
(图1. 汉鼎超声波辅助加工模组应用于镍基合金Inconel 718袋型铣削加工)
【汉鼎超声波】镍基合金(Inconel 718)袋型铣削加工:测试目标
使用汉鼎HSK-A63-R30 超声波加工模组,针对镍基合金(Inconel 718)的超声波辅助袋型铣削加工进行测试,目标是通过CNC 加工搭配汉鼎超声波工艺,提升加工效率,并减少刀具磨损。
【汉鼎超声波】镍基合金(Inconel 718)袋型铣削加工:加工结果
镍基合金(Inconel 718)袋型铣削加工:加工效率
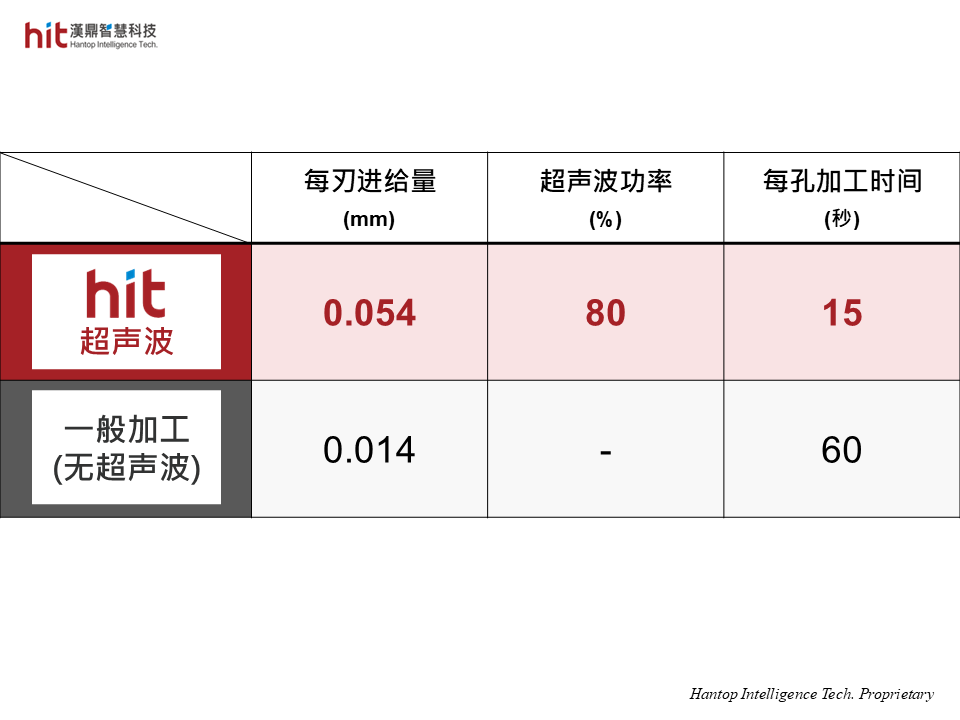
(图2. 汉鼎超声波辅助加工模组应用于镍基合金Inconel 718袋型铣削加工, 相较刀具原厂建议参数, 可提高每刃进给量, 缩短4倍加工时间)
- 通过汉鼎超声波辅助加工,高频提刀能够显著提升冷却效果,并有效排除切屑,降低切削阻力。
- 与刀具原厂建议参数相比,搭配汉鼎超声波技术,切削阻力显著降低,从而提高每刃进给量,缩短4倍加工时间。
- 在袋型铣削加工中,主要使用刀具底刃进行加工,提高每刃进给量,可有效避开材料的加工硬化层,从而降低切削阻力。
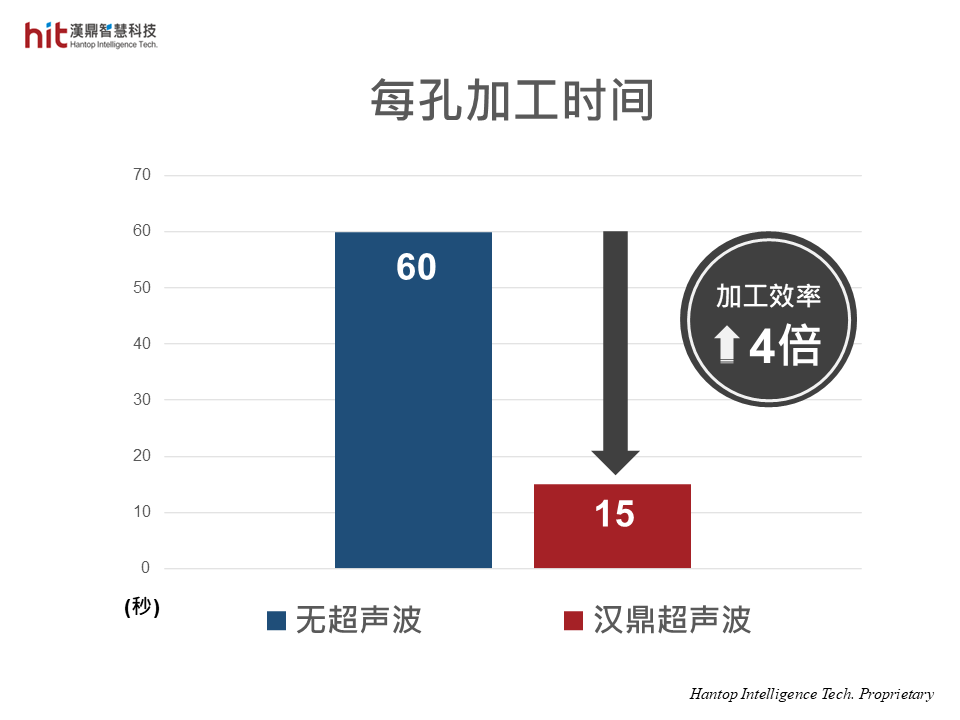
(图3. 使用汉鼎HSK-A63超声波加工模组辅助镍基合金Inconel 718袋型铣削加工, 可提升4倍加工效率)
镍基合金(Inconel 718)袋型铣削加工:刀具寿命
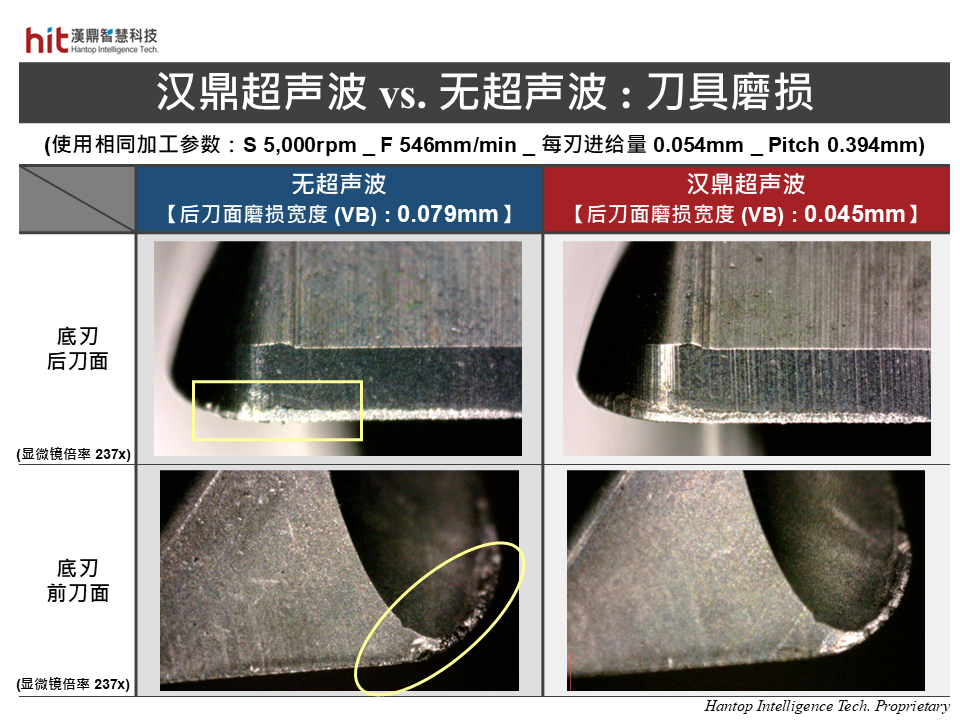
(图4. 汉鼎超声波辅助加工模组应用于镍基合金Inconel 718袋型铣削加工, 提高每刃进给量, 可避开材料加工硬化层, 有效降低切削阻力, 减少磨损)
- 汉鼎超声波辅助加工技术的高频提刀动作能够有效提升冷却效果,同时帮助排除切屑,防止切屑黏附刀刃。在提高每刃进给量的条件下,加工可避开材料的加工硬化层,避免刀刃直接撞击硬化层,从而有效降低切削阻力并减少刀具磨损,延长刀具寿命达75%。
- 在传统加工方式下,连续高温切削容易累积大量切削热,材料生成加工硬化切屑难以排除。硬化切屑附着在刀刃上形成切屑瘤(BUE,Built-Up Edge),导致切削阻力增加,并加速刀具的磨损。
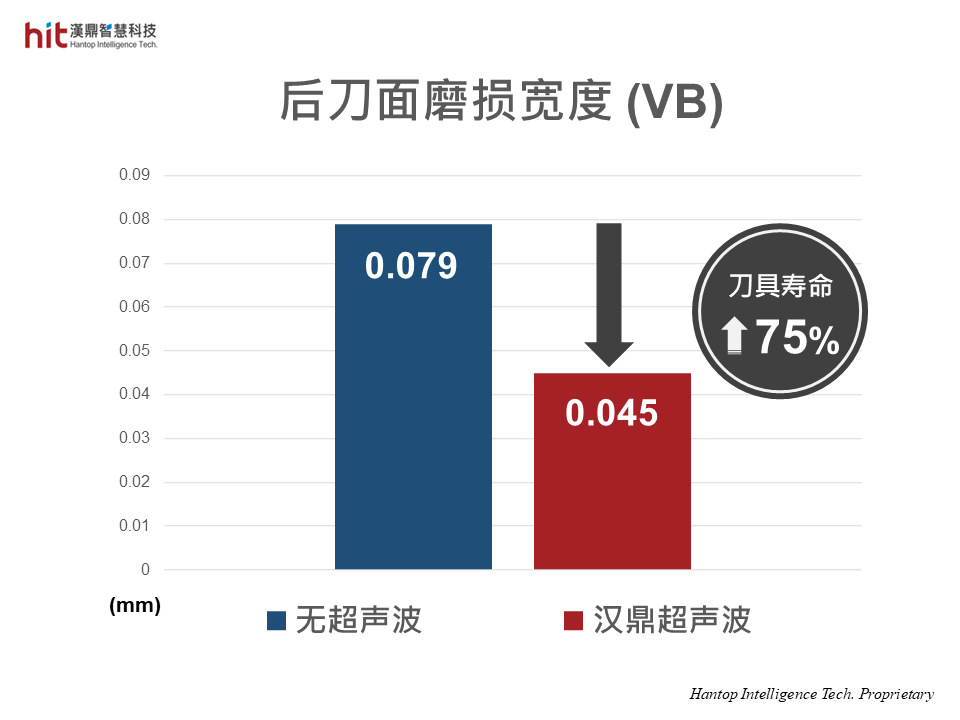
(图5. 使用汉鼎HSK-A63超声波加工模组辅助镍基合金Inconel 718袋型铣削加工, 有效降低切削阻力, 延长75%刀具寿命)
镍基合金(Inconel 718)袋型铣削加工:切屑形貌
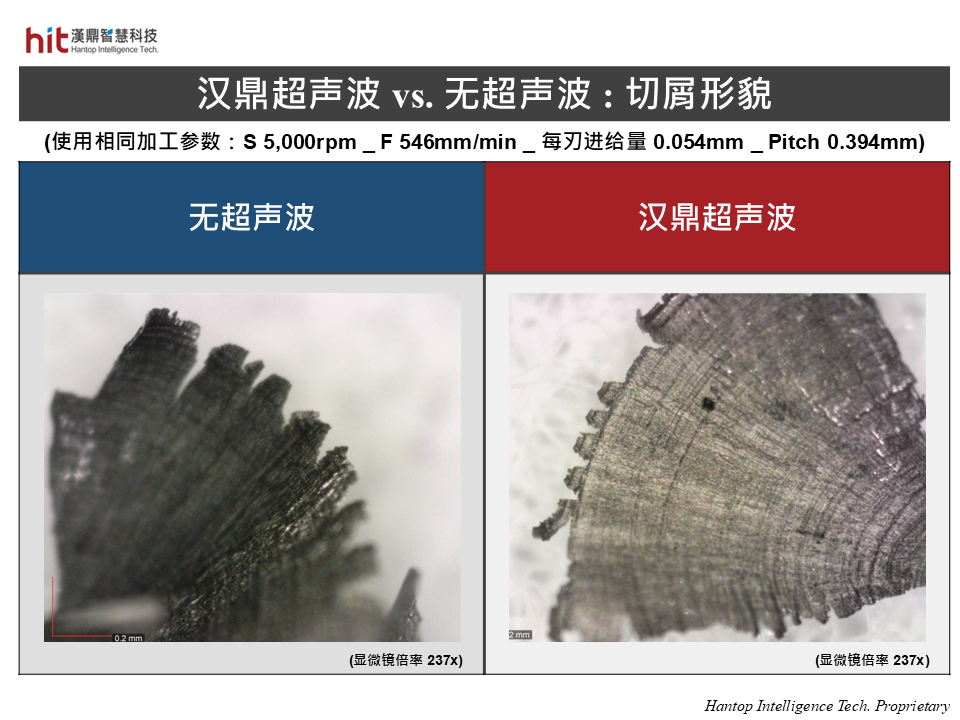
(图6. 汉鼎超声波辅助加工模组应用于镍基合金Inconel 718袋型铣削加工, 提升冷却效果, 切屑颜色较浅, 避免绝热剪切现象)
- 汉鼎超声波辅助加工技术通过高频提刀动作提升冷却效果,并帮助排除切屑,防止切屑黏附刀刃。在提高每刃进给量的情况下,能够避开材料的加工硬化层,避免刀刃直接撞击硬化层,从而有效降低切削阻力和刀具磨损。
- 相比之下,传统加工方式在连续高温切削条件下,切屑颜色通常较深,并且容易出现绝热剪切*现象,切屑边缘呈现明显的锯齿状。这种现象不仅会加剧刀具损坏,还会影响工件表面质量。
*绝热剪切(Adiabatic Shear Failure):材料在高应变率(high strain rate)下,因热量无法及时扩散而导致局部区域发生热不稳定现象,形成绝热剪切带(ASB,Adiabatic Shear Band)。
镍基合金(Inconel 718)袋型铣削加工:工件质量
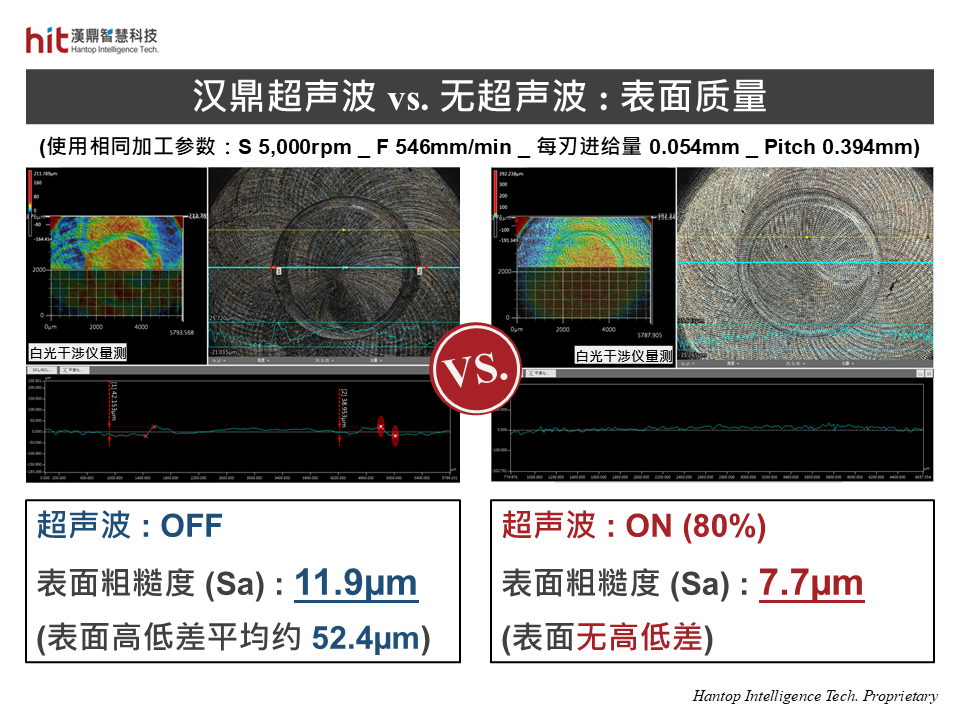
(图7. 汉鼎超声波辅助加工模组应用于镍基合金Inconel 718袋型铣削加工, 在相同切削条件下, 切削阻力降低, 有效改善工件表面粗糙度)
- 通过汉鼎超声波辅助加工,高频提刀动作能够显著提升冷却效果并帮助排屑,避免硬化切屑二次切削工件表面,从而降低表面粗糙度(Sa,Surface Average Roughness),工件表面质量提升1.5 倍。
- 相比传统加工方式,连续高温切削容易导致切屑瘤附着在刀刃上,切削过程中损坏工件表面,产生坑洞或凹陷;部分切屑因排屑不畅,黏附于工件表面,进一步降低工件质量。
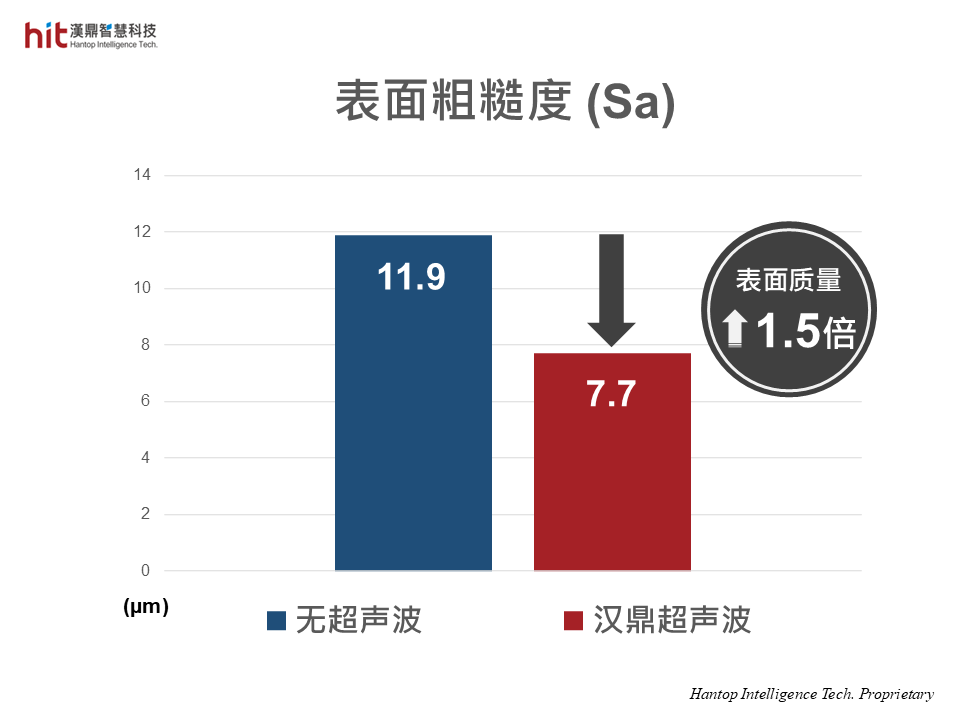
(图8. 使用汉鼎HSK-A63超声波加工模组辅助镍基合金Inconel 718袋型铣削加工, 有效降低表面粗糙度, 提升1.5倍工件表面质量)
【汉鼎超声波】镍基合金(Inconel 718)袋型铣削加工:超声波效益
🕜 加工效率 - 提升4倍,缩短加工时间
📈 工件质量 - 提升1.5倍,改善表面粗糙度(Sa)
⚙️ 刀具寿命 - 延长75%