(Bild 1. Das HIT HSK-E40 Ultraschall-Schleifmodul wurde beim trochoidalen Nutenfräsen von Wolframcarbid verwendet)
HITs Ziel beim Trochoidales Nutenfräsen von Wolframcarbid
Das Ziel ist es, das trochoidale Nutenfräsen von Wolframcarbid mit galvanisch gebundenem Diamant-Schleifwerkzeug durchzuführen. Mit HIT Ultraschall wurde erwartet, die Werkzeugmarkierungen zu reduzieren, die Oberflächenrauheit der Nuten zu verringern und die Werkzeugstandzeit zu verlängern.
Ergebnisse des Ultraschallunterstützten Trochoidales Nutenfräsen von Wolframcarbid
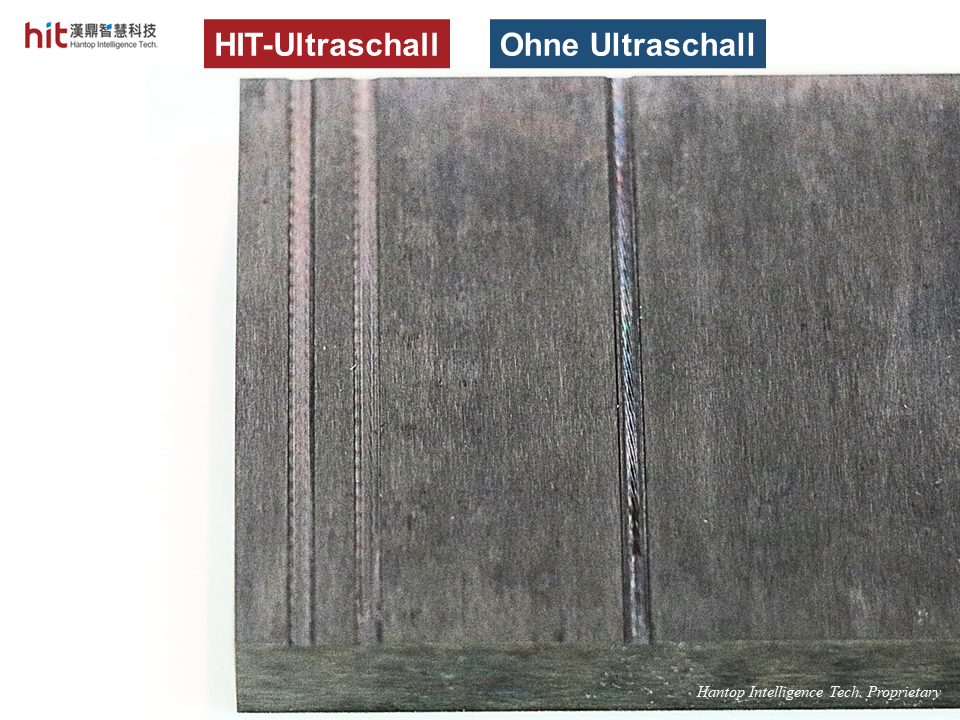
Trochoidales Nutenfräsen von Wolframcarbid: Oberflächenqualität
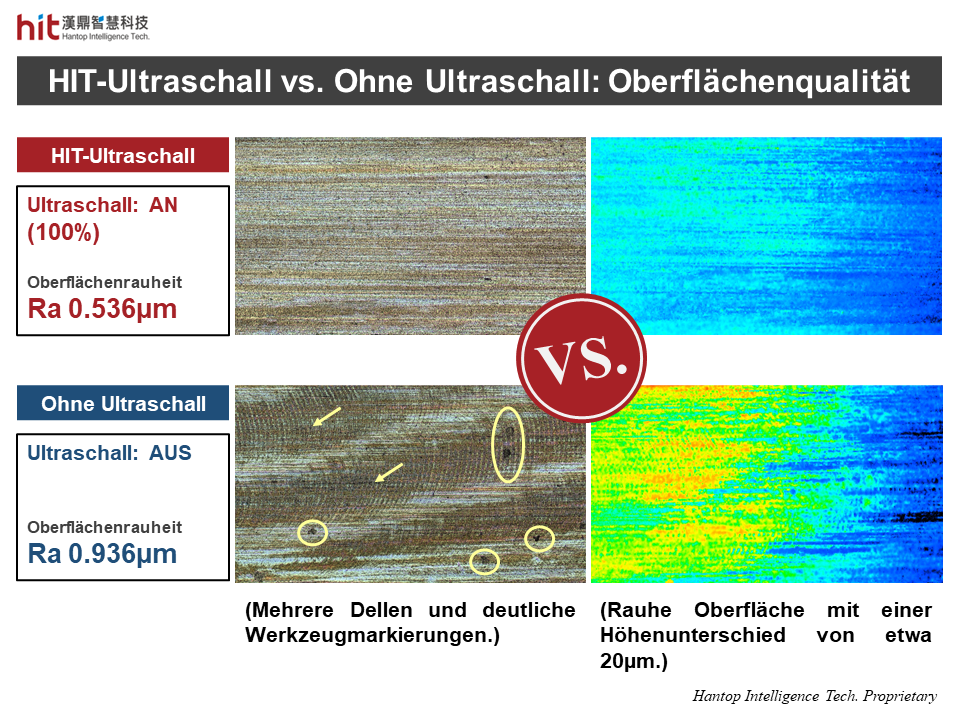
(Bild 2. Das mit HIT Ultraschall unterstützte trochoidale Nutenfräsen von Wolframcarbid erreichte eine bessere Oberflächenqualität)
- Durch HIT Ultraschall ermöglicht die hohe Frequenz der Mikrovibration, dass sich das Werkzeug kontinuierlich vom Werkstück hebt. Dies verbessert den Einfluss des Schneidfluids, bietet eine bessere Kühlwirkung und erleichtert die Abfuhr von Schnittspänen und verkohltem Diamantpulver.
- Unter denselben Schnittparametern half HIT Ultraschall, die Oberflächenrauheit der Nuten zu reduzieren. Im Vergleich zur Bearbeitung ohne Ultraschall wurden keine offensichtlichen Werkzeugmarkierungen oder Kratzer auf der Oberfläche hinterlassen.
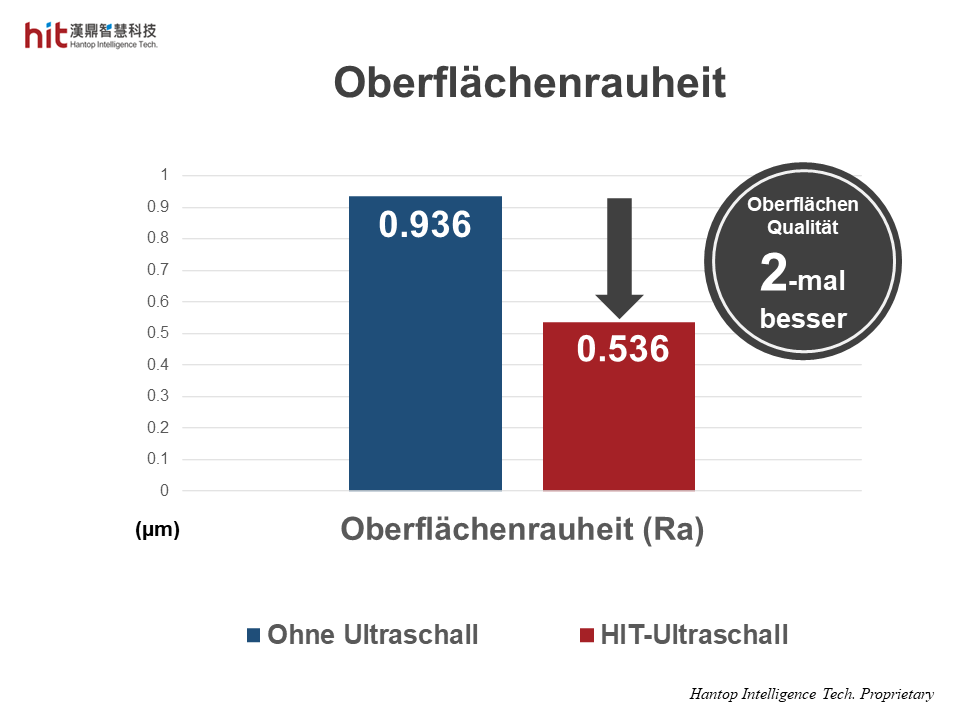
(Bild 3. Das mit HIT Ultraschall unterstützte trochoidale Nutenfräsen von Wolframcarbid half, die Oberflächenrauheit zu verringern und erreichte eine nahezu 2-mal bessere Oberflächenqualität)
Trochoidales Nutenfräsen von Wolframcarbid: Werkzeug Lebensdauer
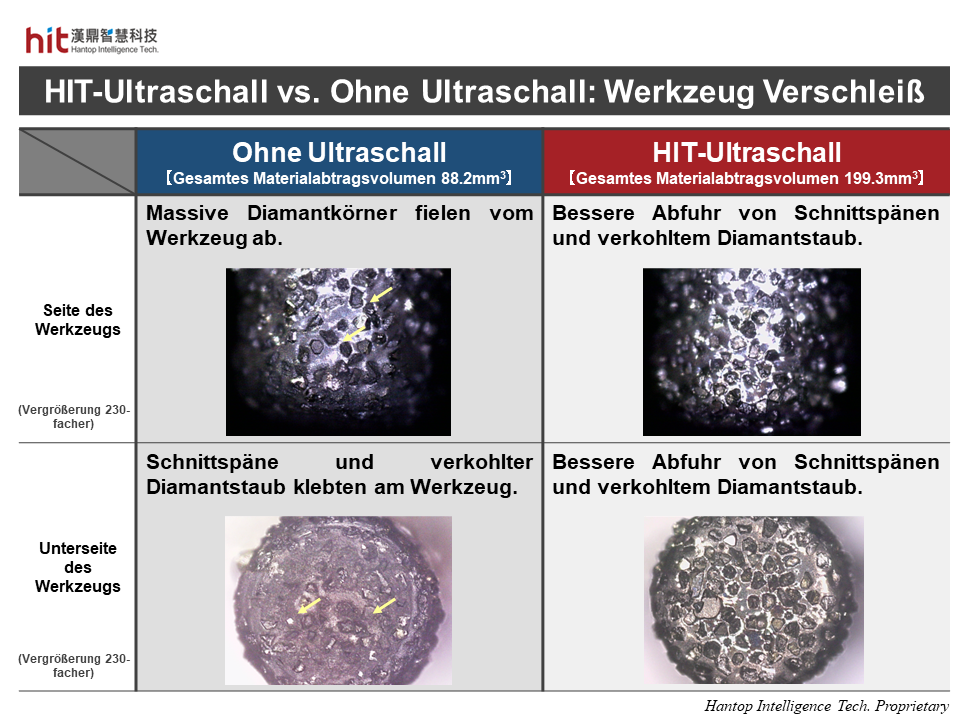
(Bild 4. HIT-ultrasonisch unterstütztes Trochoidales Nutenfräsen von Wolframcarbid führte zu einer besseren Evakuierung von Schneidspänen, wodurch verhindert wurde, dass Schneidspäne oder karbonisiertes Diamantpulver am Werkzeug haften blieben)
- Eine bessere Evakuierung von Schneidspänen und karbonisiertem Diamantpulver hilft, die Reibung zwischen Werkzeug und Werkstück zu reduzieren, was die Schneidkräfte verringert. Dies verlängert nicht nur die Standzeit des Werkzeugs, sondern trägt auch dazu bei, das Materialabtragsvolumen um mehr als das Zweifache zu erhöhen.
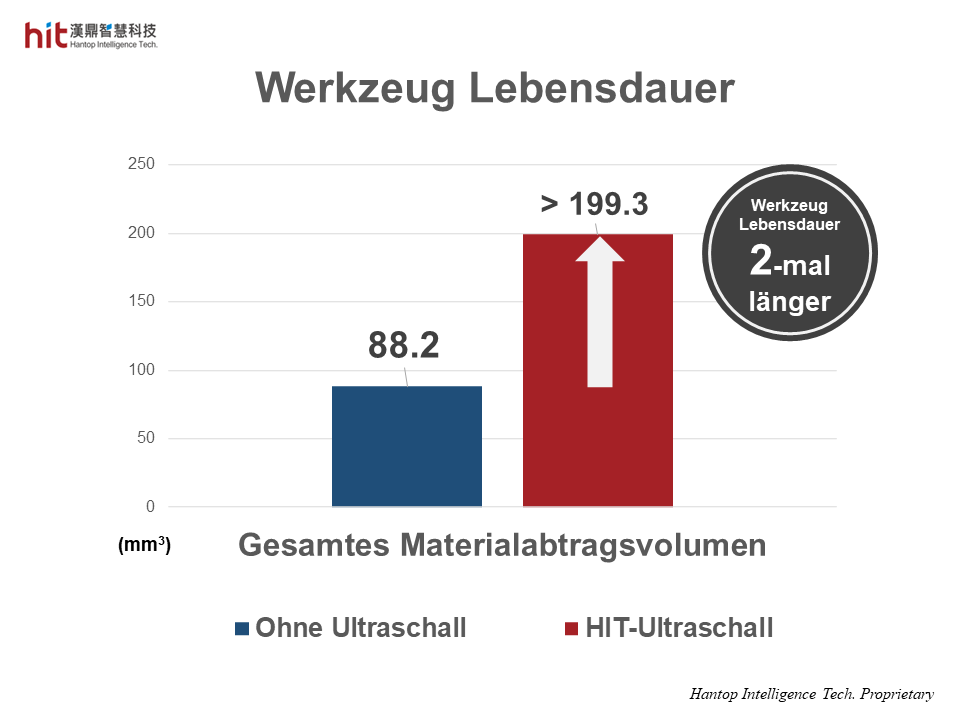
(Bild 5. HIT-ultrasonisch unterstütztes Trochoidales Nutenfräsen von Wolframcarbid half, die Schneidkräfte zu reduzieren und die Standzeit des Werkzeugs zu verlängern, was ein Materialabtragsvolumen von über dem Zweifachen ermöglichte)
Errungenschaften der HIT-Ultraschall Bearbeitungs Technologie
📈 Oberflächenqualität - 2-mal besser
⚙️ Werkzeug Lebensdauer - Über 2-mal länger