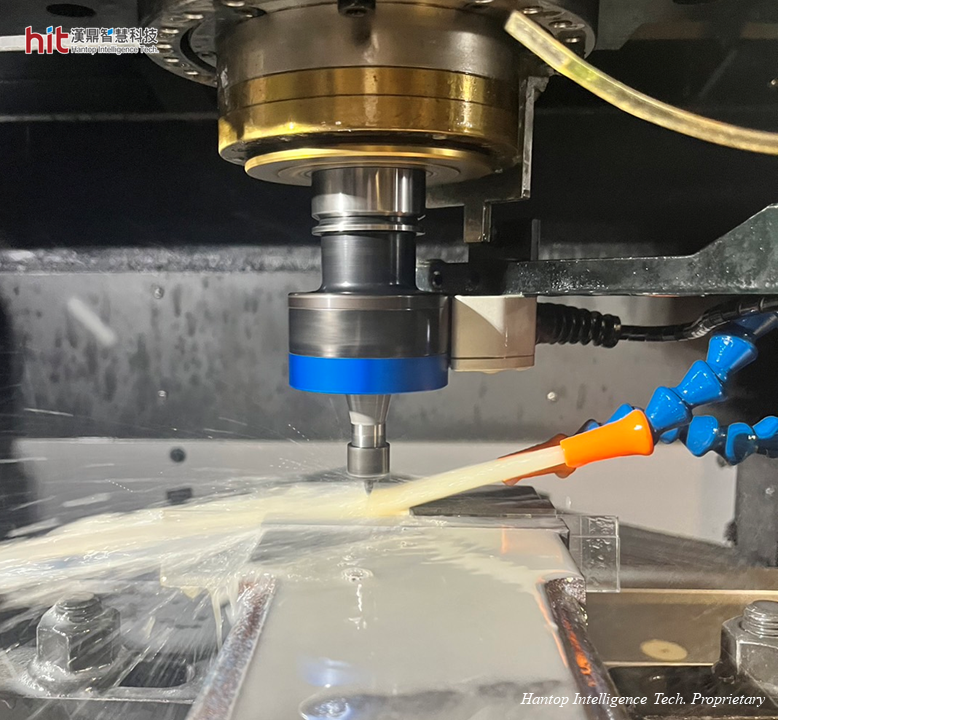
(図1. HSK-E40超音波ツールホルダがアルミナ(Al
2O
3)セラミックの微細穴あけ加工に使用されました)
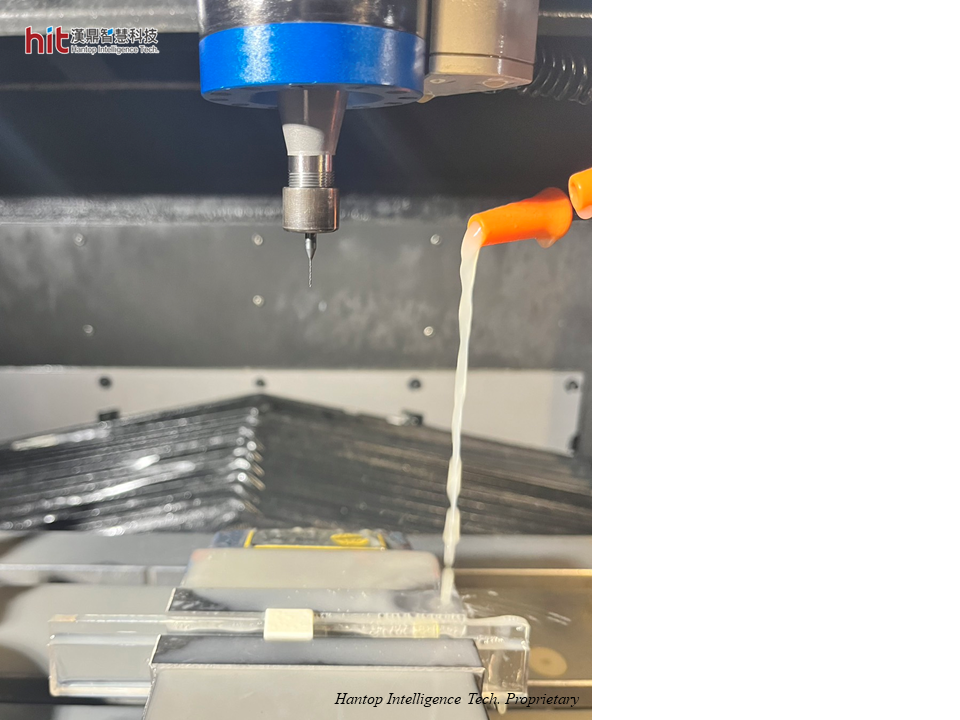
(図2. アルミナ(Al
2O
3)セラミックのワークピースとHSK-E40超音波ツールホルダ、加工後)
Al2O3セラミックの微細穴あけ加工におけるHITの目標
目標は、加工効率を向上させる一方で、微細穴の品質(特に出口穴)を向上させ、工具寿命の安定性を維持することです。
超音波加工Al2O3セラミックの微細穴あけ加工の結果
Al2O3セラミックの微細穴あけ加工:加工効率
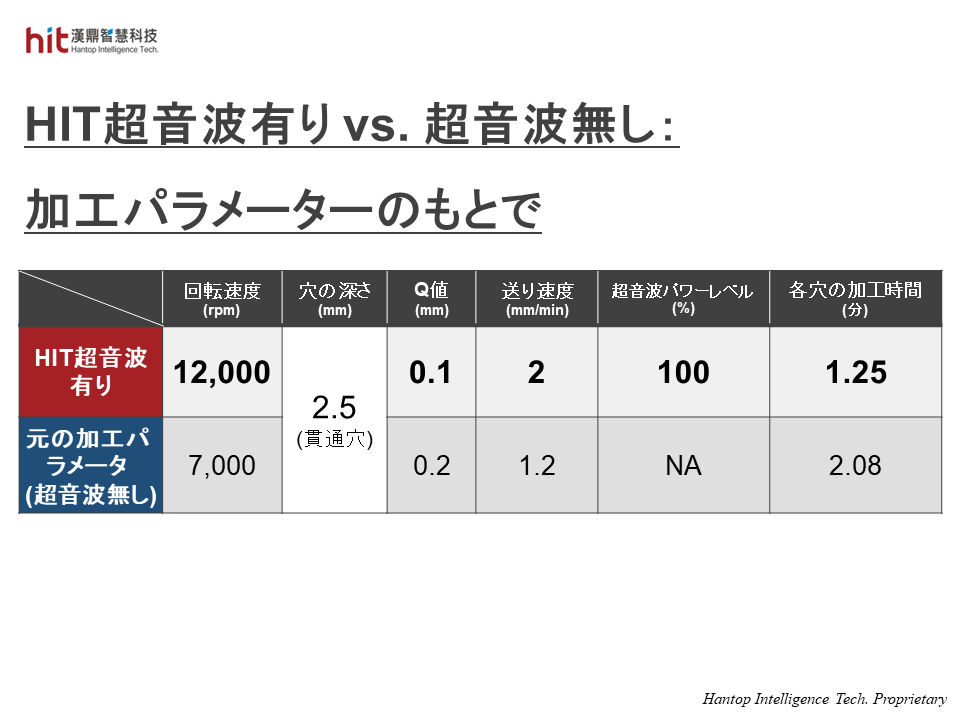
(図3. アルミナ(Al2O3)セラミックの微細穴あけ加工におけるHIT超音波と非超音波の加工パラメータの比較)
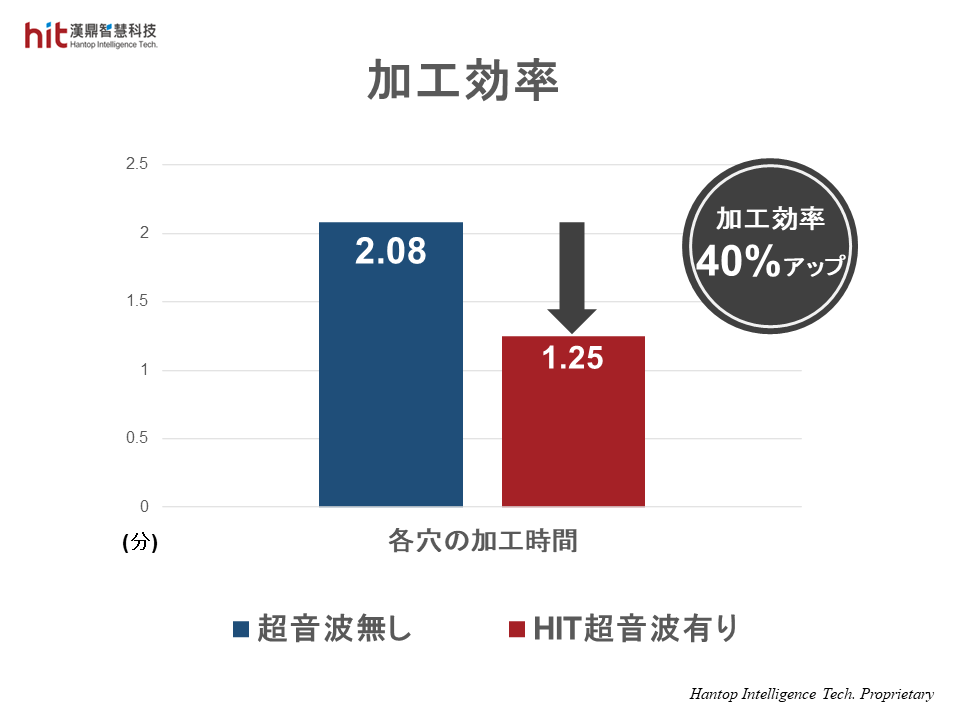
(図4. アルミナ(Al2O3)セラミックの微細穴あけ加工において、HIT超音波により加工効率が40%向上しました)
Al2O3セラミックの微細穴あけ加工:穴の品質
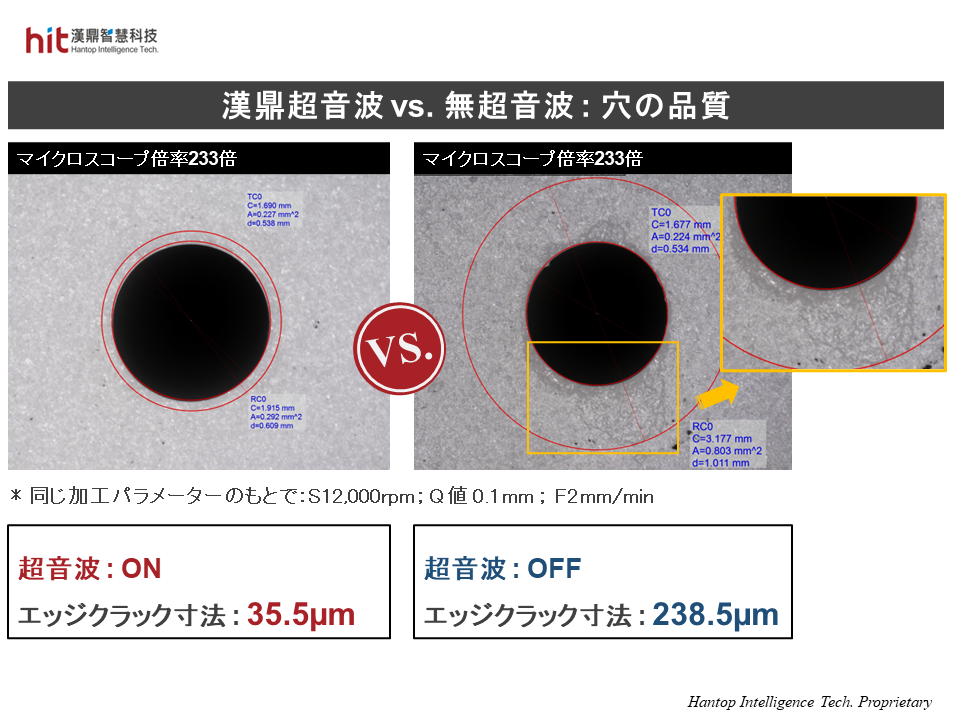
(図5. アルミナ(Al2O3)セラミックの微細穴あけ加工において、HIT超音波と非超音波の出口穴品質の比較)
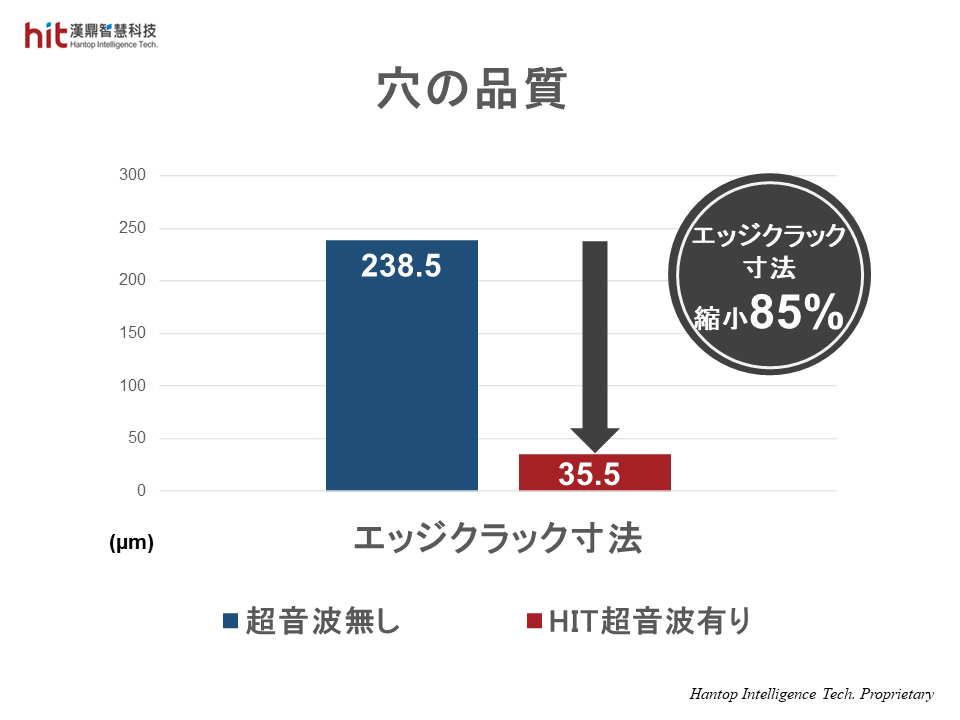
(図6. アルミナ(Al2O3)セラミックの微細穴あけ加工において、HIT超音波によりエッジクラックの寸法が大幅に85%削減され、穴の品質が向上しました)
HIT超音波加工技術の成果
🕜 加工効率 - 40%アップ
📈 品質 - 85%アップ
⚙️ 工具寿命 - 改善されました