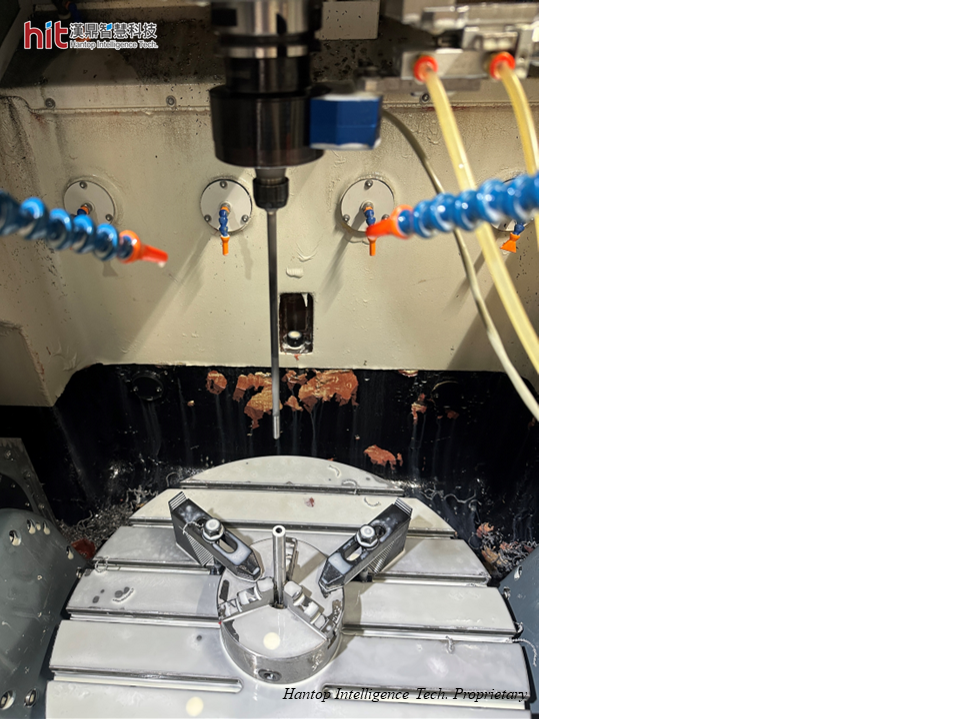
(图1. 使用汉鼎HSK-A63超声波加工模组辅助45号碳钢枪钻深孔加工)
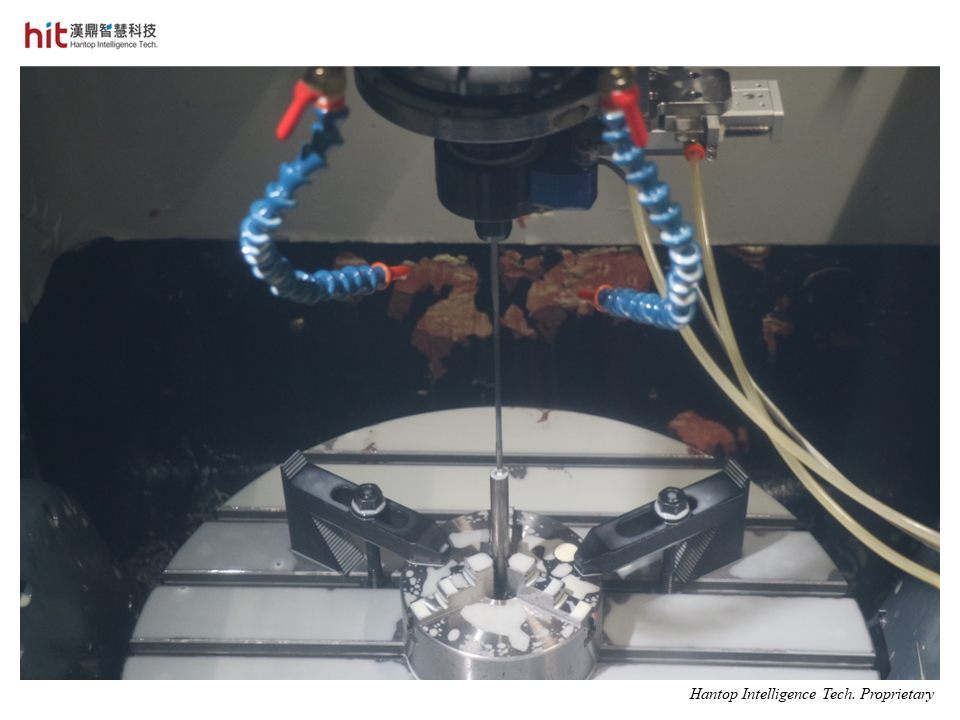
(图2. 汉鼎超声波辅助加工模组应用于45号碳钢枪钻深孔实际加工过程)
【汉鼎超声波】45号碳钢枪钻深孔加工:测试目标
使用汉鼎HSK-A63超声波加工模组,针对45号碳钢的超声波辅助枪钻深孔加工进行测试,目标是在CNC机台上,使用深孔枪钻,在保证钻孔质量符合客户验收标准的前提下,提高加工效率,并改善刀具寿命的稳定性。
【汉鼎超声波】45号碳钢枪钻深孔加工:加工结果
45号碳钢枪钻深孔加工:加工效率
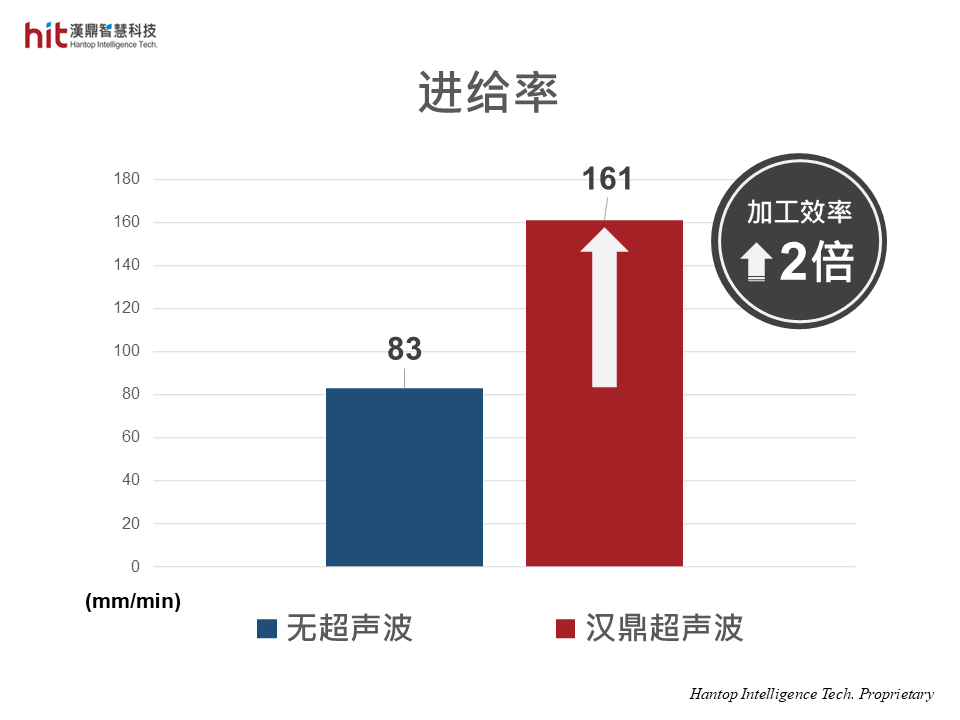
(图3. 使用汉鼎HSK-A63超声波加工模组辅助45号碳钢枪钻深孔加工, 进给率可提升2倍, 整体加工效率提升2倍)
- 在固定转速条件下,搭配汉鼎HSK-A63超声波辅助加工模组,进给率较原刀具厂商建议参数提高近2倍(从83mm/min提升至161mm/min),每转进给量也提升近2倍(从0.018mm/rev提升至0.035mm/rev),且中心出水压力仅开至40bar,整体加工效率提升2倍。
- 通过汉鼎超声波,有效降低切削阻力。借助进给率和每转进给量的提升,加速材料去除效率(Material Removal Rate,MRR),并通过超声波辅助断屑机制完成深孔加工。
45号碳钢枪钻深孔加工:钻孔质量
- 汉鼎超声波辅助加工能有效降低切削阻力,加工过程中刀具与工件间接触时间减少,从而显著降低切削热。在提高2倍进给率的高速加工条件下,仍能维持客户验收的工件质量。
- 加工完成后的工件经过剖孔处理,使用表面粗糙度测量仪对深孔孔壁质量进行检测。结果显示,即使采用高速工法加工,孔壁质量仍能与传统工法相当。
45号碳钢枪钻深孔加工:切屑形貌
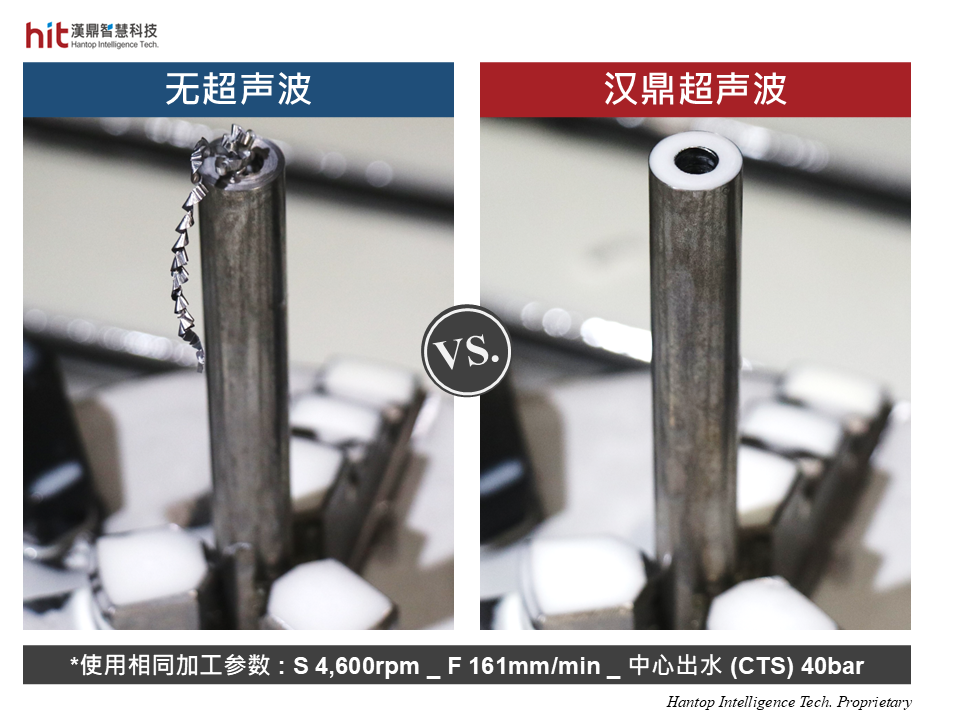
(图4. 使用汉鼎HSK-A63超声波加工模组辅助45号碳钢枪钻深孔加工, 使排屑过程更顺畅, 刀具不缠屑)
- 通过汉鼎超声波辅助加工,在提高2倍进给率的高速工法下,即使中心出水压力仅为40bar,超声波的高频微振动使排屑过程更加顺畅,刀具不易发生缠屑现象。
- 相较于无超声波加工,在相同出水压力下,刀具容易严重缠屑,深孔加工后刀具上附着的切屑被一同拖出工件外。

(图5. 使用汉鼎HSK-A63超声波加工模组辅助45号碳钢枪钻深孔加工, 切屑形貌变短且容易断屑)
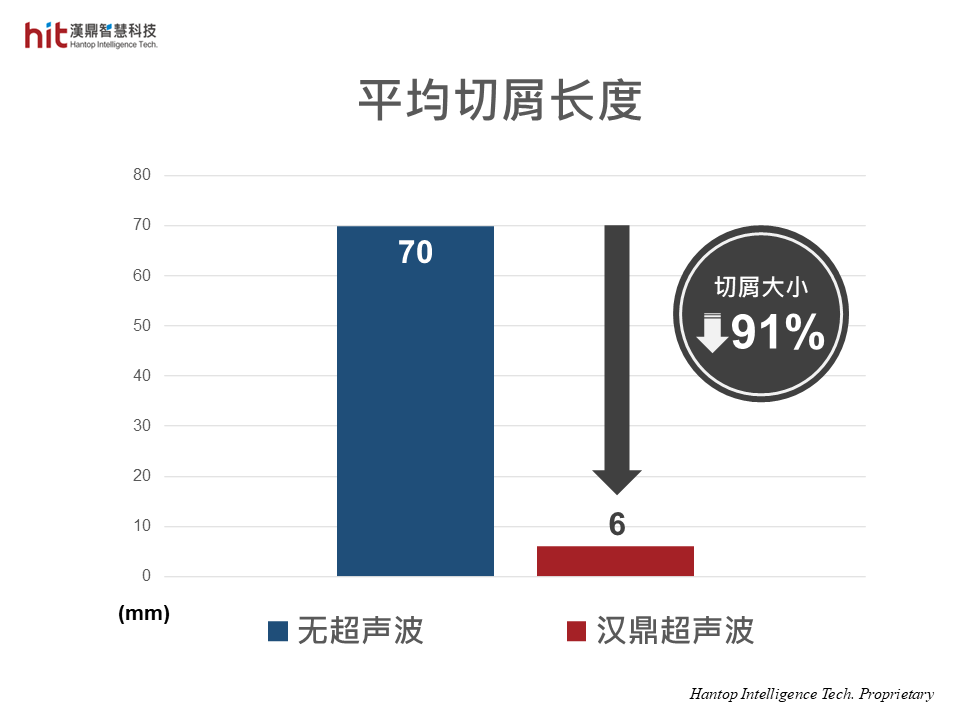
(图6. 使用汉鼎HSK-A63超声波加工模组辅助45号碳钢枪钻深孔加工, 平均切屑长度减少91%)
- 使用汉鼎超声波辅助加工,在提高2倍进给率的高速加工下,中心出水压力仅为40bar,超声波的高频振动可帮助切屑达到一定体积后自然断屑。切屑长度较无超声波加工缩短91%(从平均70mm减至6mm)。
- 切屑形貌从无超声波加工时的连续压扁状,转变为螺旋缠绕状,不易缠绕刀具,从而有效维持良好的钻孔质量并改善刀具寿命。
【汉鼎超声波】45号碳钢枪钻深孔加工:超声波效益
🕜 加工效率 - 提升2倍
📈 钻孔质量 - 保持稳定,符合客户验收标准
⚙️ 切屑长度 - 缩短91%,更易断屑