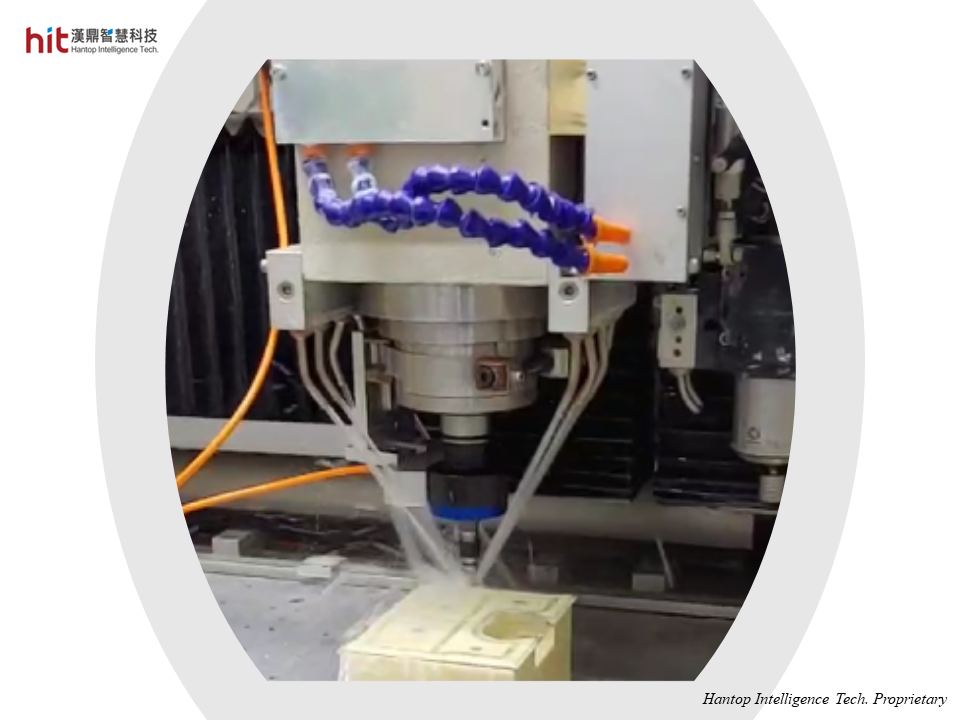
(図1. ソーダライムガラスのエッジ研削加工には、HIT HSK-E40 超音波ツールホルダーが使用されました)
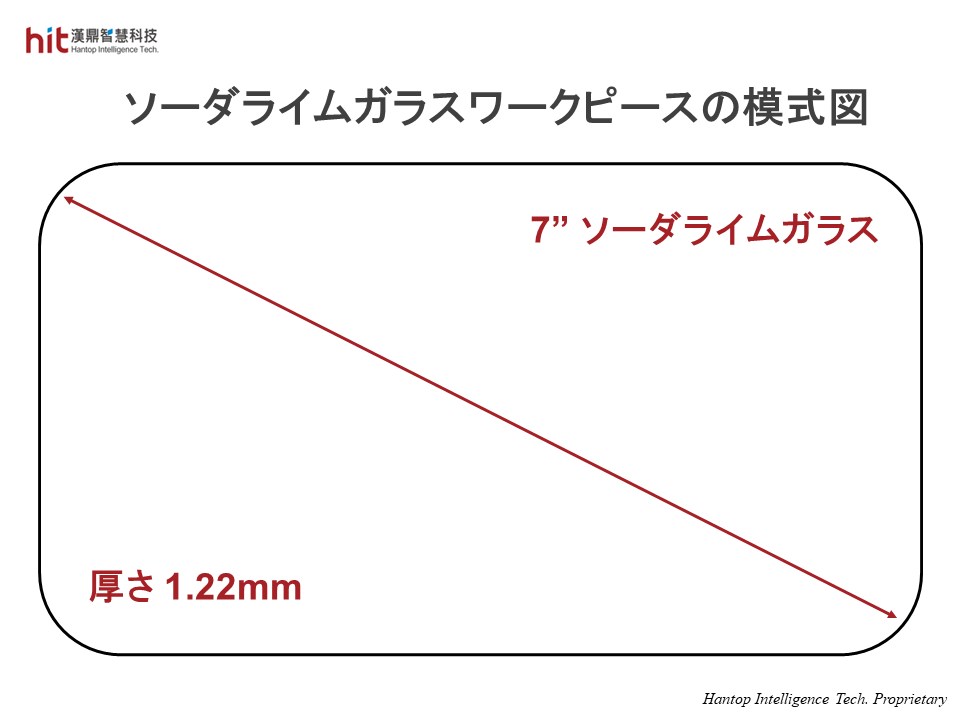
(図2. ソーダライムガラスのエッジ研削加工のワークピースの概略図)
ソーダライムガラスのエッジ研削加工におけるHITの目標
目標は、加工効率を向上させながら、許容範囲内のワークピース品質(< 50µm)を維持することです。ツール寿命の安定性も向上させる必要があります。
超音波加工ソーダライムガラスのエッジ研削加工の結果
ソーダライムガラスのエッジ研削加工:加工効率
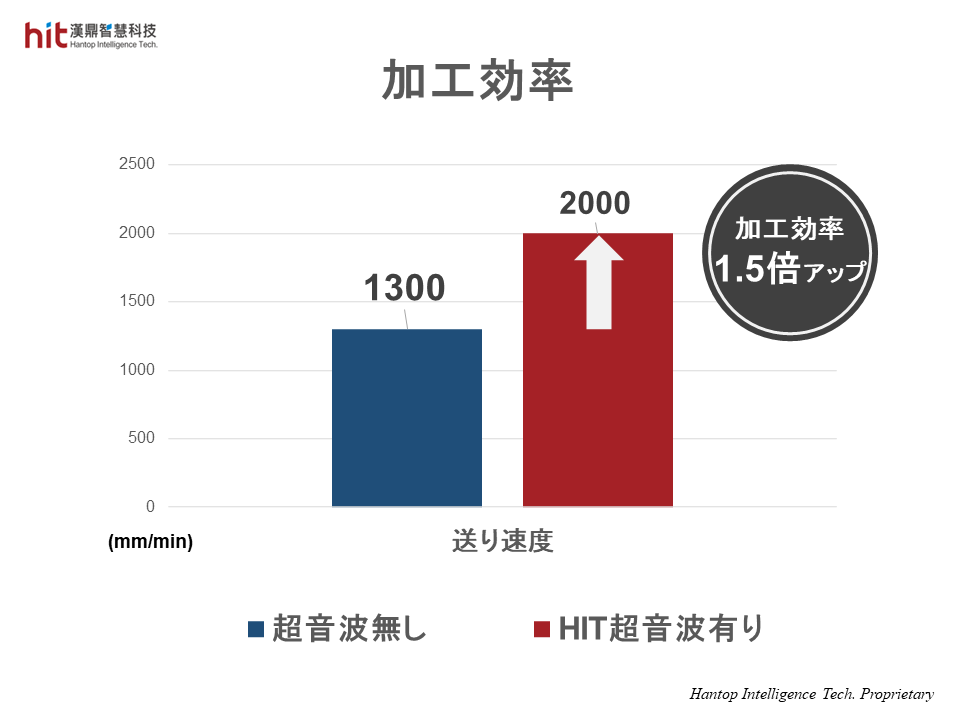
(図3. ソーダライムガラスのエッジ研削加工におけるHIT 超音波による加工効率は1.5倍に向上しました)
- 従来の低回転速度(21,000rpm)では、切削速度や送り速度を上げることは不可能でした。
- HIT 超音波を使用すると、低回転速度(21,000rpm)でも、切削速度と送り速度を通常の1.5倍速くすることができます(許容範囲内のワークピース品質とツール寿命の安定性を維持した場合)。これにより、全体的な加工効率が向上します。
ソーダライムガラスのエッジ研削加工:ワークピースの品質

(図4. エッジクラック寸法は、HIT 超音波を使用したソーダライムガラスの全400個の製品すべてが顧客の品質要件内にあります)
- 全体の加工試験を通じて、HITはソーダライムガラスのエッジ研削加工を400個完了しました。
- それらすべてが測定され、顧客の品質要件(< 50µm)に準拠しています。
ソーダライムガラスのエッジ研削加工:工具寿命
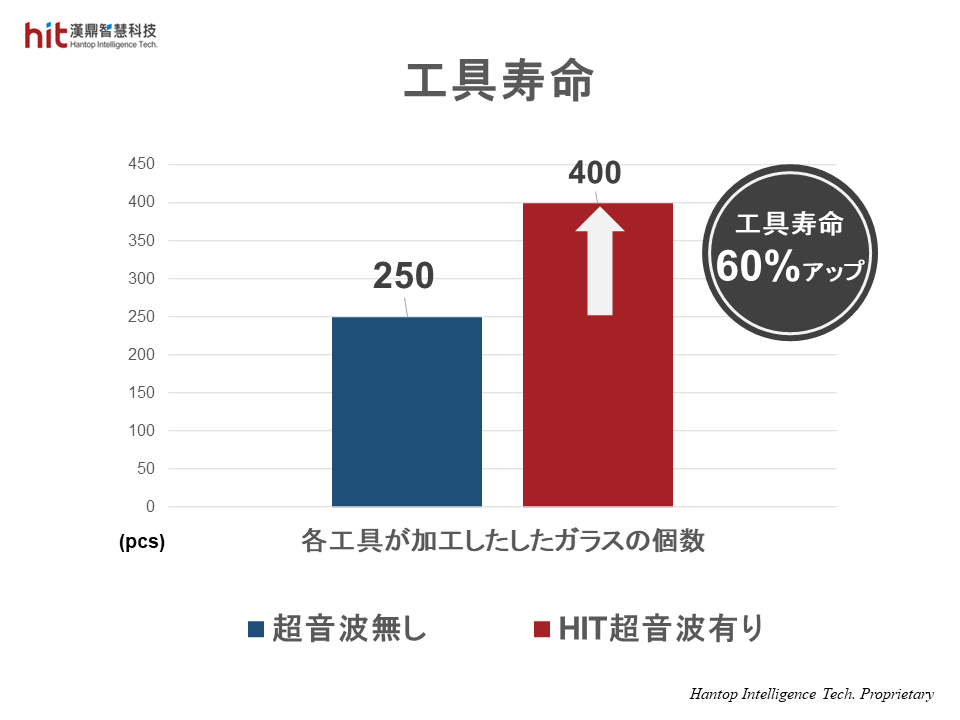
(図5. HIT 超音波により、ソーダライムガラスのエッジ研削加工のツール寿命が60%延長されました)
- HIT 超音波を使用することで、高周波の微振動がチップの排出を大幅に改善しました。
- これにより、切削力と切削熱の両方が低減され、ツール寿命が60%延長されました(1つのツールあたりの完成品数が250個から400個に増加)。
HIT超音波加工技術の成果
🕜 加工効率 - 1.5倍アップ
📈 品質 - すべての400個の製品が顧客の要件に合っています
⚙️ 工具寿命 - 60%アップ