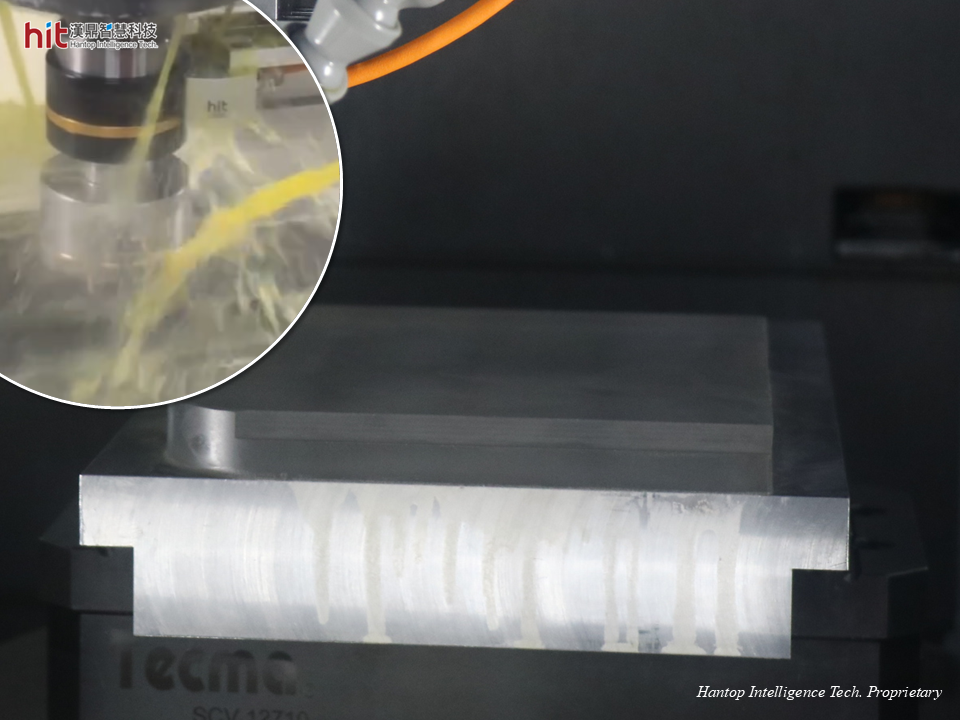
(Figura 1. El módulo de portaherramientas de rueda de rectificado por ultrasonido de HIT HBT-40 se utilizó en el rectificado lateral de vidrio de cuarzo)
La meta de HIT en el Rectificado Lateral de Vidrio de Cuarzo con D80- Portaherramientas de Rueda
Con la asistencia de la tecnología de mecanizado asistido por ultrasonido de HIT y el nuevo producto - Portaherramientas de Rueda de Rectificado por Ultrasonido, el objetivo es mejorar la eficiencia del mecanizado y la tasa de eliminación de material, manteniendo una excelente calidad de la pieza y una vida útil de la herramienta estable.
Resultados de Rectificado Lateral de Vidrio de Cuarzo con D80- Portaherramientas de Rueda asistido por Ultrasonido de HIT
Rectificado Lateral de Vidrio de Cuarzo con D80- Portaherramientas de Rueda: Eficiencia de Mecanizado
(Figura 2. Con el nuevo producto de HIT, el módulo de portaherramientas de rueda de rectificado por ultrasonido de HBT-40, la calidad de la pieza de trabajo mejoró visiblemente)
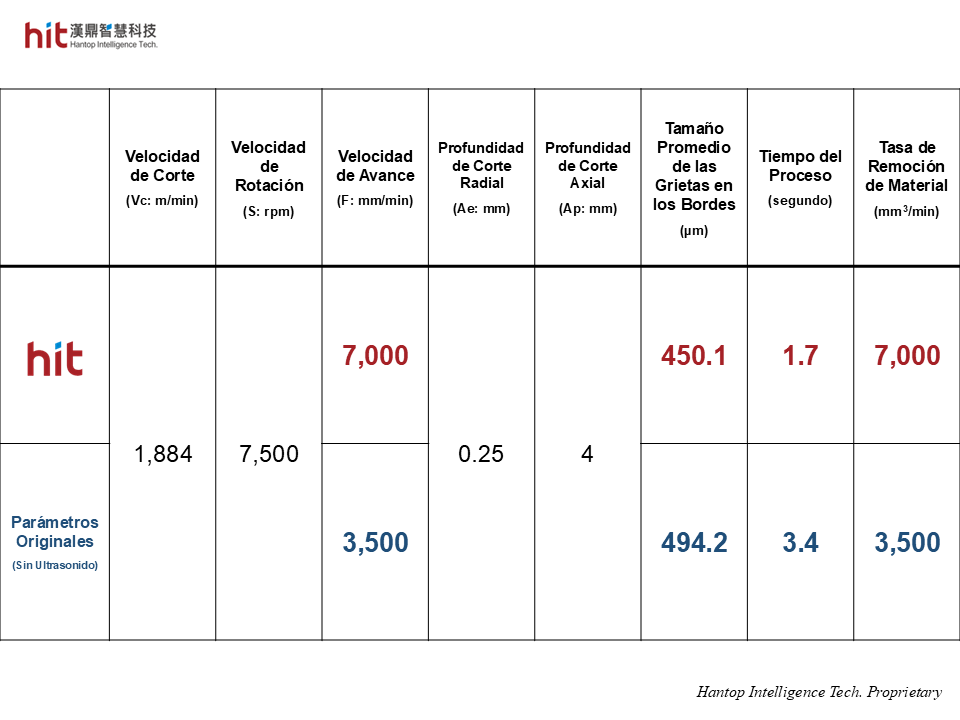
(Figura 3. Con el nuevo producto de HIT, el módulo de portaherramientas de rueda de rectificado por ultrasonido de HBT-40, la velocidad de avance puede aumentarse 2 veces, lo que resultó en una tasa de eliminación de material 2 veces mayor)
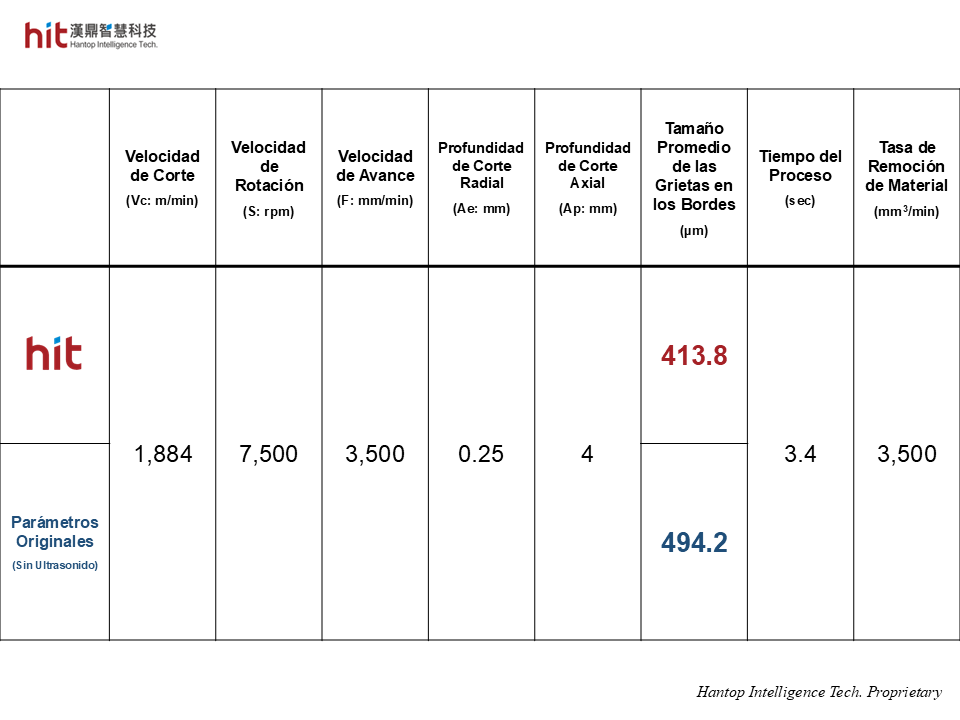
- Para optimizar el proceso de rectificado lateral de vidrio de cuarzo con el módulo ultrasónico de HIT, la microvibración de alta frecuencia ayudó a reducir la fuerza de rectificado. La calidad de la pieza de trabajo mejoró visiblemente tras la implementación del módulo ultrasónico de HIT bajo los parámetros originales.
- La velocidad de avance puede aumentarse 2 veces manteniendo la calidad estable de la pieza de trabajo. Esto permitió que la tasa de eliminación de material también se incrementara 2 veces.
(Figura 4. Con el nuevo producto de HIT, el módulo de portaherramientas de rueda de rectificado por ultrasonido de HBT-40, la eficiencia general de mecanizado puede ser 2 veces mayor manteniendo la calidad estable de la pieza de trabajo)
Rectificado Lateral de Vidrio de Cuarzo con D80- Portaherramientas de Rueda: Calidad de la Pieza
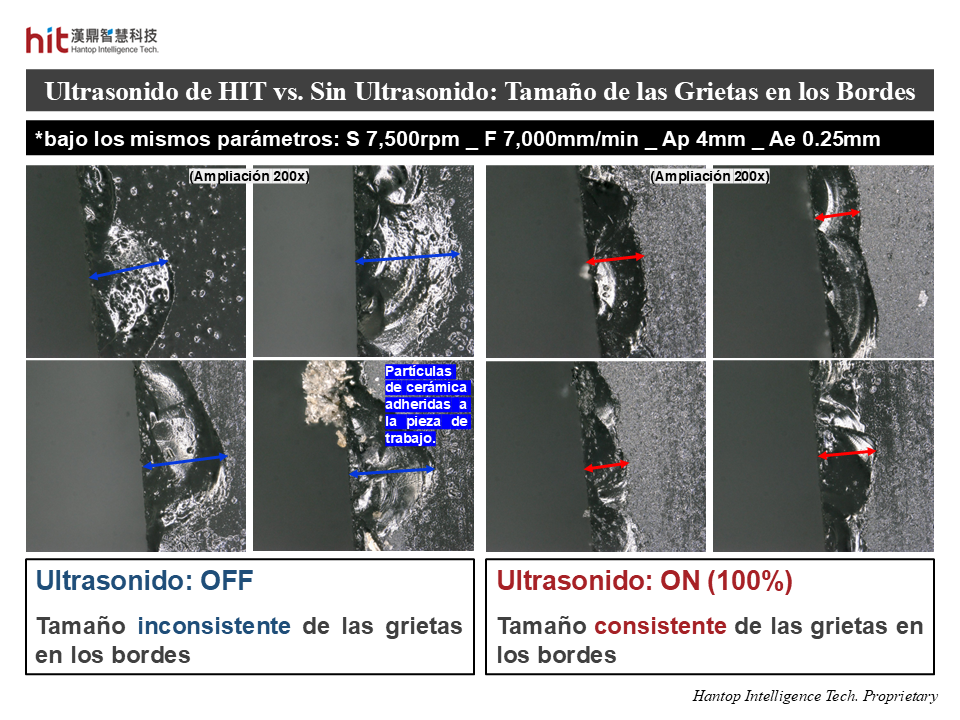
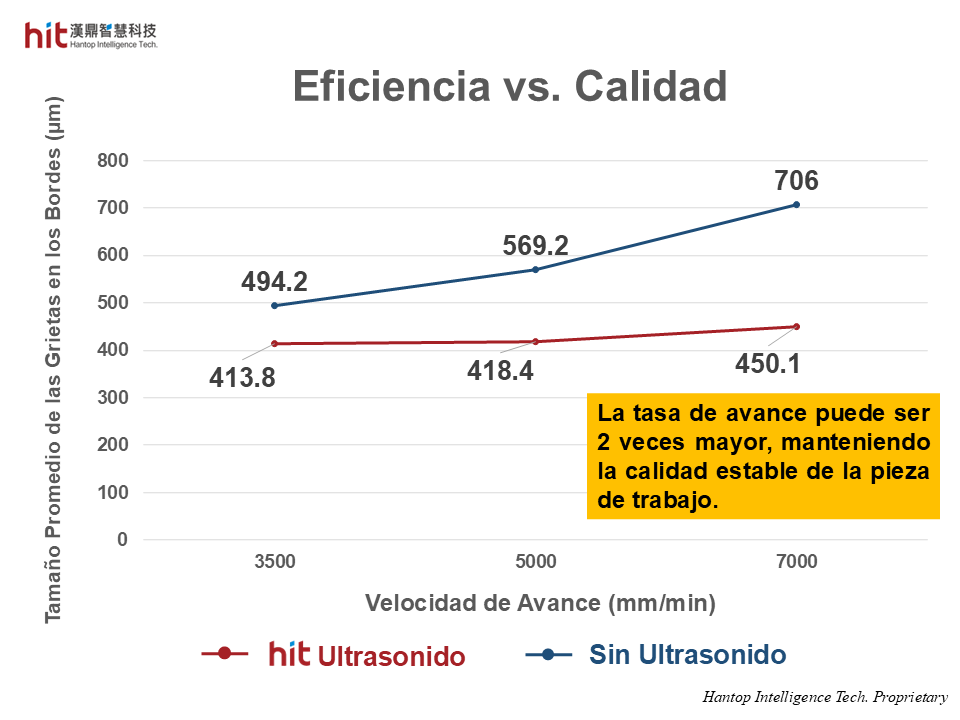
(Figura 5. Con el nuevo producto de HIT, el módulo de portaherramientas de rueda de rectificado por ultrasonido de HBT-40, el tamaño promedio de las grietas en los bordes es consistente y más pequeño que sin ultrasonido)
- Para optimizar el proceso de rectificado lateral de vidrio de cuarzo con el módulo ultrasónico de HIT, la microvibración de alta frecuencia ayudó a reducir la fuerza de rectificado.
- Con una eficiencia 2 veces mayor (F 7,000mm/min), el tamaño de las grietas en los bordes fue consistente (salida estable de la amplitud de vibración ultrasónica). Bajo los mismos parámetros, el tamaño promedio de las grietas en los bordes fue aproximadamente 1.6 veces menor que sin ultrasonido.
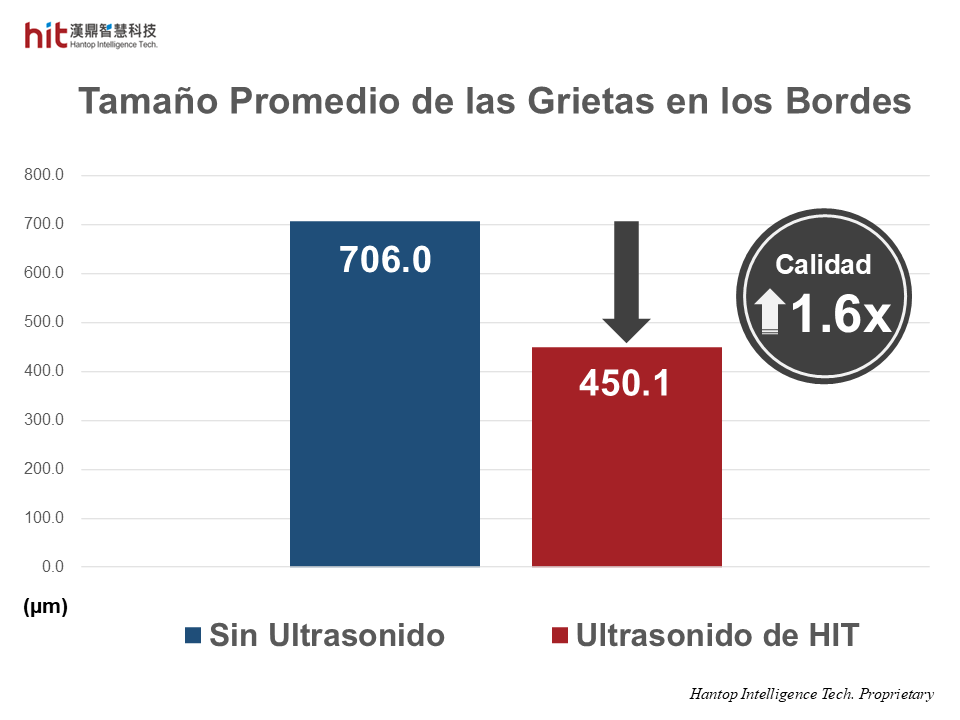
(Figura 6. Con el nuevo producto de HIT, el módulo de portaherramientas de rueda de rectificado por ultrasonido de HBT-40, se ayudó a reducir el tamaño promedio de las grietas en los bordes, lo que resultó en una calidad de la pieza de trabajo 1.6 veces mejor)
Rectificado Lateral de Vidrio de Cuarzo con D80- Portaherramientas de Rueda: Vida útil de la Herramienta
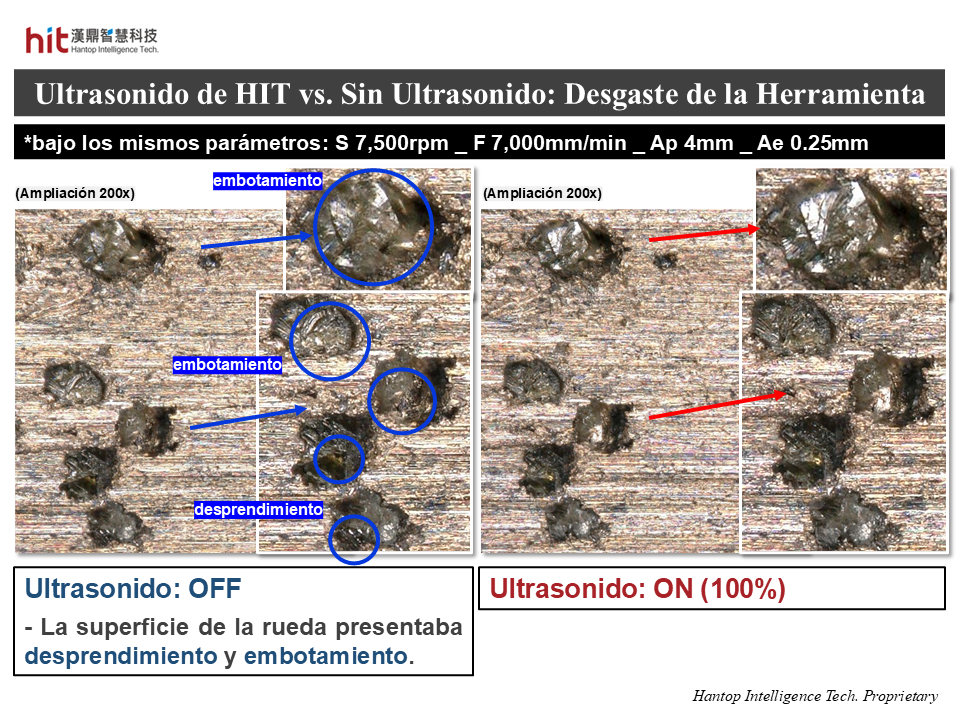
(Figura 7. Con el nuevo producto de HIT, el módulo de portaherramientas de rueda de rectificado por ultrasonido de HBT-40, se logró reducir significativamente el desgaste de la herramienta en comparación con el uso sin ultrasonido)
- Para optimizar el proceso de rectificado lateral de vidrio de cuarzo con el módulo ultrasónico de HIT, la microvibración de alta frecuencia ayudó a reducir la fuerza de rectificado.
- Con una eficiencia 2 veces mayor (F 7,000mm/min), la superficie de la rueda mostró solo un desgaste leve mientras se mantenía la calidad estable de la pieza de trabajo. Sin embargo, bajo los mismos parámetros, la superficie de la rueda mostró desprendimiento y desgaste sin el uso de ultrasonido, lo que resultó en una calidad inestable de la pieza de trabajo (tamaño inconsistente de las grietas en los bordes).
Logros Tecnológicos del Mecanizado Ultrasonido de HIT en el Rectificado Lateral de Vidrio de Cuarzo con D80- Portaherramientas de Rueda
(con Portaherramientas de Rueda de Rectificado por Ultrasonido de HIT)
🕜 Eficiencia de Mecanizado - 2 veces mayor y una tasa de eliminación de material 2 veces mayor
📈 Calidad de la Pieza - 1.6 veces mejor
⚙️ Gran Reducción en el Desgaste de la Herramienta