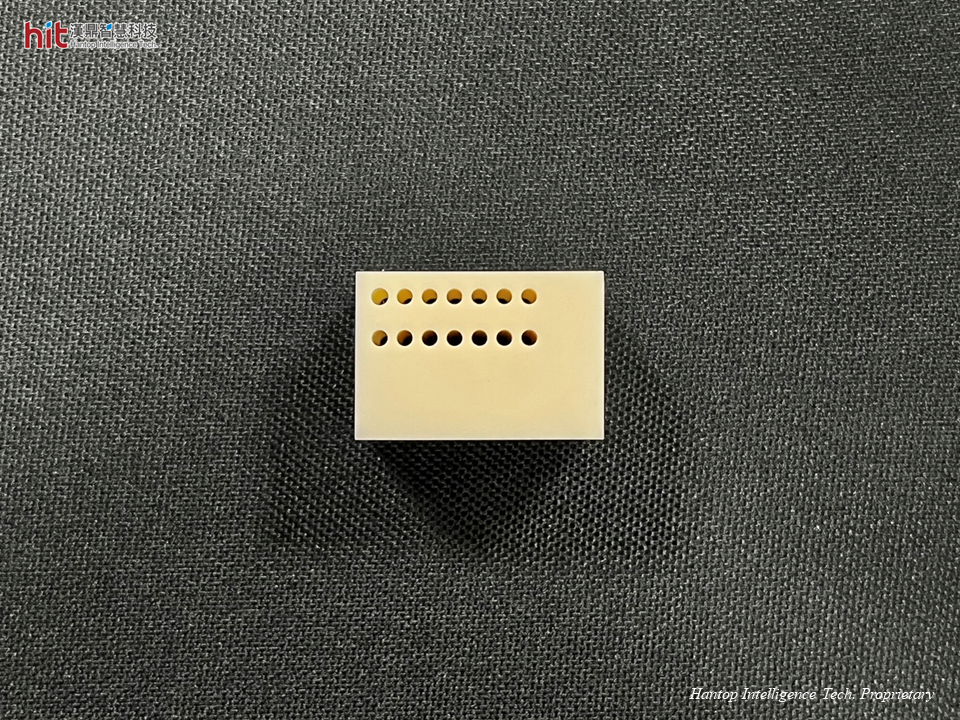
(图1. 使用汉鼎HSKE40超声波模组辅助氧化铝陶瓷深钻孔薄壁加工工件)

(图2. 使用汉鼎HSKE40超声波模组辅助氧化铝陶瓷深钻孔薄壁加工)
【汉鼎超声波】氧化铝(Aluminum Oxide,Al2O3)陶瓷深钻孔薄壁加工:测试目标
测试目标是通过汉鼎超声波辅助加工技术,在进行10.5倍径深比且孔壁厚度仅为0.2mm的深钻孔薄壁加工时,验证超声波的加工效益。
【汉鼎超声波】氧化铝(Aluminum Oxide,Al2O3)陶瓷深钻孔薄壁加工:加工结果
氧化铝(Aluminum Oxide,Al2O3)陶瓷深钻孔薄壁加工:加工效率
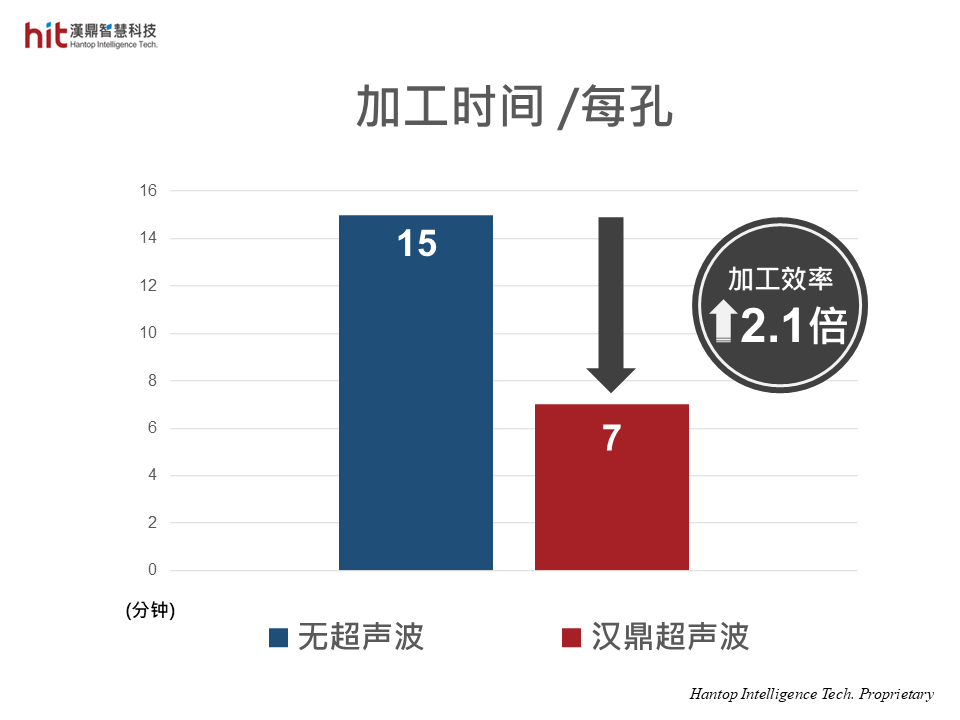
(图3. 使用汉鼎超声波辅助氧化铝陶瓷深钻孔薄壁加工, 每孔加工时间缩短为原来的50%, 加工效率提升2.1倍)
- 通过汉鼎超声波辅助加工,在进给率固定的条件下,Q值从0.08mm提升至0.2mm,对钻孔质量无显著影响。
- Q值的提升使每孔加工时间从原先的15分钟缩短至7分钟,加工效率提升2.1倍,同时确保钻孔质量稳定。
氧化铝(Aluminum Oxide,Al2O3)陶瓷深钻孔薄壁加工:钻孔质量
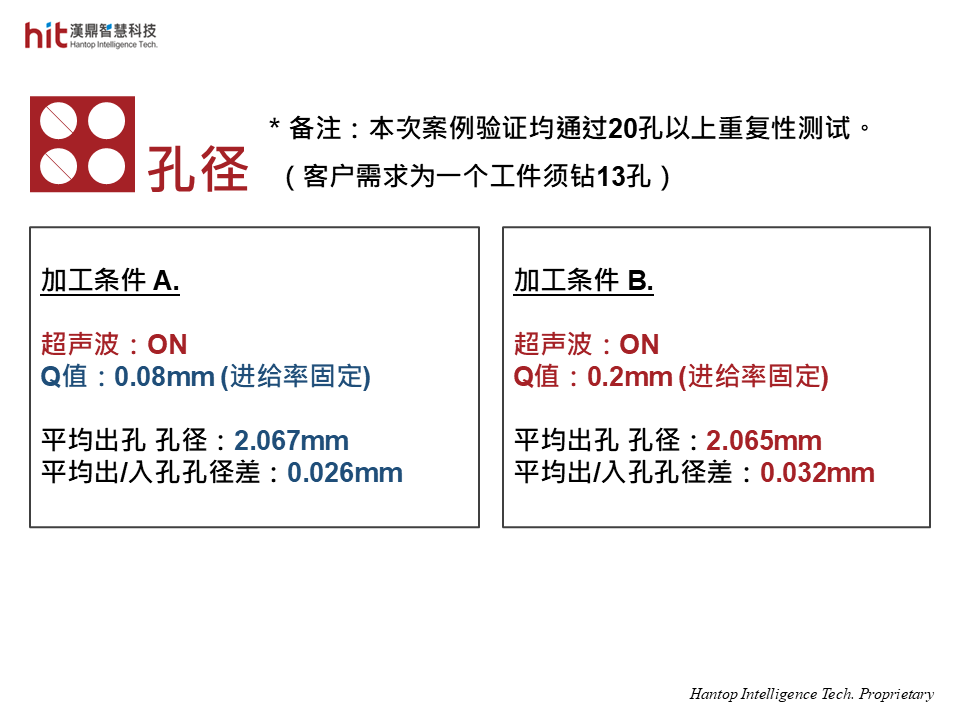
(图4. 使用汉鼎超声波辅助氧化铝陶瓷深钻孔薄壁加工, 高速工法下, 孔径质量稳定)
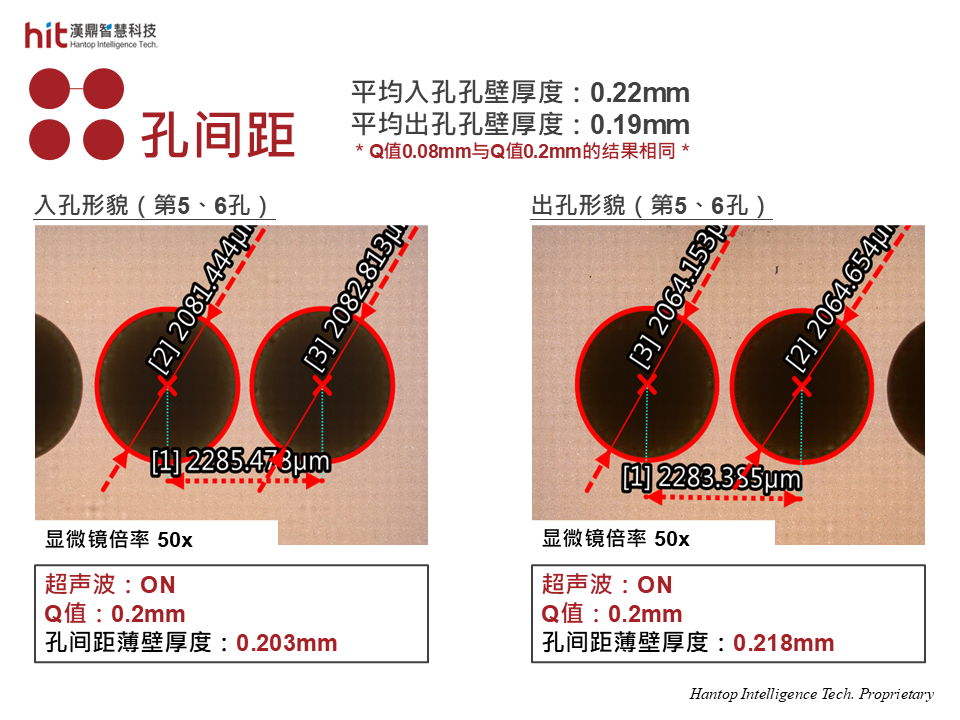
(图5. 使用汉鼎超声波辅助氧化铝陶瓷深钻孔薄壁加工, 有效抑制喇叭孔/锥孔现象)
- 汉鼎超声波辅助加工技术通过高频微振动有效降低切削阻力,使钻孔质量在Q值从0.08mm提升至0.2mm后依然保持稳定。
- 在高速加工模式下,有效抑制了喇叭孔和锥孔的产生。
氧化铝(Aluminum Oxide,Al2O3)陶瓷深钻孔薄壁加工:刀具寿命
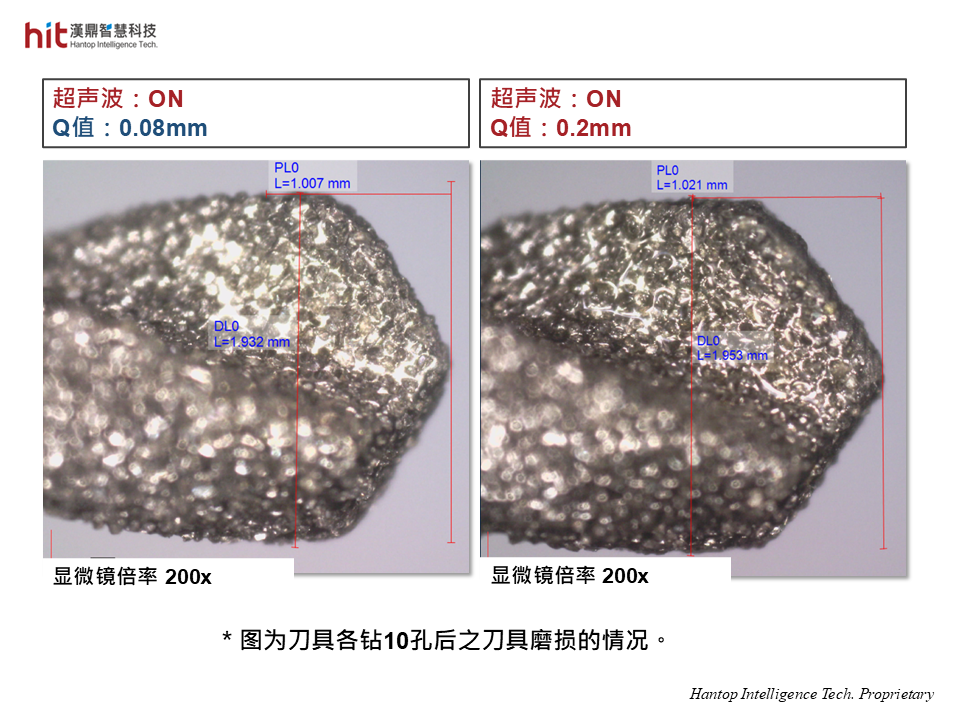
(图6. 使用汉鼎超声波辅助氧化铝陶瓷深钻孔薄壁加工, 在Q值0.08和Q值0.2条件下刀具磨损状况无显著差异)
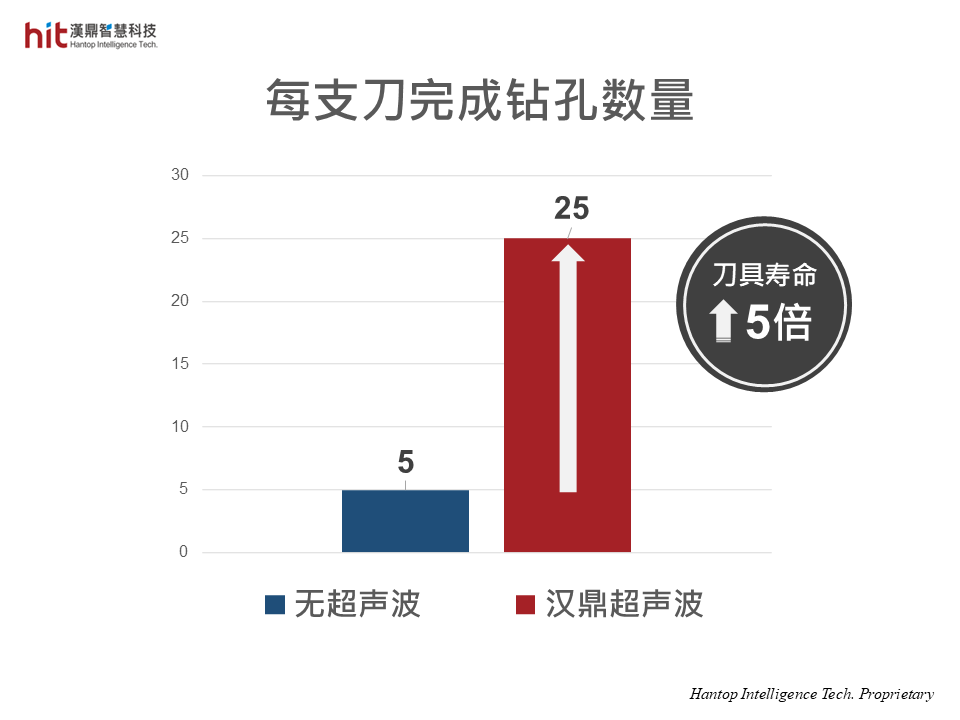
(图7. 使用汉鼎超声波辅助氧化铝陶瓷深钻孔薄壁加工, 高速工法下, 刀具寿命延长5倍)
- 当Q值从0.08mm提升至0.2mm时,无超声波条件下,刀具仅能钻5孔即断裂。
- 使用汉鼎超声波辅助加工后,刀具磨损状况在显微镜下无显著差异,钻孔质量保持稳定,刀具可完成25孔,寿命延长5倍。
【汉鼎超声波】氧化铝(Aluminum Oxide,Al2O3)陶瓷深钻孔薄壁加工:超声波效益
🕜 加工效率 - 提升2.1倍
📈 钻孔质量 - 稳定
⚙️ 刀具寿命 - 提升5倍