
(Bild 1. HIT HSK-A63 Ultraschallbearbeitungsmodul wurde beim Zirkularfräsen von Taschen auf Nickellegierung Inconel 718 verwendet)
HITs Ziel beim Zirkularfräsen von Taschen auf Nickellegierung (Inconel 718)
Das Ziel ist es, eine höhere Bearbeitungseffizienz und längere Werkzeuglebensdauer beim Zirkularfräsen von Taschen auf Nickellegierung (Inconel 718) mit der ultraschallunterstützten Bearbeitungstechnologie von HIT zu erreichen.
Ergebnisse des Ultraschallunterstützten Zirkularfräsen von Taschen auf Nickellegierung (Inconel 718)
Zirkularfräsen von Taschen auf Nickellegierung (Inconel 718): Bearbeitungseffizienz
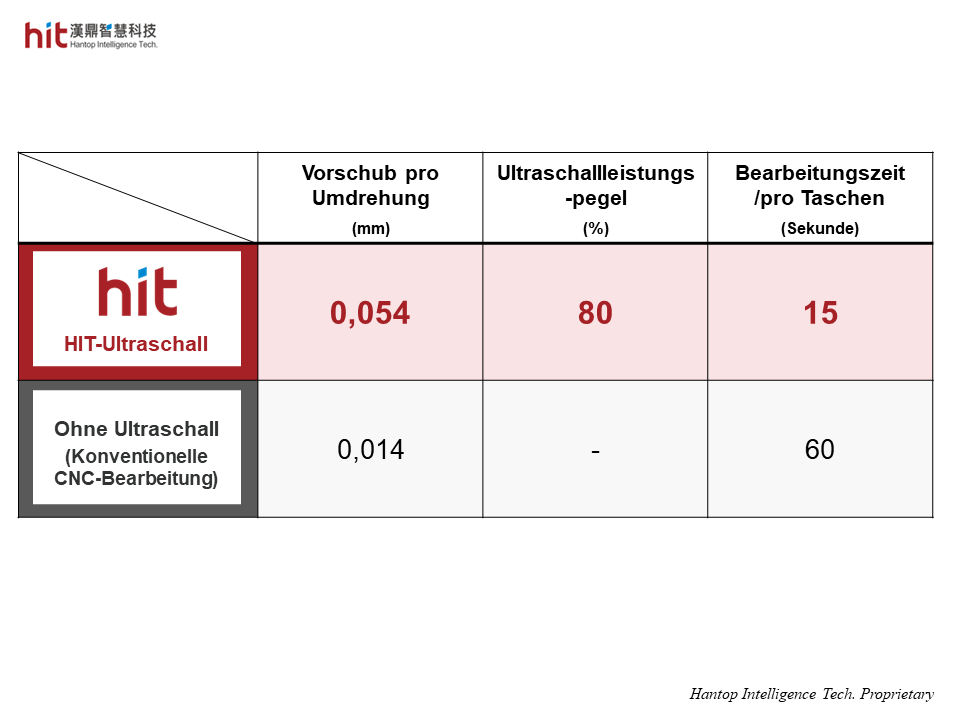
(Bild 2. Vorschub pro Umdrehung wurde mit HIT Ultraschall 4-mal schneller)
- Mit HIT Ultraschall ermöglichte die hochfrequente Mikrovibration, dass das Werkzeug ständig vom Werkstück abgehoben wurde. Dies führte zu einer besseren Kühlwirkung und einer besseren Evakuierung der Späne, was zur Reduzierung der Schnittkraft beitrug.
- Die Reduzierung der Schnittkraft ermöglichte eine Erhöhung des Vorschubs pro Umdrehung und erreichte eine 4-mal kürzere Bearbeitungszeit (pro Loch).
- Da die untere Schneide (Endschneide) des Werkzeugs hauptsächlich während des Zirkularfräsens von Taschen schnitt, konnte sie die verfestigte Schicht auf dem Material durch Erhöhung des Vorschubs pro Umdrehung vermeiden.
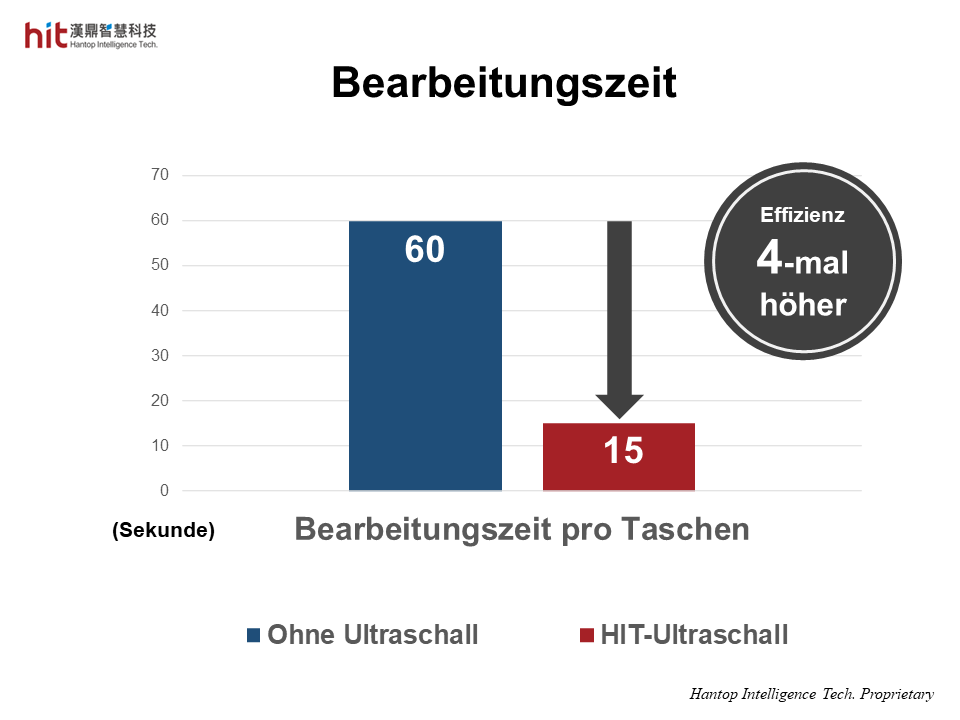
(Bild 3. Mit HIT Ultraschall unterstütztes Zirkularfräsen von Taschen auf Nickellegierung Inconel 718 erreichte eine 4-mal höhere Bearbeitungseffizienz)
Zirkularfräsen von Taschen auf Nickellegierung (Inconel 718): Werkzeug Lebensdauer
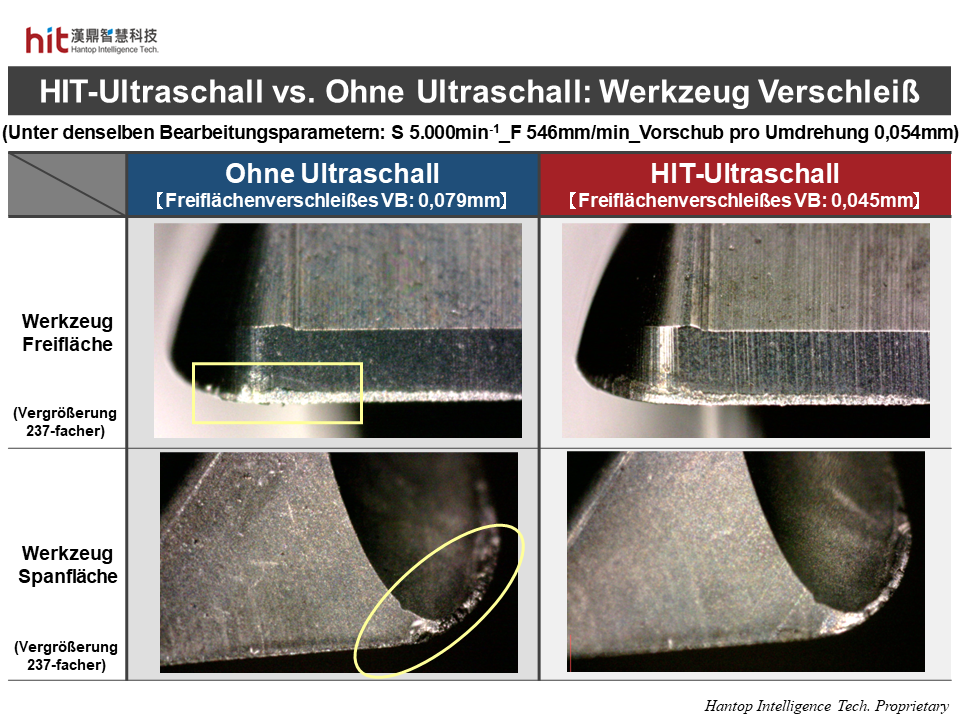
(Bild 4. Die Erhöhung des Vorschubs pro Umdrehung beim mit HIT Ultraschall unterstützten Zirkularfräsen von Taschen auf Nickellegierung Inconel 718 half, das Schneiden in die verfestigte Schicht des Materials zu vermeiden und reduzierte die Schnittkraft)
- Mit HIT Ultraschall verhinderten die bessere Kühlwirkung und die bessere Evakuierung der Späne die Bildung von Aufbauschneiden. Die Erhöhung des Vorschubs pro Umdrehung verhinderte, dass das Werkzeug auf die verfestigte Schicht des Materials traf. Die Reduzierung der Schnittkraft und des Werkzeugverschleißes brachte eine 75% längere Werkzeuglebensdauer.
- Die verfestigten Späne waren im herkömmlichen Bearbeitungsverfahren aufgrund der übermäßigen Wärmeentwicklung schwer zu evakuieren. Dies führte zu massiven Aufbauschneiden auf der Werkzeugschneide und erhöhte die Schnittkraft, was zu einer schlechten Werkzeuglebensdauer führte.
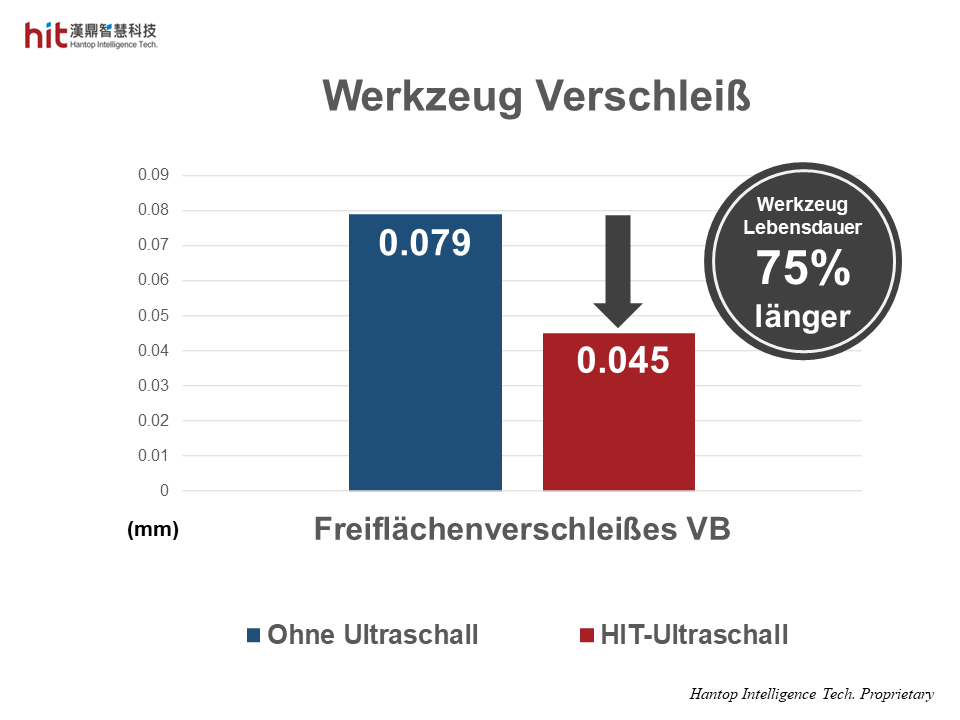
(Bild 5. Mit HIT Ultraschall unterstütztes Zirkularfräsen von Taschen auf Nickellegierung Inconel 718 erreichte eine 75% längere Werkzeuglebensdauer)
Zirkularfräsen von Taschen auf Nickellegierung (Inconel 718): Spanbildung
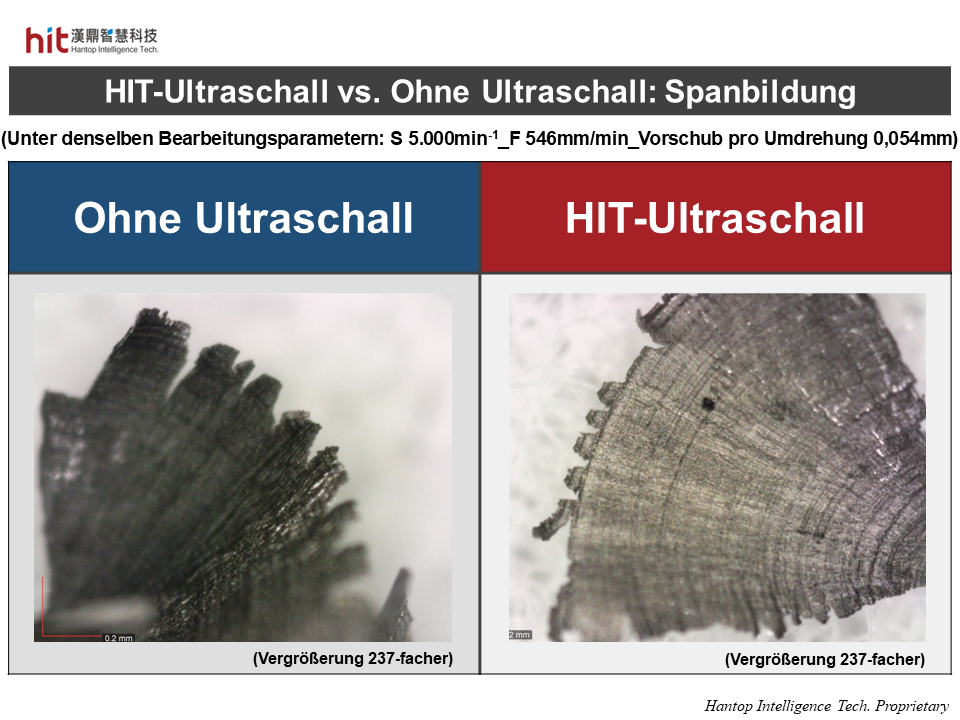
(Bild 6. Bessere Kühlwirkung und bessere Spanabfuhr veränderten die Spanbildung beim mit HIT Ultraschall unterstützten Zirkularfräsen von Taschen auf Nickellegierung Inconel 718)
- Mit HIT Ultraschall verhinderten die bessere Kühlwirkung und die bessere Evakuierung der Späne die Bildung von Aufbauschneiden. Die Erhöhung des Vorschubs pro Umdrehung verhinderte, dass das Werkzeug auf die verfestigte Schicht des Materials traf, was zur Reduzierung der Schnittkraft und des Werkzeugverschleißes beitrug.
- Die Späne erschienen aufgrund der übermäßigen Wärmeentwicklung beim kontinuierlichen Schneiden im herkömmlichen CNC-Bearbeitungsverfahren dunkler. Adiabatisches Scher versagen* führte zu Spänen mit gezackten Kanten, die leicht das Schneidwerkzeug und die Werkstückqualität beschädigen konnten.
*Adiabatisches Scher versagen: Die bei der Materialverformung mit hohen Dehnungsraten erzeugte Wärme kann nicht rechtzeitig abgeführt werden, was zu einer lokalen thermischen Instabilität des Materials führt und eine adiabatische Scherzone bildet.
Zirkularfräsen von Taschen auf Nickellegierung (Inconel 718): Oberflächenqualität
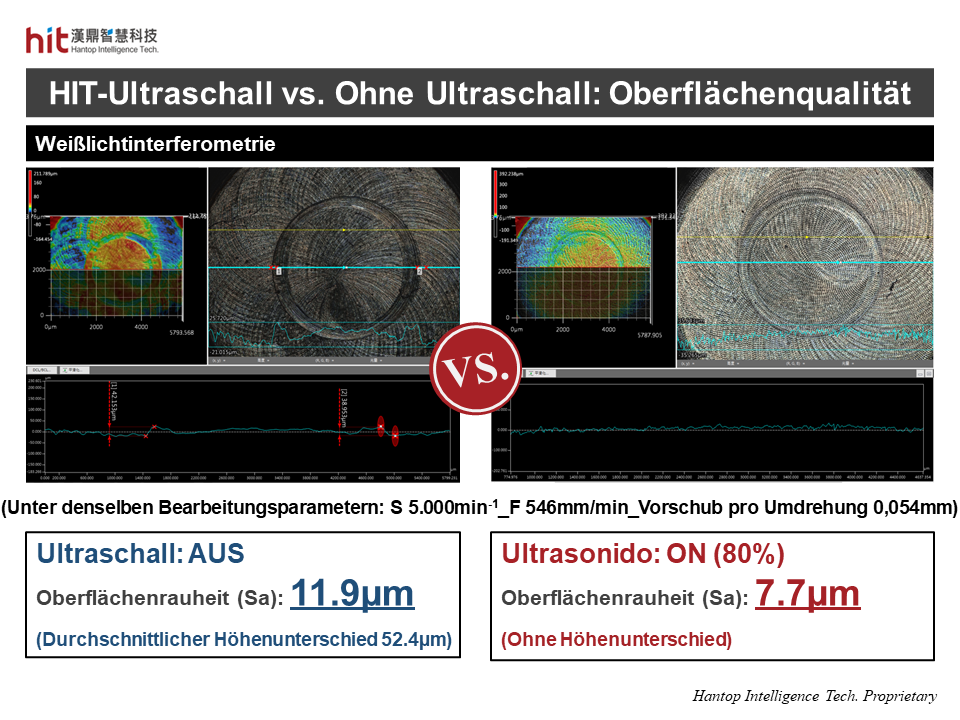
(Bild 7. Mit HIT Ultraschall unterstütztes Zirkularfräsen von Taschen auf Nickellegierung Inconel 718 trug dazu bei, die Oberflächenrauheit des Werkstücks zu reduzieren, ohne dass Höhenunterschiede auf der Oberfläche auftraten)
- Mit HIT Ultraschall verhinderten die bessere Kühlwirkung und die bessere Evakuierung der Späne, dass das Werkstück durch die verfestigte Aufbauschneide erneut geschnitten wurde. Die Vermeidung des Schneidens in die verfestigte Schicht reduzierte die Schnittkraft und erzielte eine 1,5-fach höhere Oberflächenqualität.
- Die übermäßige Wärme war beim kontinuierlichen Schneiden schwer zu entfernen, was zu einer dunkleren Farbe auf der Oberfläche führte. Die verfestigten Späne blieben an der Werkzeugschneide (Aufbauschneide) haften, was zu einer erhöhten Schnittkraft führte. Die schlechte Oberflächenqualität und die Höhenunterschiede auf der Oberfläche resultierten daraus, dass das Werkzeug direkt in die verfestigte Schicht schnitt.
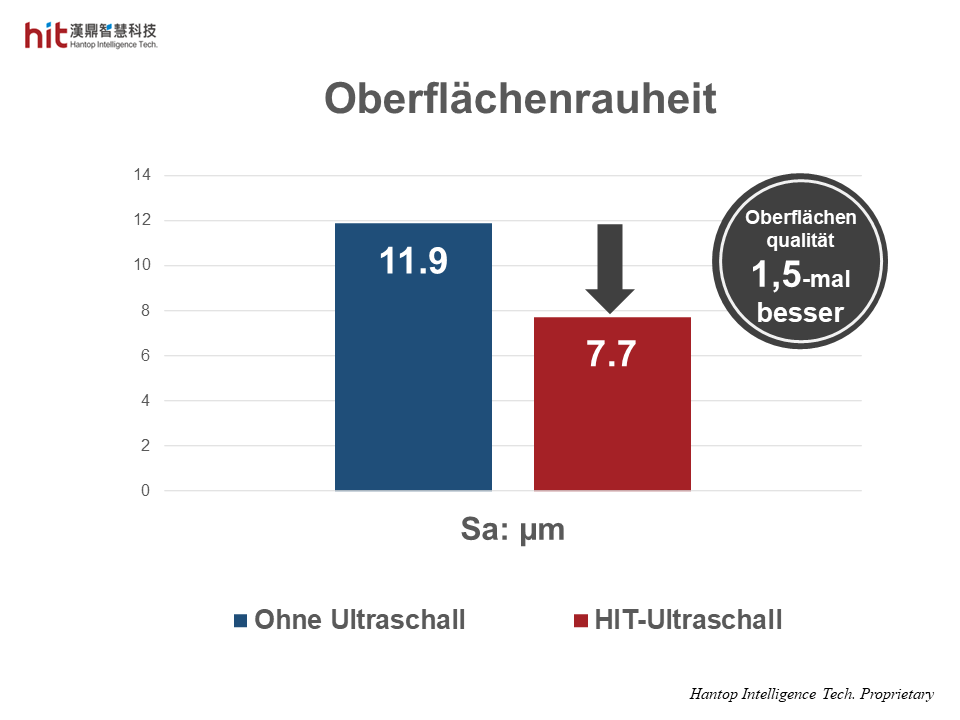
(Bild 8. Mit HIT Ultraschall unterstütztes Zirkularfräsen von Taschen auf Nickellegierung Inconel 718 erzielte eine 1,5-fach bessere Oberflächenqualität)
Errungenschaften der HIT-Ultraschall Bearbeitungs Technologie
🕜 Bearbeitungseffizienz - 4-mal höher
📈 Oberflächenqualität - 1,5-mal besser
⚙️ Werkzeug Lebensdauer - 75% länger