
(Bild 1. HIT HSK-A63 Ultraschall-Bearbeitungsmodul wurde beim Seitenfräsen von Passfeder auf Nickellegierung Inconel 718 verwendet)
HITs Ziel beim Seitenfräsen von Passfeder auf Nickellegierung (Inconel 718)
Das Ziel ist es, eine höhere Bearbeitungseffizienz und längere Werkzeugstandzeit beim Seitenfräsen von Passfeder auf Nickellegierung (Inconel 718) mit HIT ultraschallunterstützter Bearbeitungstechnologie zu erreichen.
Ergebnisse des Ultraschallunterstützten Seitenfräsen von Passfeder auf Nickellegierung (Inconel 718)
Seitenfräsen von Passfeder auf Nickellegierung (Inconel 718): Bearbeitungseffizienz
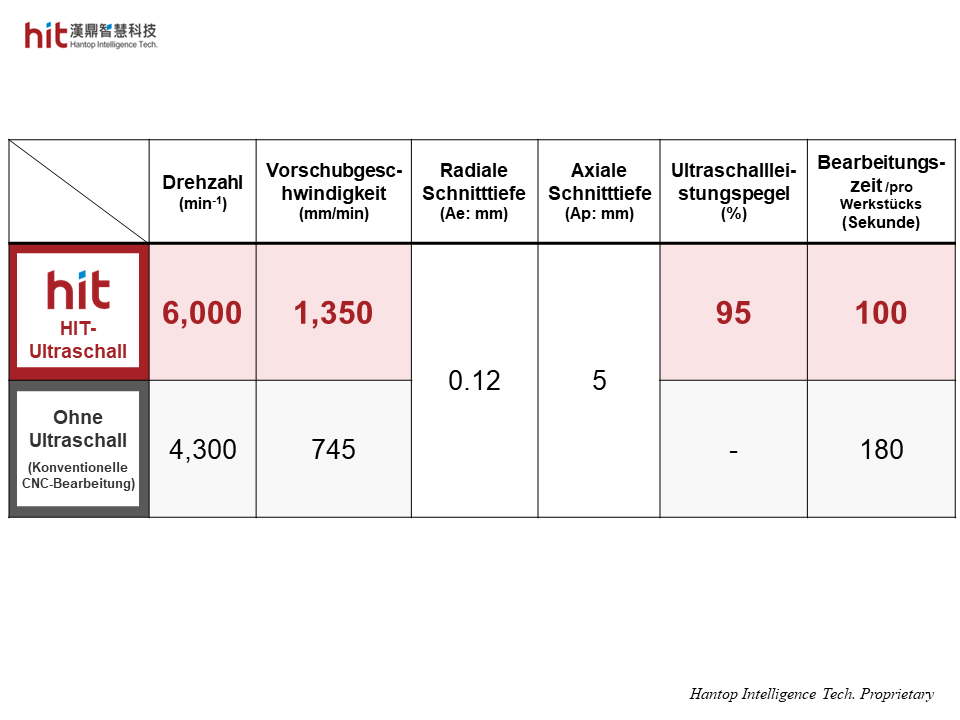
(Bild 2. Der Vorschub kann mit HIT Ultraschall weiter erhöht werden, nachdem die Drehzahl um das 1,3-fache des ursprünglichen Parameters erhöht wurde)
-
Mit HIT Ultraschall erlaubte die hochfrequente Mikrovibration, dass sich das Werkzeug ständig vom Werkstück hebt. Dies brachte einen besseren Kühleffekt und eine bessere Spanabfuhr, was zur Reduzierung der Schnittkräfte beitrug.
-
Auf der Grundlage, dass die Drehzahl um das 1,3-fache des ursprünglichen Parameters erhöht wurde, konnte der Vorschub pro Umdrehung weiter erhöht werden. Der Vorschub war somit 1,8-mal höher als der ursprüngliche, was eine Steigerung der Bearbeitungseffizienz um 2-mal ermöglichte.
Seitenfräsen von Passfeder auf Nickellegierung (Inconel 718): Werkzeug Lebensdauer
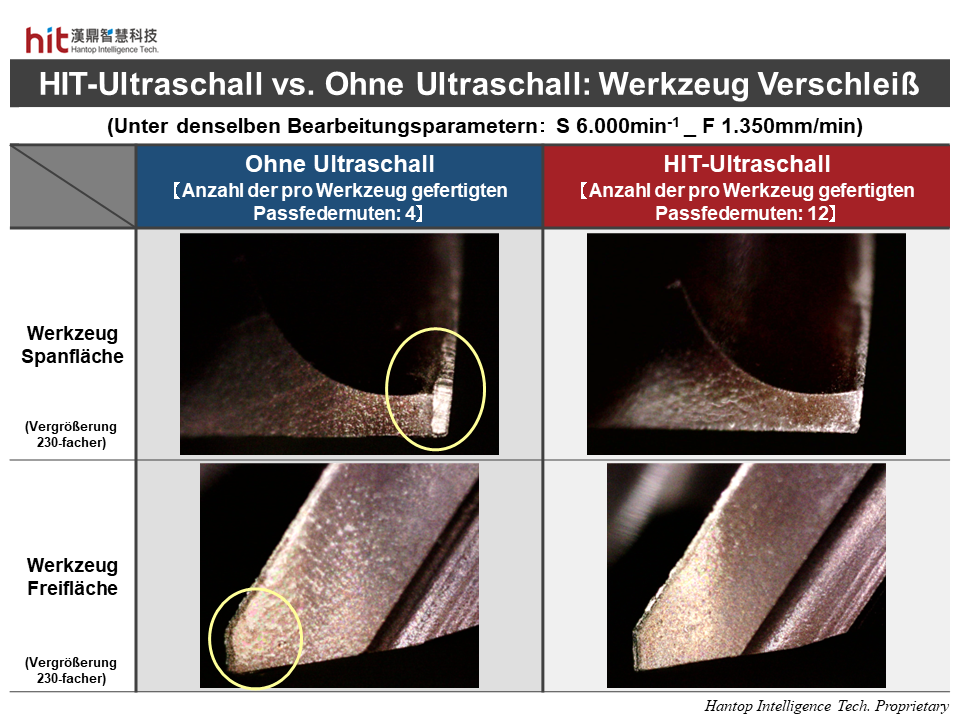
(Bild 3. HIT ultraschallunterstütztes Seitenfräsen von Passfeder auf Nickellegierung Inconel 718 brachte einen besseren Kühleffekt und eine bessere Spanabfuhr, wodurch die Bildung von Aufbauschneiden auf der Werkzeugschneide verhindert wurde)
-
Mit HIT Ultraschall hob sich das Werkzeug häufig vom Werkstück. Der bessere Kühleffekt und die bessere Spanabfuhr verhinderten die Bildung von Aufbauschneiden. Die reduzierten Schnittkräfte trugen zu einer dreifach längeren Werkzeugstandzeit bei.
-
Die kaltverfestigten Späne waren aufgrund der übermäßigen Wärmeerzeugung bei kontinuierlichem Schneiden in der konventionellen CNC-Bearbeitung schwer zu evakuieren. Dies verursachte massive Aufbauschneiden, die an der Werkzeugschneide haften blieben und die Schnittkräfte erhöhten, was zu einer schlechten Werkzeugstandzeit führte.
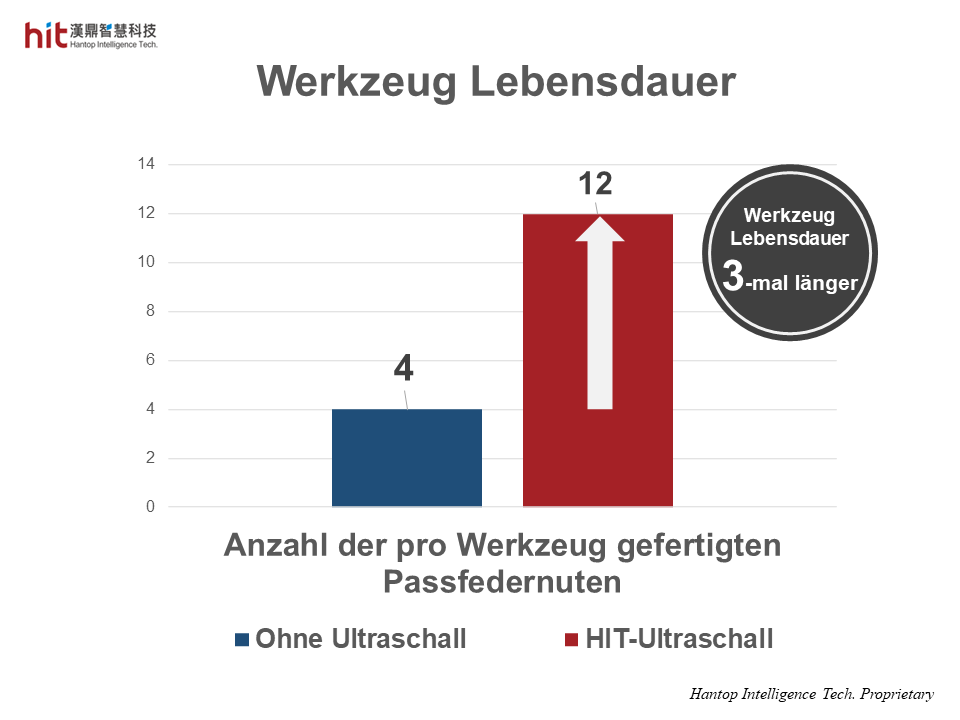
(Bild 4. HIT ultraschallunterstütztes Seitenfräsen von Passfeder auf Nickellegierung Inconel 718 erreichte eine dreifach längere Werkzeugstandzeit)
Seitenfräsen von Passfeder auf Nickellegierung (Inconel 718): Spanbildung
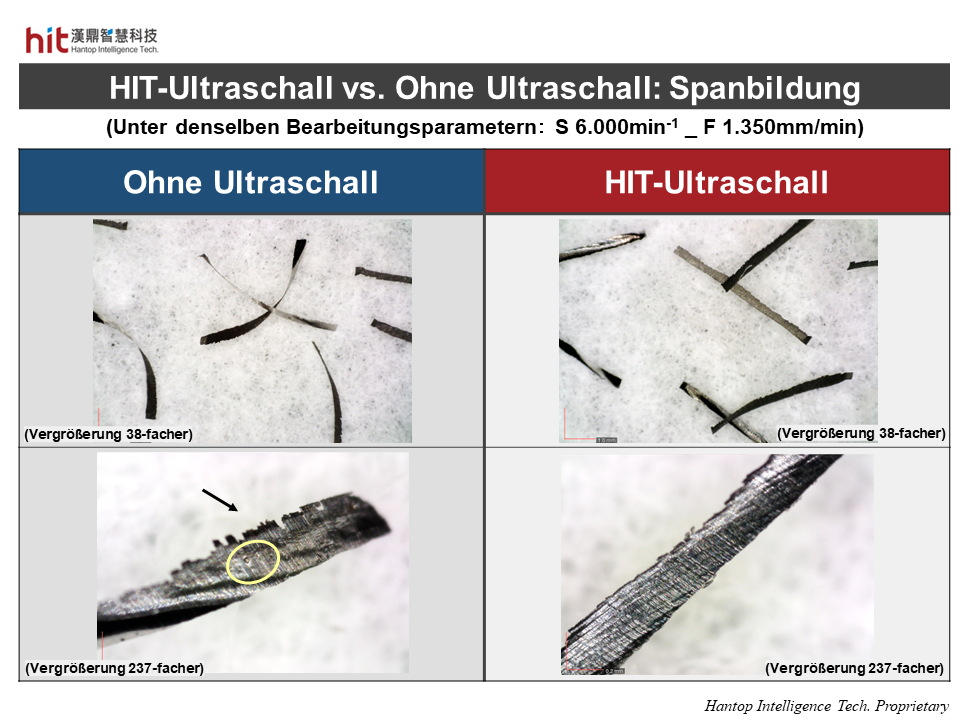
(Bild 5. Besserer Kühleffekt und bessere Spanabfuhr veränderten die Spanbildung beim HIT ultraschallunterstützten Seitenfräsen von Passfeder auf Nickellegierung Inconel 718)
-
Mit HIT Ultraschall hob sich das Werkzeug häufig vom Werkstück. Der bessere Kühleffekt und die bessere Spanabfuhr verhinderten die Bildung von Aufbauschneiden. Die reduzierten Schnittkräfte trugen zu einer dreifach längeren Werkzeugstandzeit bei.
-
Die kaltverfestigten Späne waren aufgrund der übermäßigen Wärmeerzeugung bei kontinuierlichem Schneiden in der konventionellen Bearbeitung schwer zu evakuieren. Die Späne bogen sich stärker aufgrund plastischer Verformung, und die gezackte Kante konnte leicht das Schneidwerkzeug und die Werkstückqualität beschädigen.
Seitenfräsen von Passfeder auf Nickellegierung (Inconel 718): Oberflächenqualität
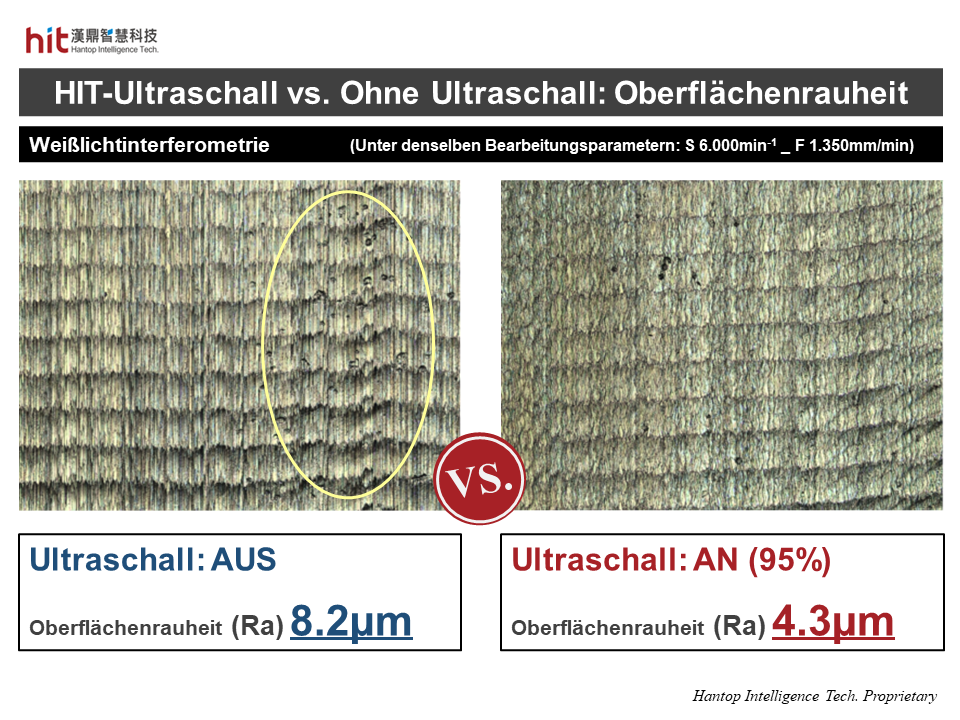
(Bild 6. HIT ultraschallunterstütztes Seitenfräsen von Passfeder auf Nickellegierung Inconel 718 half, die Oberflächenrauheit des Werkstücks zu reduzieren)
-
Mit HIT Ultraschall konnten ein besserer Kühleffekt und eine bessere Spanabfuhr verhindern, dass das Werkstück erneut von den kaltverfestigten Aufbauschneiden geschnitten wurde. Dies half, die Oberflächenrauheit zu reduzieren und eine 2-mal Verbesserung der Oberflächenqualität zu erzielen.
-
Die kaltverfestigten Späne, die an der Werkzeugschneide (Aufbauschneide) hafteten, beschädigten die Oberfläche des Werkstücks. Einige Späne blieben auch aufgrund der schlechten Spanabfuhr auf der Oberfläche haften.
Errungenschaften der HIT-Ultraschall Bearbeitungs Technologie
🕜 Bearbeitungseffizienz - 2-mal höher
📈 Oberflächenqualität - 2-mal besser
⚙️ Werkzeug Lebensdauer - 3-mal länger