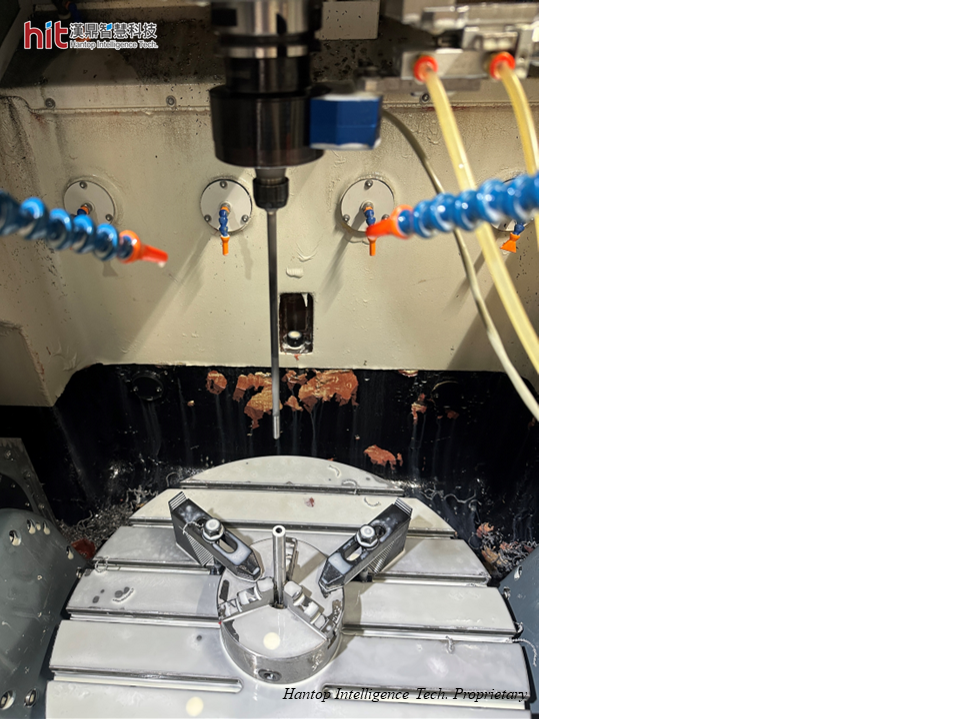
(Bild 1. HIT HSK-A63 Ultraschall-Werkzeughalter wurde beim Tieflochbohren mit Einlippenbohrer von CK45 Kohlenstoffstahl verwendet)
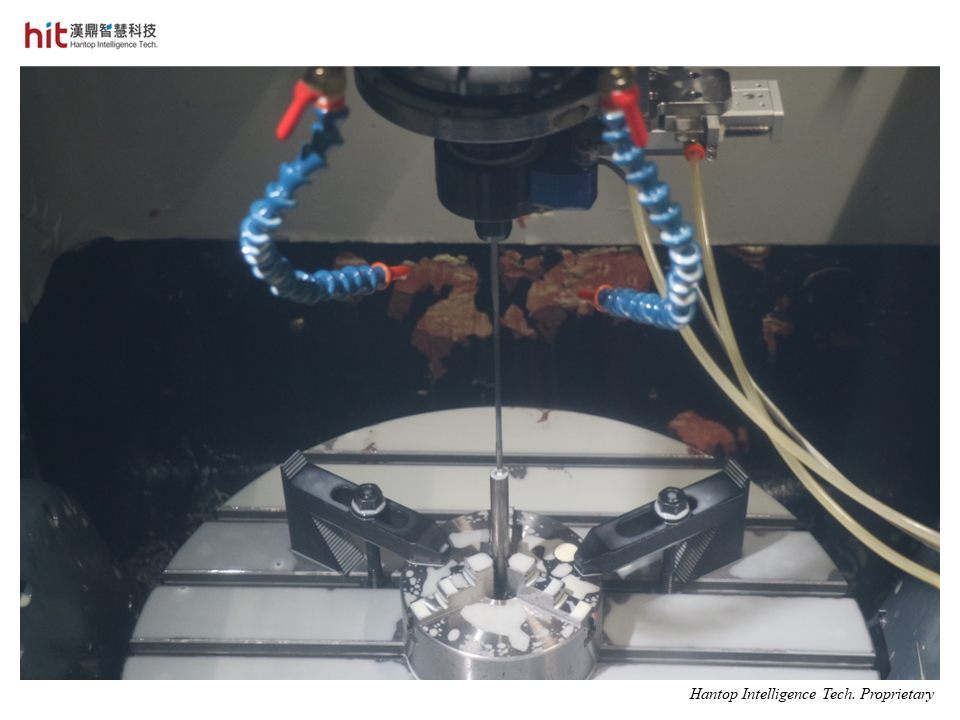
(Bild 2. CK45 Kohlenstoffstahl-Werkstück und HSK-A63 Ultraschall-Werkzeughalter während des Tieflochbohrprozesses)
HITs Ziel beim Tieflochbohren mit Einlippenbohrer von CK45 Kohlenstoffstahl
Das Ziel ist es, die Bearbeitungseffizienz zu steigern und die Stabilität der Werkzeuglebensdauer zu verbessern, während die akzeptable Werkstückqualität beibehalten wird.
Ergebnisse des Ultraschallunterstützten Tieflochbohren mit Einlippenbohrer von CK45 Kohlenstoffstahl
Tieflochbohren mit Einlippenbohrer von CK45 Kohlenstoffstahl: Bearbeitungseffizienz

(Bild 3. Die Bearbeitungseffizienz war mit HIT Ultraschall beim Tieflochbohren mit Einlippenbohrer von CK45 Kohlenstoffstahl 2-mal höher)
- Mit HIT Ultraschall kann die Vorschubrate 2-mal höher sein als die vom Werkzeuglieferanten empfohlene (bei gleicher Drehzahl von 4.600 min-1).
- Der Vorschub kann auch 2-mal höher sein als der ursprüngliche Wert bei nur 580 psi (40 bar) hohem Kühlmittelfluss durch die Spindel (TSC).
- Die gesamte Bearbeitungseffizienz wurde 2-mal höher als ohne Ultraschall verbessert.
Tieflochbohren mit Einlippenbohrer von CK45 Kohlenstoffstahl: Werkstückqualität
- Mit HIT Ultraschall wird die Schnittkraft reduziert. Das Werkzeug kommt während des Bearbeitungsprozesses intermittierend mit dem Werkstück in Kontakt, was zu einer erheblichen Verringerung der Schneidwärme führt.
- Die Oberflächenrauheit (Ra) der Bohrungswand wurde gut beibehalten, nachdem die Vorschubrate 2-mal höher als die vom Werkzeuglieferanten empfohlene eingestellt wurde.
Tieflochbohren mit Einlippenbohrer von CK45 Kohlenstoffstahl: Spanbildung
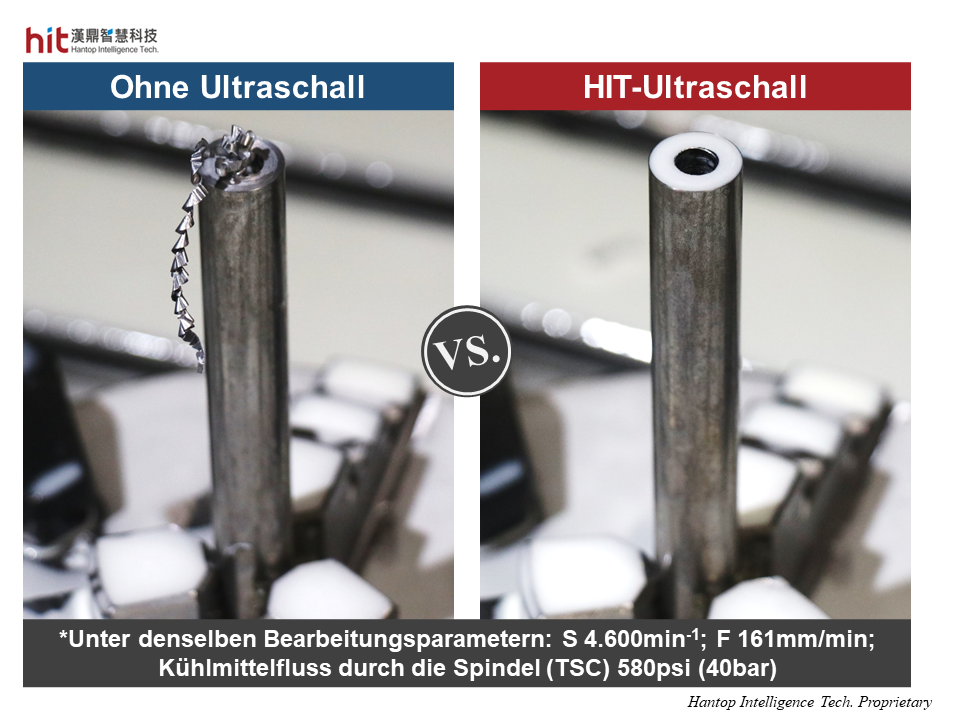
(Bild 4. Der Vergleich des Spanentfernungsprozesses zwischen HIT Ultraschall und ohne Ultraschall beim Tieflochbohren mit Einlippenbohrer von CK45 Kohlenstoffstahl-Werkstück)
- Ohne Ultraschall würden sich lange und schwer zu entfernende Späne bei 580 psi (40 bar) Kühlmittelfluss durch die Spindel (TSC) ansammeln.
- Die Vorschubrate wurde mit nur 580 psi (40 bar) Kühlmittelfluss durch die Spindel (TSC) mit HIT Ultraschall 2-mal erhöht. Die Hochgeschwindigkeits-Mikrovibration hilft den Spänen, sich natürlich zu brechen, sobald sie ein bestimmtes Volumen erreicht haben.

(Bild 5. Der Vergleich der Größe und Form der Späne zwischen HIT Ultraschall und ohne Ultraschall beim Tieflochbohren mit Einlippenbohrer von CK45 Kohlenstoffstahl)
- Die Späne wurden kürzer, und die Größe der Späne war 91% kleiner als ohne Ultraschall (von durchschnittlich 70 mm auf 6 mm).
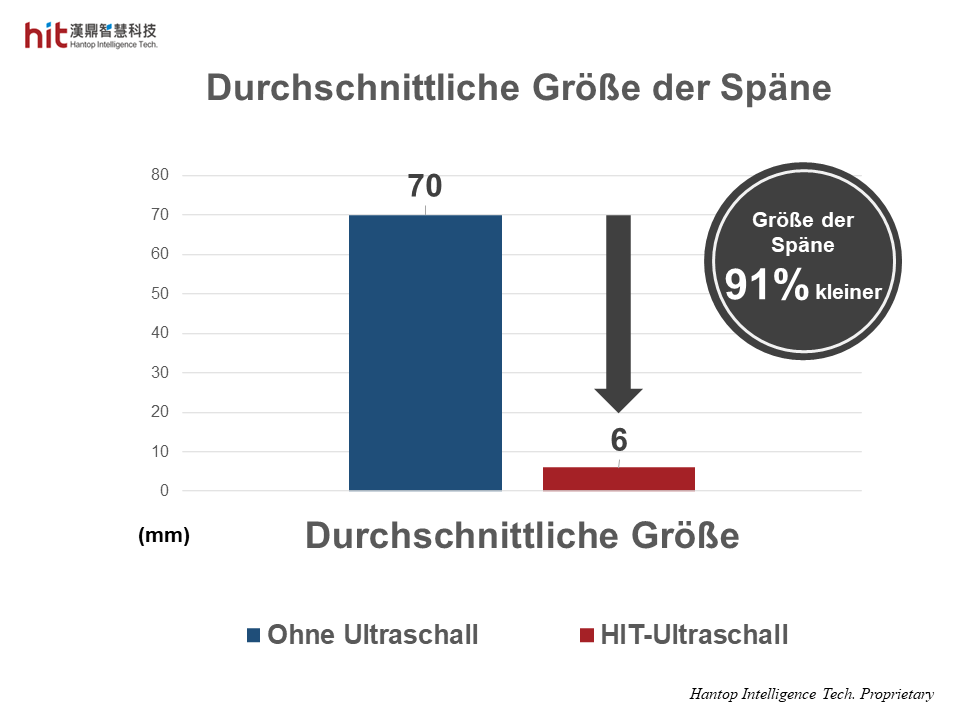
(Bild 6. Die Größe der Späne war 91% kleiner und kürzer mit HIT Ultraschall beim Tieflochbohren mit Einlippenbohrer von CK45 Kohlenstoffstahl)
Errungenschaften der HIT-Ultraschall Bearbeitungs Technologie
🕜 Bearbeitungseffizienz - 2-mal höher
📈 Werkstückqualität - Gut erhalten
⚙️ Größe der Späne - 91% kleiner und kürzer