
(图1. 使用汉鼎新产品HBT-40超声波砂轮刀柄模组, 辅助碳化硅SiC陶瓷底磨加工)
【汉鼎超声波】碳化硅(SiC) (D100-砂轮刀柄)底磨加工:测试目标
针对碳化硅(SiC)的超声波辅助磨削加工测试,目标是在CNC机台上,使用汉鼎开发的HBT-40超声波砂轮刀柄(配备D100-金属结合剂金刚石砂轮),完成底磨加工,提升工件表面质量并延长砂轮寿命。
【汉鼎超声波】碳化硅(SiC) (D100-砂轮刀柄)底磨加工:加工结果
碳化硅(SiC) (D100-砂轮刀柄)底磨加工:加工效率
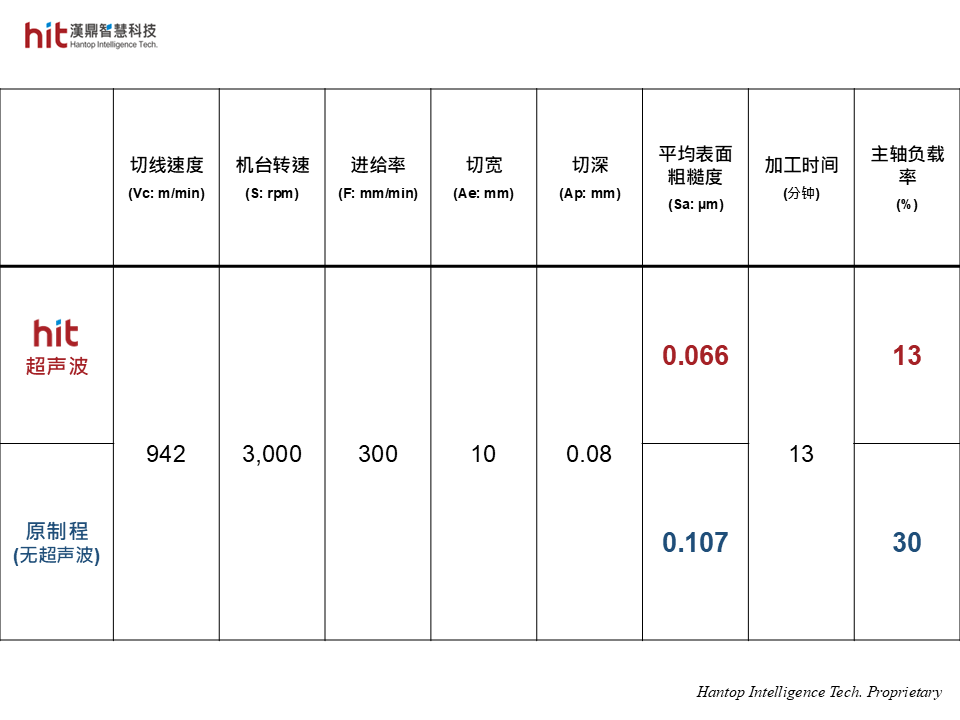
(图2. 使用汉鼎新产品HBT-40超声波砂轮刀柄模组, 辅助碳化硅陶瓷底磨加工, 在原始参数下启用超声波, 获得工件表面质量的改善以及主轴负载的降低)
- 通过汉鼎超声波模组优化碳化硅底磨加工制程,高频微振动有效降低磨削阻力,主轴负载率显著降低约2.3倍(从原先30%下降至13%)。
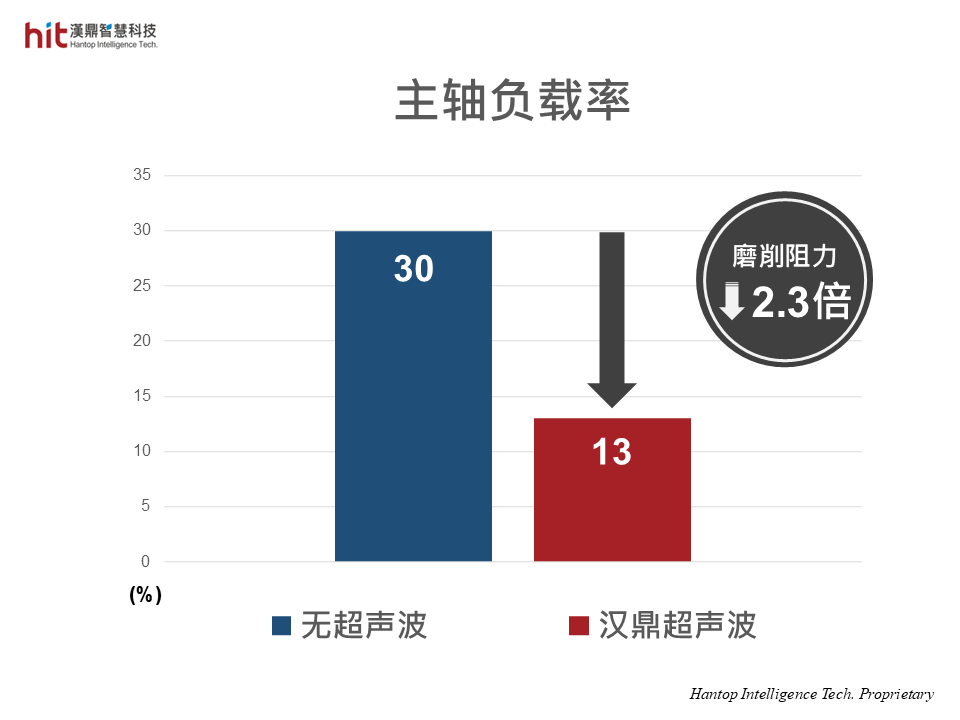
(图3. 使用汉鼎新产品HBT-40超声波砂轮刀柄模组, 辅助碳化硅陶瓷底磨加工, 在相同参数加工下, 磨削阻力降低, 主轴负载率下降2.3倍)
碳化硅(SiC) (D100-砂轮刀柄)底磨加工:工件质量
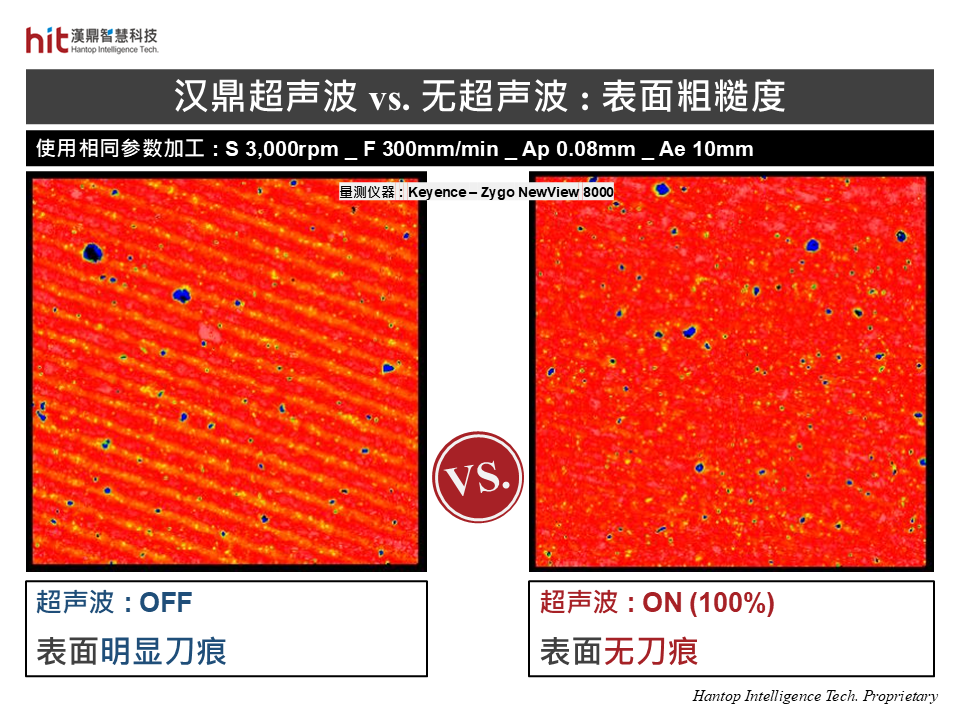
(图4. 使用汉鼎新产品HBT-40超声波砂轮刀柄模组, 辅助碳化硅陶瓷底磨加工, 有效去除表面刀痕, 相较无超声波, 加工后表面质量显著提升)
- 通过汉鼎超声波模组优化碳化硅底磨加工制程,高频微振动有效降低磨削阻力,主轴负载率显著降低。
- 此外,超声波加工帮助降低工件平均表面粗糙度(Sa,Surface Roughness),同时去除表面刀痕,整体工件表面质量提升1.6倍。
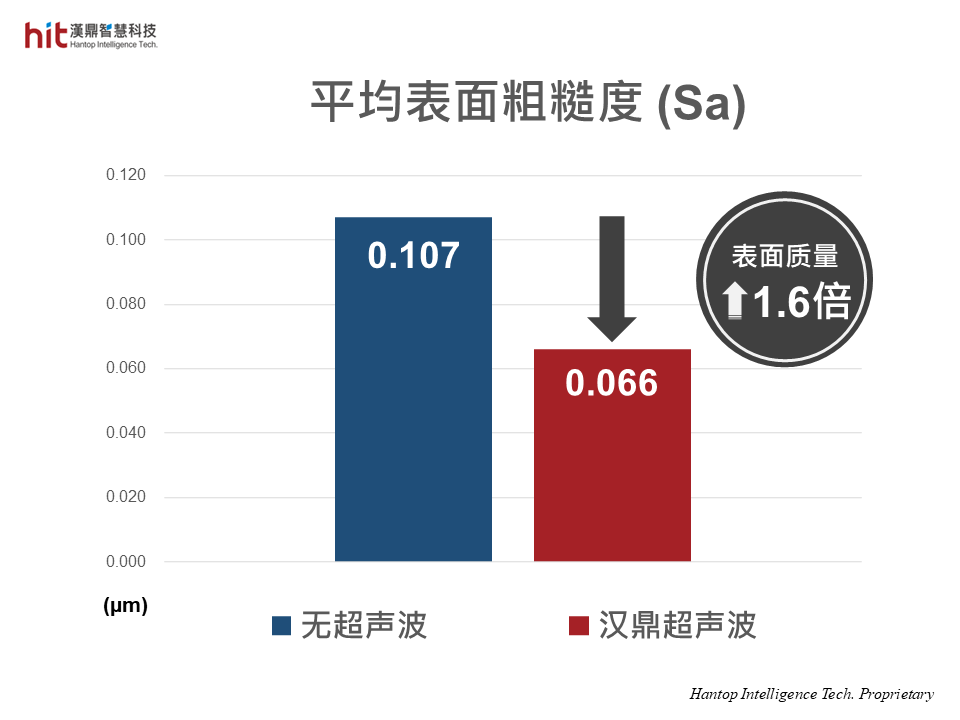
(图5. 使用汉鼎新产品HBT-40超声波砂轮刀柄模组, 辅助碳化硅陶瓷底磨加工, 改善工件平均表面粗糙度Sa, 工件表面质量提升1.6倍)
碳化硅(SiC) (D100-砂轮刀柄)底磨加工:刀具寿命

(图6. 使用汉鼎新产品HBT-40超声波砂轮刀柄模组, 辅助碳化硅陶瓷底磨加工, 相较无超声波, 有效减少砂轮磨损)
- 通过汉鼎超声波模组优化碳化硅底磨加工制程,降低磨削阻力的同时,减少主轴负载并提升工件表面质量。此外,还有效降低切削热,从而延长砂轮的切削力寿命。
- 超声波的高频微振动提供了优异的排屑效果,加工完成后砂轮仅出现局部积屑现象。
【汉鼎超声波】碳化硅(SiC) (D100-砂轮刀柄)底磨加工:超声波效益
(配备汉鼎HBT-40超声波砂轮刀柄)
🕜 主轴负载率 - 降低2.3倍,反映在磨削阻力的降低
📈 工件质量 - 提升1.6倍,表面无刀痕
⚙️ 大幅减少砂轮磨损 - 维持砂轮的切削力