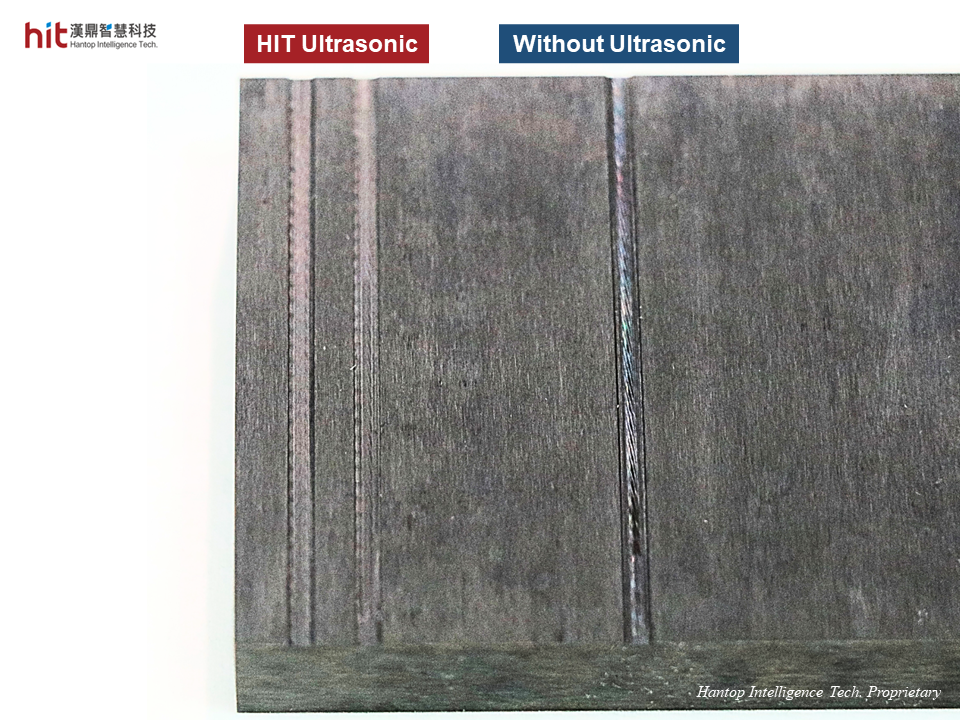
(Figure 1. HIT HSK-E40 ultrasonic machining module was used on slot trochoidal milling of tungsten carbide)
HIT's Goal in (Slot) Trochoidal Milling of Tungsten Carbide
The goal is to do (slot) trochoidal milling of tungsten carbide with the electroplated diamond grinding tool. With HIT ultrasonic, it was expected to mitigate the tool marks, reduce surface roughness of the slots, and prolong tool life.
Ultrasonic-Assisted (Slot) Trochoidal Milling of Tungsten Carbide: Machining Results
Tungsten Carbide (Slot) Trochoidal Milling: Surface Quality
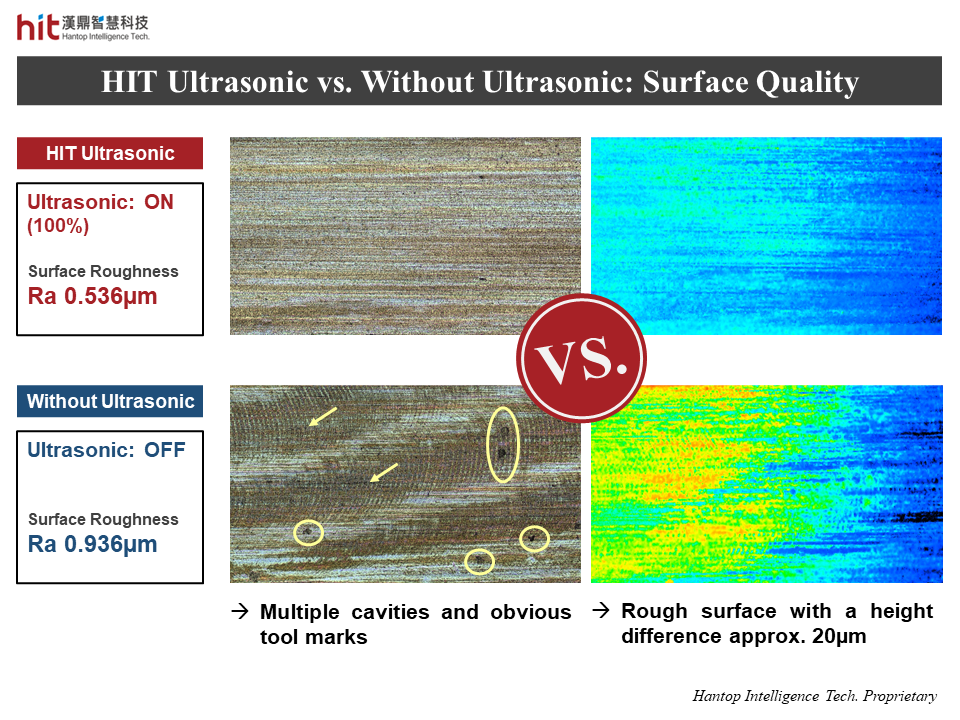
(Figure 2. HIT ultrasonic-assisted slot trochoidal milling of tungsten carbide achieved better surface quality)
- With HIT ultrasonic, the high frequency micro-vibration allows the tool to constantly lift from workpiece. This brings better inflow of cutting fluid, offering better cooling effect and easier chip and carbonized diamond powder evacuation.
- Under the same cutting parameters, with HIT ultrasonic, it helped reduce the surface roughness of the slots. There was no obvious tool marks or scratches left on the surface compared to that without ultrasonic.
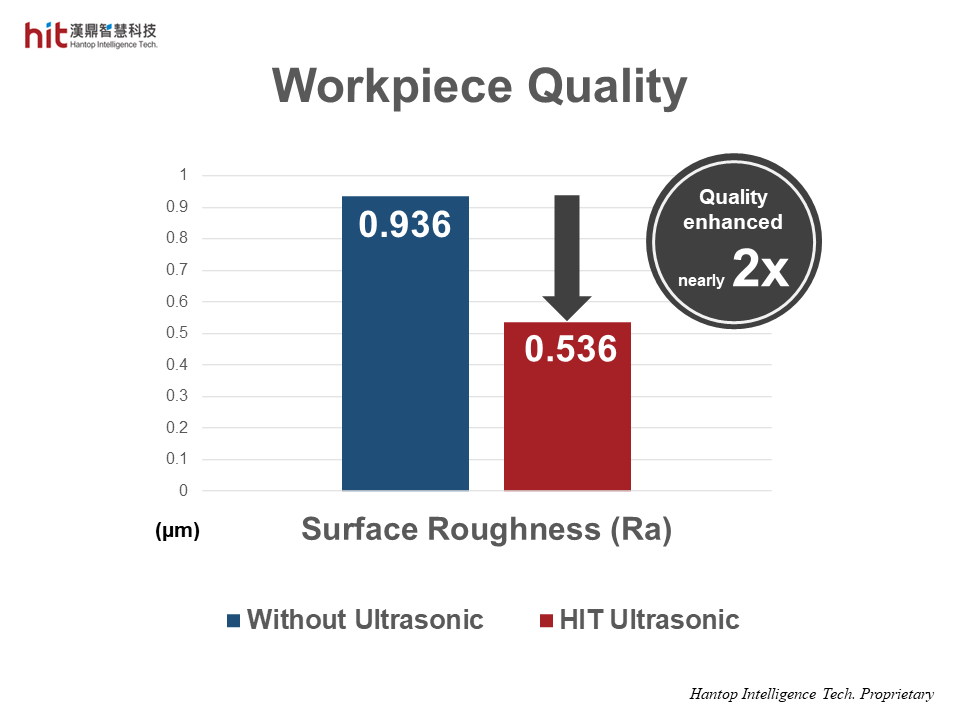
(Figure 3. HIT ultrasonic-assisted slot trochoidal milling of tungsten carbide helped reduce surface roughness, achieving nearly 2x better surface quality)
Tungsten Carbide (Slot) Trochoidal Milling: Tool Life
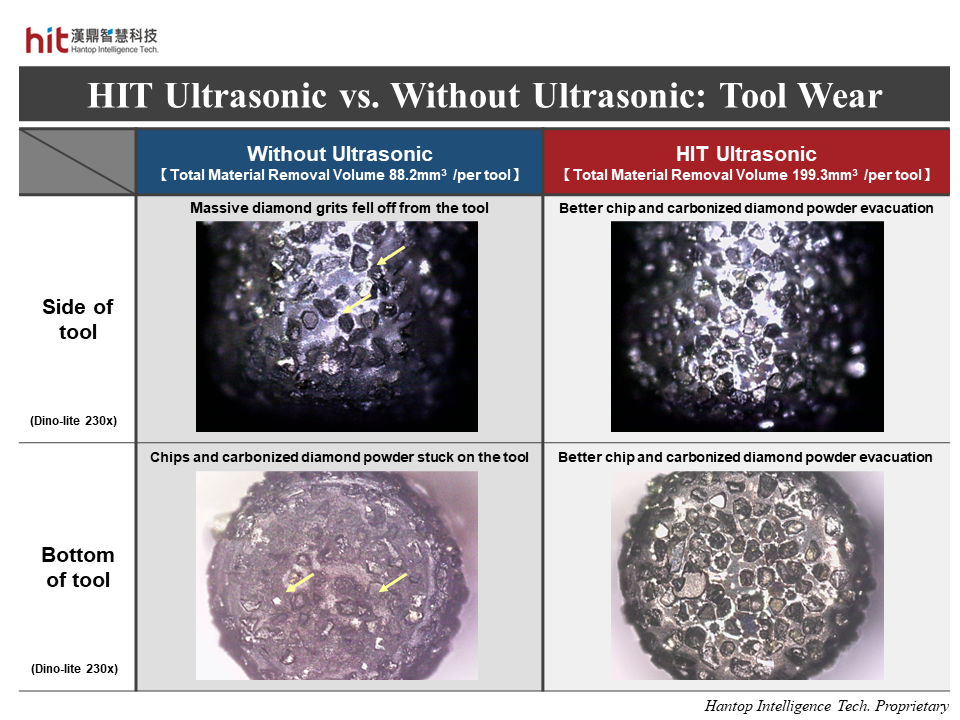
(Figure 4. HIT ultrasonic-assisted slot trochoidal milling of tungsten carbide brought better chip evacuation, preventing chips or carbonized diamond powder stuck on the tool)
- Better chip and carbonized diamond powder evacuation helps reduce friction between tool and workpiece, which then reduces the cutting forces. This not only prolongs the tool life, but also helps enhance over 2x higher material removal volume.
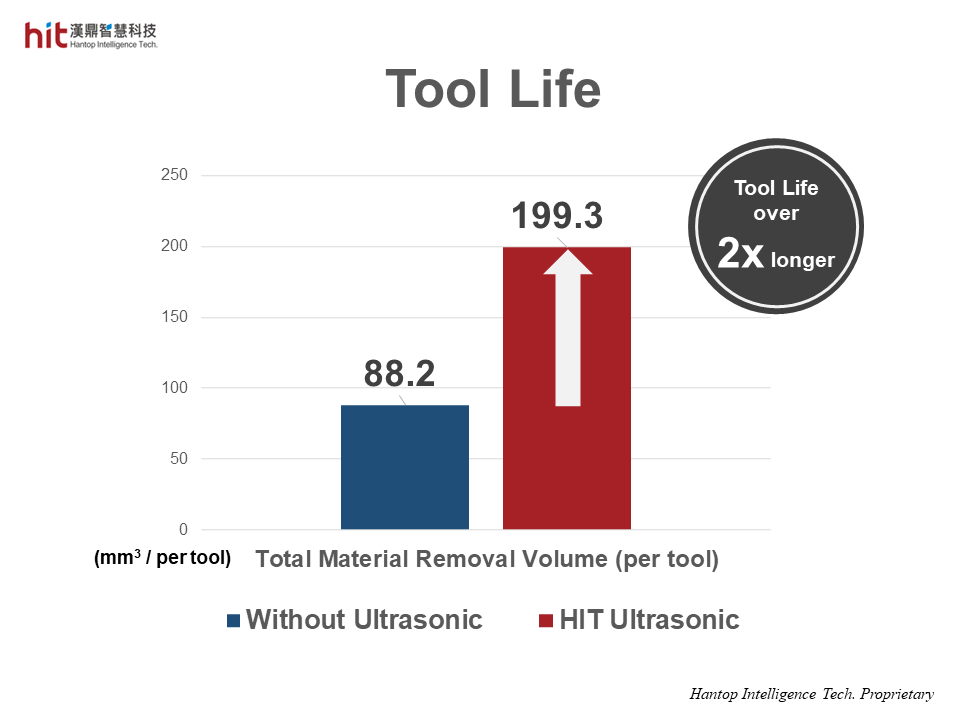
(Figure 5. HIT ultrasonic-assisted slot trochoidal milling of tungsten carbide helped reduce cutting forces and prolonged tool life, achieving over 2x higher total material removal volume)
HIT Ultrasonic Technology Achievements in (Slot) Trochoidal Milling of Tungsten Carbide
📈 Quality - smooth surface with 2x lower surface roughness
⚙️ Tool Life - over 2x longer with better chip evacuation