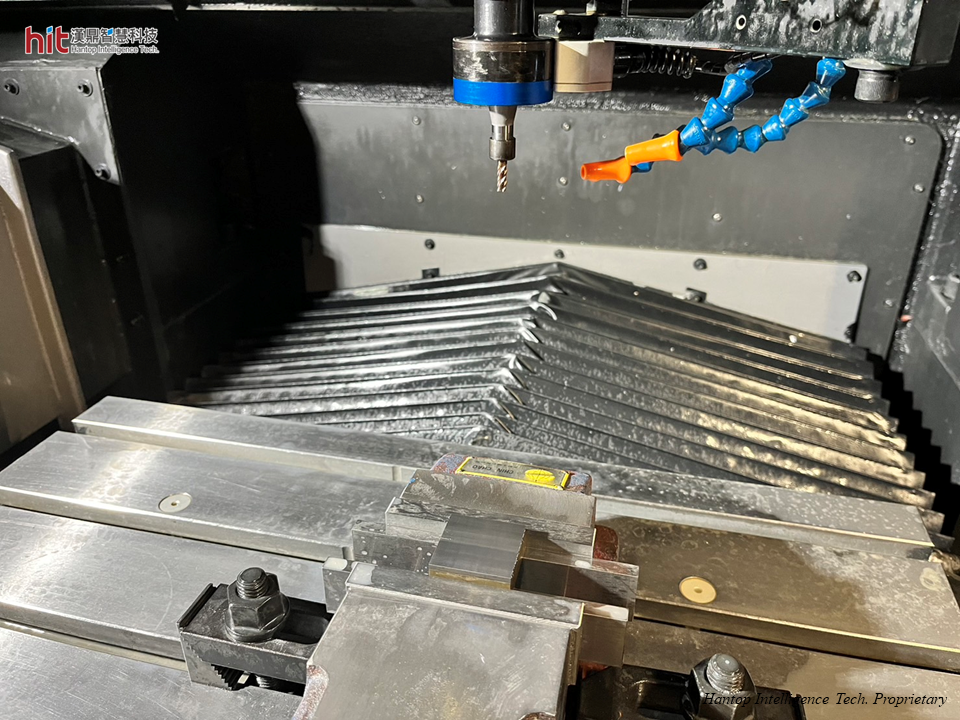
(Bild 3. HIT HSK-E40 Ultraschall-Werkzeughalter wurde beim Planfräsen von X165CrMoV12-Werkzeugstahl verwendet)
HITs Ziel beim Planfräsen von X165CrMoV12-Werkzeugstahl
Das Ziel ist es, die Bearbeitungseffizienz zu steigern und die Stabilität der Werkzeuglebensdauer zu verbessern, während eine hervorragende Oberflächenqualität beibehalten wird.
Ergebnisse des Ultraschallunterstützten Planfräsen von X165CrMoV12-Werkzeugstahl
Planfräsen von X165CrMoV12-Werkzeugstahl: Bearbeitungseffizienz
Mit HIT-Ultraschall kann die Schnittgeschwindigkeit im Vergleich zu der ohne Ultraschall verdoppelt werden, was zu einer Erhöhung der Vorschubgeschwindigkeit führt. Folglich dauerte es nur die Hälfte der ursprünglichen Bearbeitungszeit, um das Planfräsen von X165CrMoV12-Werkzeugstahl abzuschließen.
Planfräsen von X165CrMoV12-Werkzeugstahl: Werkstückqualität
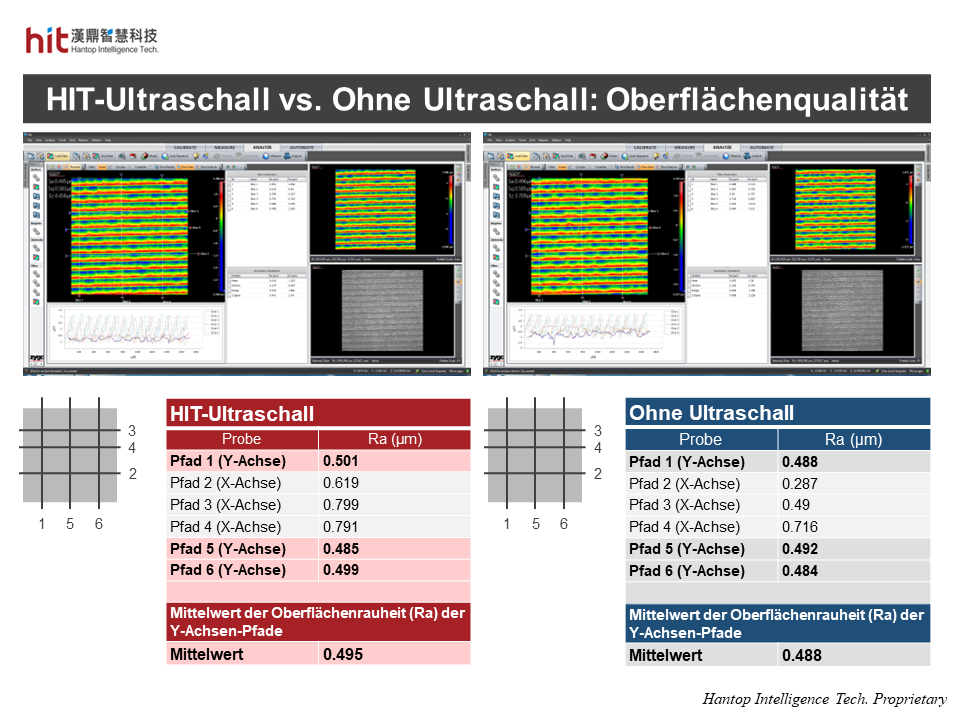
(Bild 4. Vergleich der Oberflächenqualität des Werkstücks beim Planfräsen von X165CrMoV12-Werkzeugstahl zwischen HIT-Ultraschall und ohne Ultraschall)
Während der Schneidtests entdeckte HIT, dass die ultraschallunterstützte Bearbeitungstechnologie keinen direkten Einfluss auf die Oberflächenqualität des Werkstücks hatte.
Der Schlüssel zur Verbesserung der Oberflächenqualität liegt in der Verringerung der Größe der Schneidsteigung. Wenn die Größe der Schneidsteigung verringert wurde, bedeutete dies, dass das Werkzeug mehr Bahnen laufen musste, um den gesamten Prozess abzuschließen, was noch mehr Bearbeitungszeit in Anspruch nahm.
Hier kam die ultraschallunterstützte Bearbeitungstechnologie von HIT zur Hilfe! Der größte Vorteil von HIT-Ultraschall besteht darin, die Bearbeitungseffizienz zu steigern, sodass selbst bei verringerter Schneidsteigung die Bearbeitungszeit nicht zu lang wird.
Planfräsen von X165CrMoV12-Werkzeugstahl: Werkzeug Lebensdauer
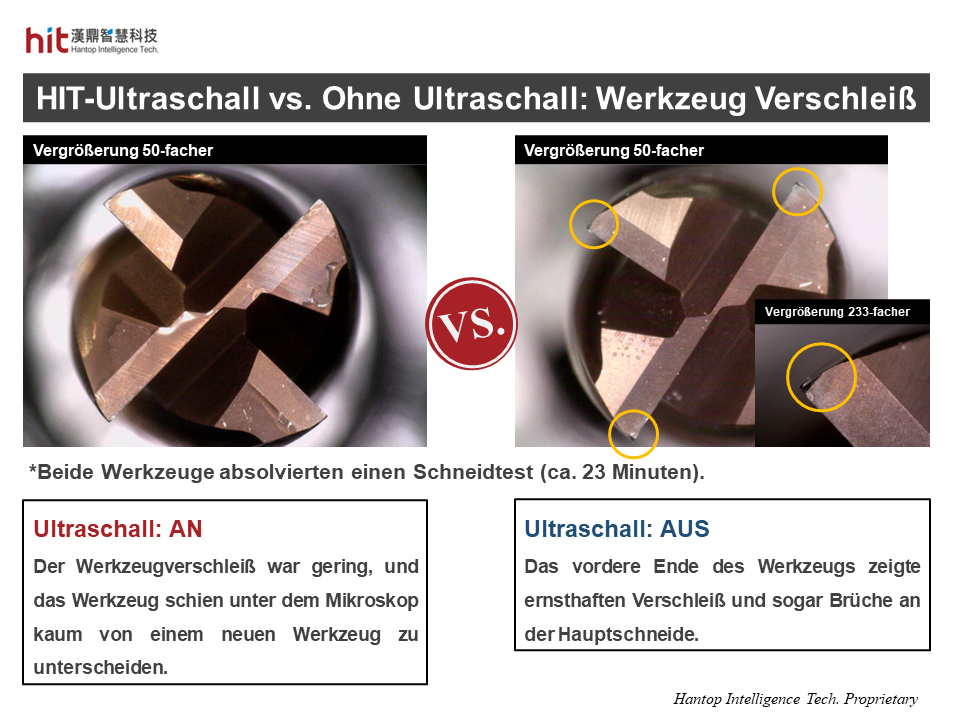
(Bild 5. Vergleich des Werkzeugverschleißes zwischen HIT-Ultraschall und ohne Ultraschall beim Planfräsen von X165CrMoV12-Werkzeugstahl)
Durch die hochfrequente Mikrovibration von HIT-Ultraschall trug die Reduzierung der Schnittkraft dazu bei, den Werkzeugverschleiß bei der Bearbeitung dieses harten Stahlmaterials zu verringern.
Errungenschaften der HIT-Ultraschall Bearbeitungs Technologie
🕜 Bearbeitungseffizienz - 2-mal höher
📈 Werkstückqualität - Gut erhalten
⚙️ Werkzeug Lebensdauer - verbessert