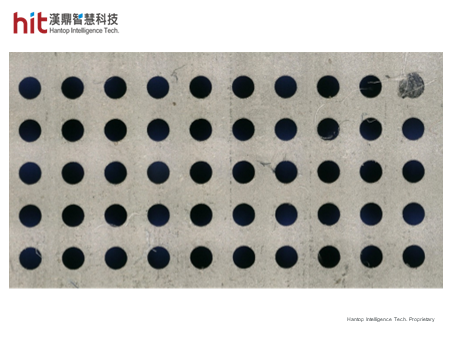
(Bild 1. HIT ultraschallunterstütztes Mikrobohren von Titanlegierung Ti-6Al-4V)
HITs Ziel beim Mikrobohren von Titanlegierung (Ti-6Al-4V)
Um die Ultraschalleffekte auf die Lochqualität beim Mikrobohren von Titanlegierung (Ti-6Al-4V) zu sehen.
Ergebnisse des Ultraschallunterstützten Mikrobohren von Titanlegierung (Ti-6Al-4V)
HIT hat festgestellt, dass durch die Durchführung des Φ0,5x5mm Mikrobohrens von 50 Löchern in Titanlegierung (Ti-6Al-4V) mit ultraschallunterstützter Bearbeitungstechnologie die Vorschubkraft und das Drehmoment um 39% reduziert werden können.
Durch die Integration des Kühlmittelflusses durch die Spindel (TSC) wurde das Auftreten von verfilzten Schnittspänen erheblich reduziert. Dies verlängerte nicht nur die Standzeit des Werkzeugs, sondern bewahrte auch die Positionsgenauigkeit der Mikrobohrungen.
Errungenschaften der HIT-Ultraschall Bearbeitungs Technologie
📈 Lochqualität - Die Axialkraft und das Drehmoment werden um 39% reduziert, bei stabilem und gleichbleibendem Lochdurchmesser
⚙️ Werkzeug Lebensdauer - Das Auftreten von verwickelten Schneidspänen wird stark reduziert