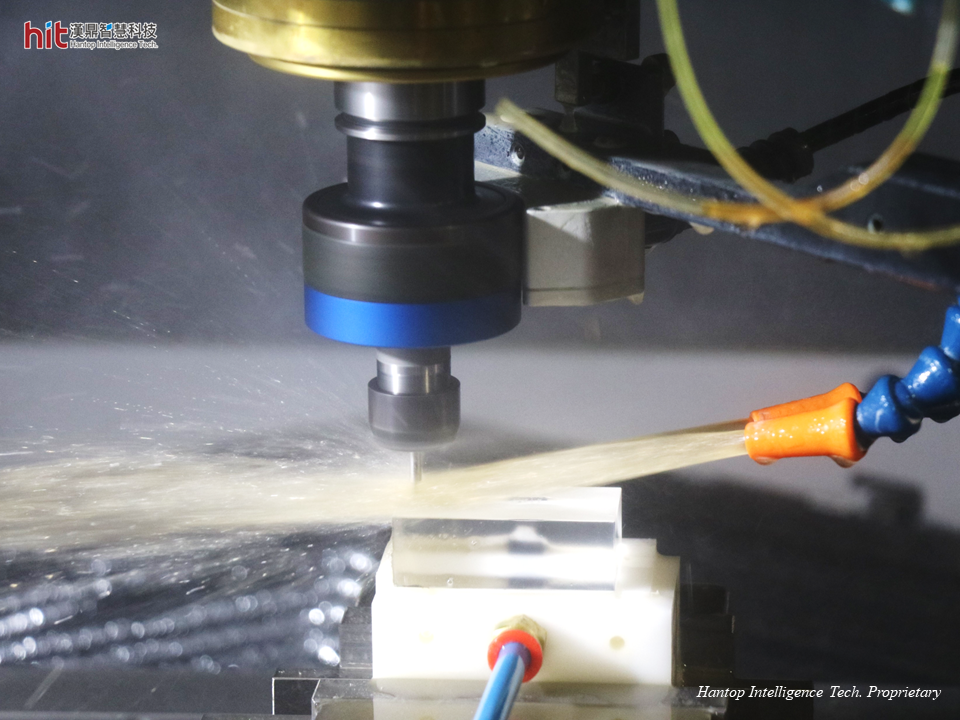
(図1. HIT HSK-E40 超音波加工モジュールが石英ガラスの微小チャンネルトロコイド研削加工に使用されました)

(図2. HIT超音波支援石英ガラスの微小チャンネルトロコイド研削加工は、マイクロ流体デバイスの製造に使用されます)
石英ガラスの微小チャンネルトロコイド研削加工におけるHITの目標
HIT超音波支援加工技術の支援を受けて、目標は石英ガラスのトロコイド研削加工における微小チャンネル周りのエッジクラック寸法を削減することです。
超音波加工石英ガラスの微小チャンネルトロコイド研削加工の結果
石英ガラスの微小チャンネルトロコイド研削加工:ワークピースの品質
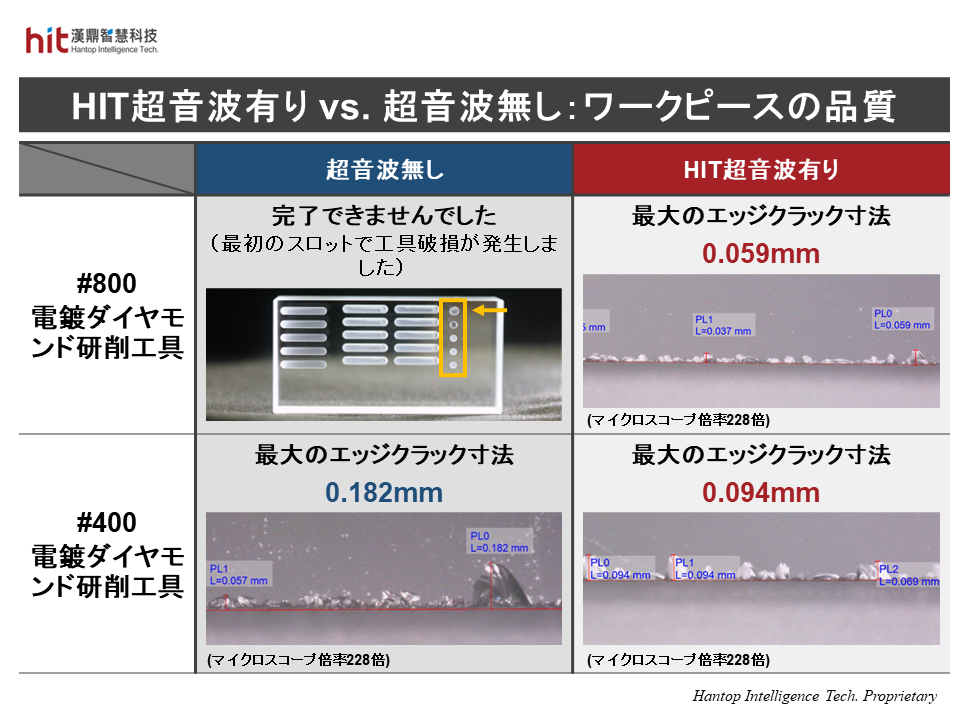
(図3. HIT超音波支援石英ガラスの微小チャンネルトロコイド研削加工は、#400および#800研削工具を使用して最大のエッジクラック寸法を削減しました)
-
オリジナルのプロセスでは、粗加工から仕上げまで#200、#400、および#800研削工具を使用する必要がありました。 HIT超音波を使用すると、#800研削工具だけを使用して顧客の要求するワークピース品質を達成できます。
-
HIT超音波を使用すると、高周波の微小振動が研削力を減少させました(同じ加工パラメータの場合) 最大のエッジクラック寸法は、#400研削工具を使用して超音波なしの場合よりも1倍小さかった(0.182mmから0.094mm)。
-
(同じ加工パラメータの場合)HIT超音波を使用すると、#800研削工具を使用して最大のエッジクラック寸法をさらに小さくすることができます(0.059mmまで)。対照的に、超音波なしでは最初のスロットでツールが破損したため、加工プロセスを完了できませんでした。
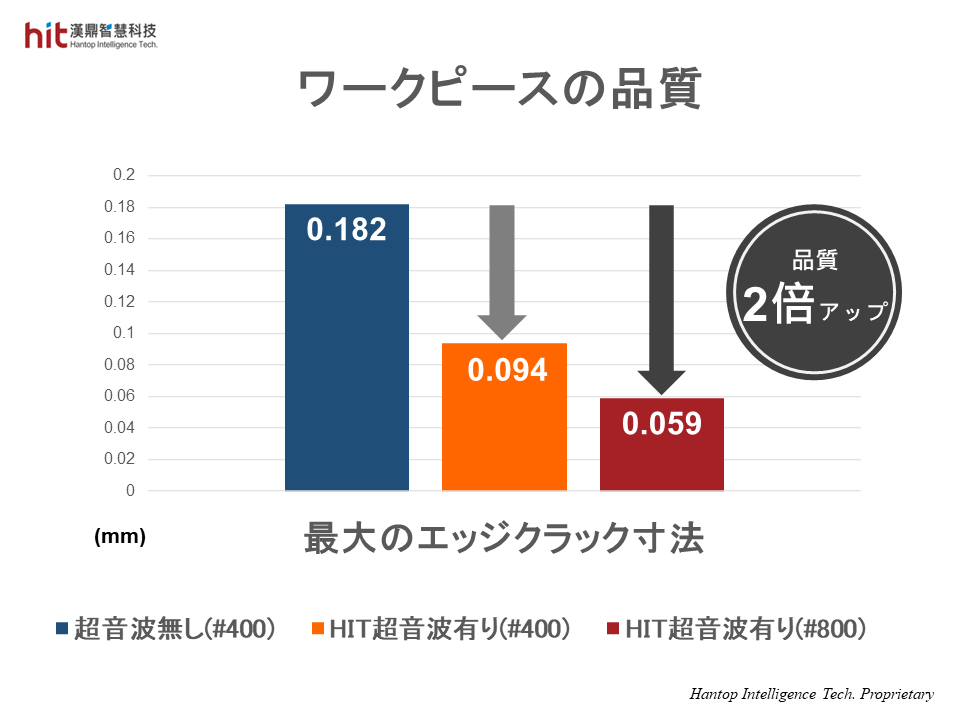
(図4. HIT超音波支援石英ガラスの微小チャンネルトロコイド研削加工は、最大のエッジクラック寸法を削減し、ワークピース品質が2倍向上しました)
石英ガラスの微小チャンネルトロコイド研削加工:工具寿命
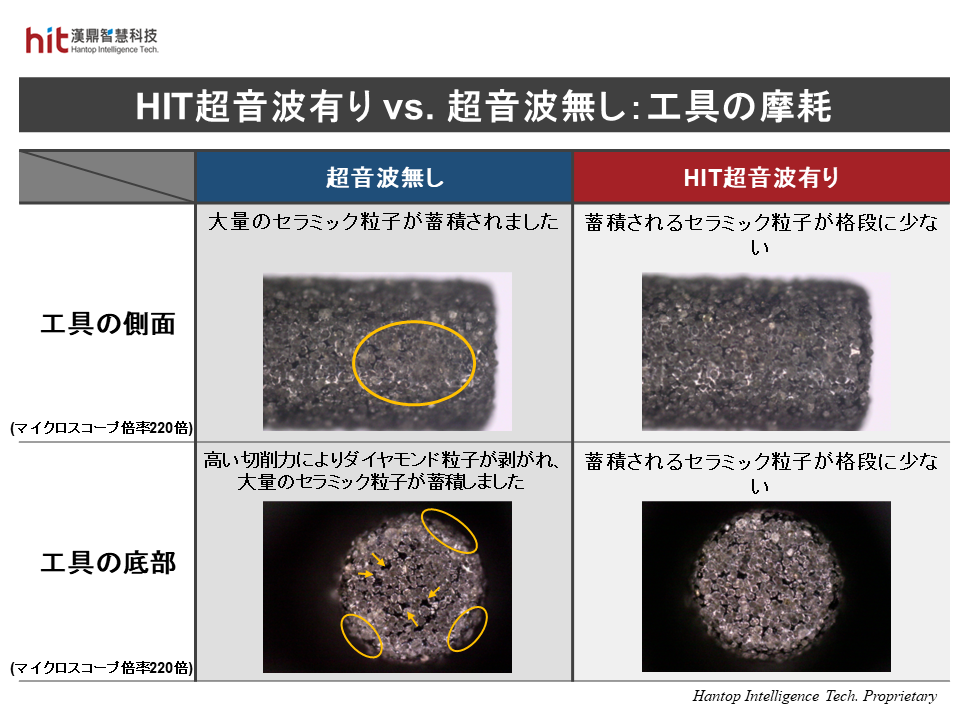
(図5. HIT超音波支援石英ガラスの微小チャンネルトロコイド研削加工は、より良い粒子フラッシングをもたらし、ツールに粒子が蓄積するのを防ぎます)
-
HIT超音波を使用すると、ツールは常にワークピースから持ち上げられ、切削液の簡単な流入が可能になりました。 より良い粒子フラッシングにより、ツールが深刻な材料の詰まりを防ぎました。 これによりツール摩耗が減少し、ツールとワークピースとの摩擦も軽減され、研削力が制御および減少するのに役立ちました。
-
(同じ加工パラメータの場合)超音波なしでは、ツールは常にワークピースと接触しており、粒子のフラッシングが難しかったです。 ツールの両側と底には大量の粒子が蓄積していました。 これにより、ツールの研削能力が低下し、研削力が増加しました。 これはワークピースの品質に影響を与えるだけでなく、深刻なツール摩耗を引き起こしました。
HIT超音波加工技術の石英ガラスの微小チャンネルトロコイド研削加工の成果
🕜 加工効率 - 加工工程の削減
📈 品質 - 2倍アップ
⚙️ 工具寿命 - 粒子の洗浄が向上