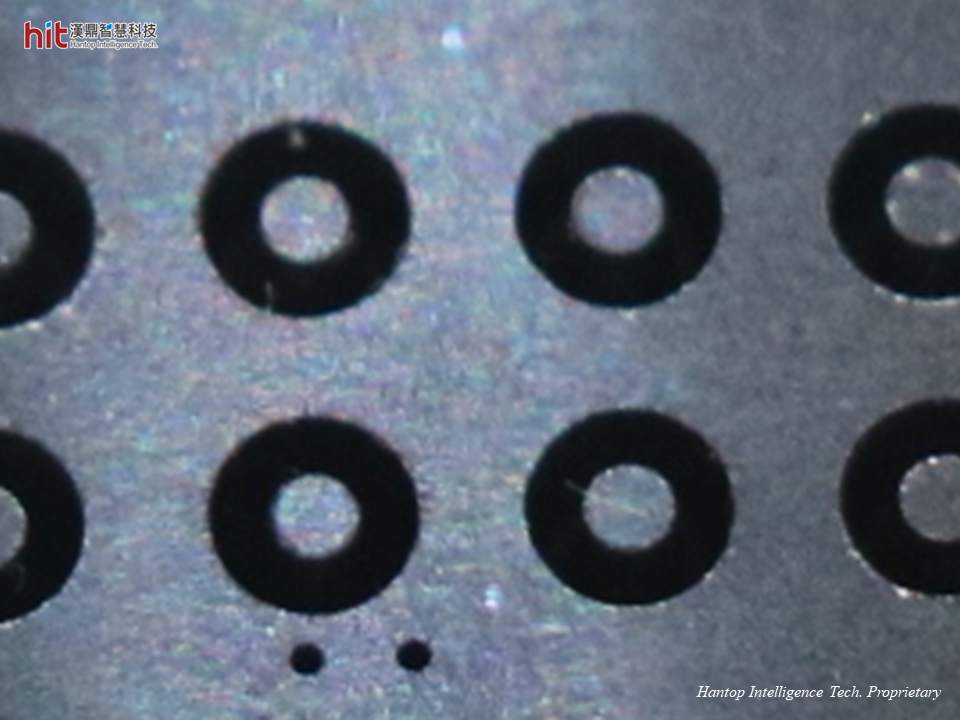
(Bild 1. Siliziumcarbid-Werkstück von HIT ultraschallunterstütztem G81-Bohren von Siliziumcarbid)
HITs Ziel beim G81-Bohren von Siliziumcarbid (SiC)
Das Ziel ist es zu sehen, wie die ultraschallunterstützte Bearbeitungstechnologie von HIT die Bearbeitung von G81-Bohren von Siliziumcarbid in Bezug auf Werkzeuglebensdauer und Bohrlochqualität verbessern kann.
Ergebnisse des Ultraschallunterstützten G81-Bohren von Siliziumcarbid (SiC)
G81-Bohren von Siliziumcarbid (SiC): Werkzeug Lebensdauer
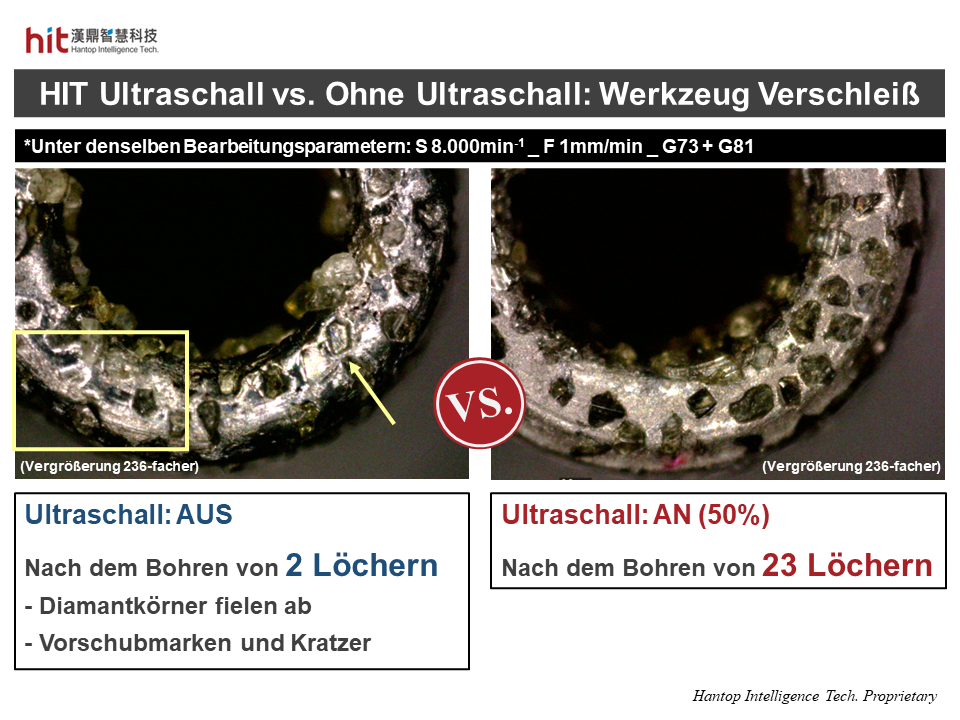
(Bild 2. Das HIT HSK-E40 Ultraschallbearbeitungsmodul wurde beim G81-Bohren von Siliziumcarbid verwendet, was den Werkzeugverschleiß erheblich reduzierte)
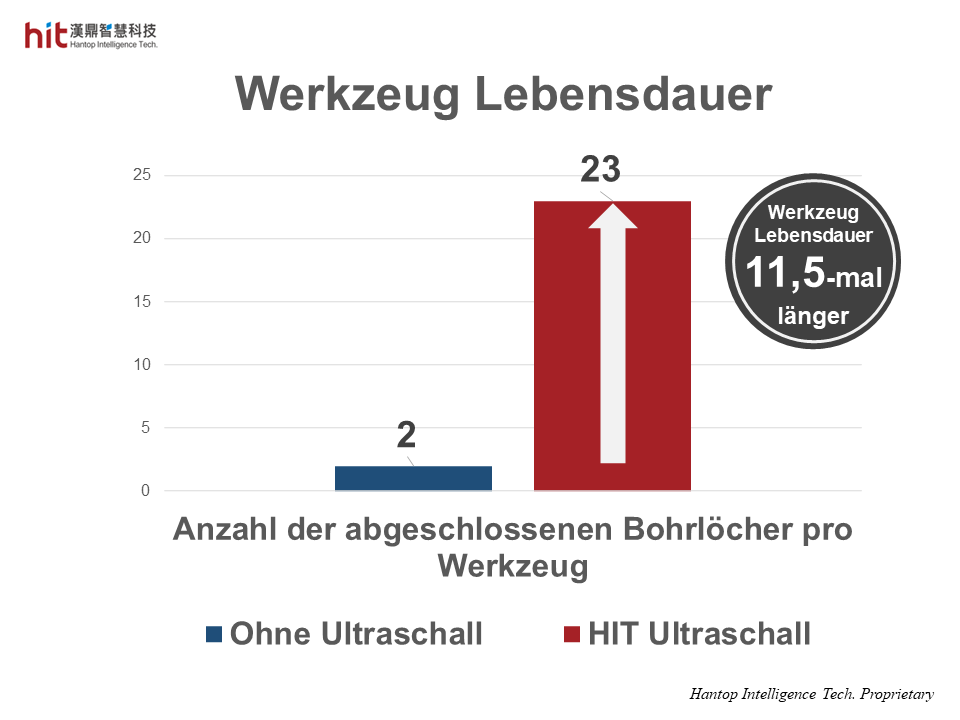
(Bild 3. Die Werkzeuglebensdauer war 11,5-mal länger mit dem ultraschallunterstützten G81-Bohren von Siliziumcarbid von HIT)
*Originalprozess und Parameter, die vom Werkzeuglieferanten vorgeschlagen wurden: S 8.000min-1 _ F 1mm/min _ Q 0,02mm _ G83
- Mit dem HIT-Ultraschall half die Hochfrequenz-Mikrovibration in Z-Richtung, die Schnittkraft zu reduzieren.
- Das Werkzeug war nicht ständig mit dem Werkstück in Kontakt, zusammen mit der Funktion Kühlmittelfluss durch die Spindel (TSC) half es, die entstehende Schnittwärme zu entfernen.
- Die Werkzeuglebensdauer kann somit bei hervorragender Bohrlochqualität 11,5-mal länger sein.
G81-Bohren von Siliziumcarbid (SiC): Lochqualität
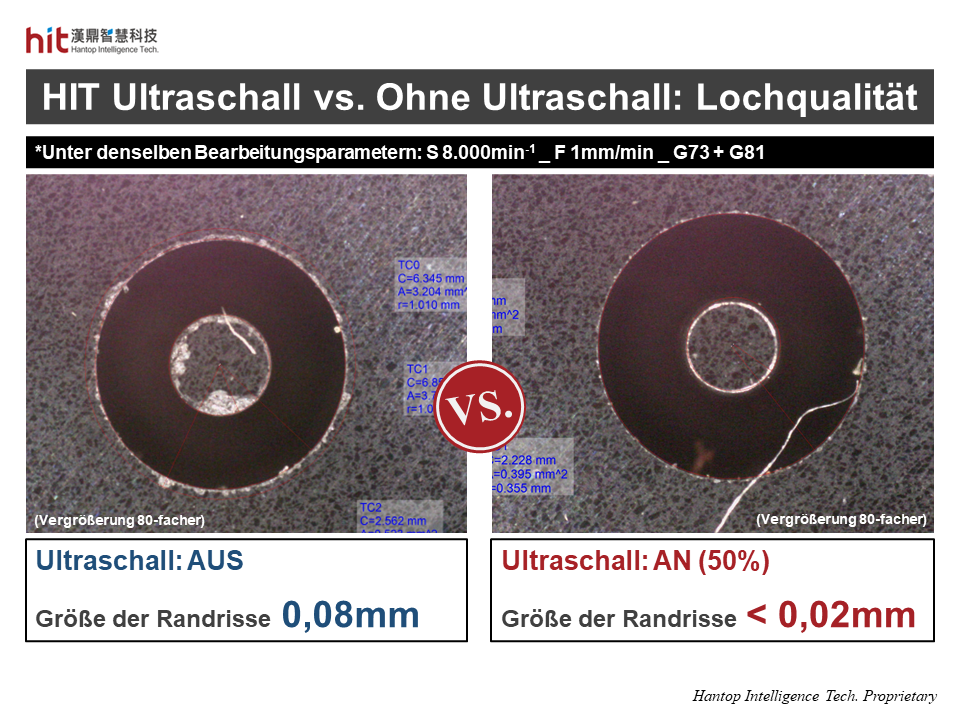
(Bild 4. Das HIT HSK-E40 Ultraschallbearbeitungsmodul wurde beim G81-Bohren von Siliziumcarbid verwendet, was zu kleineren Randrissen führte)
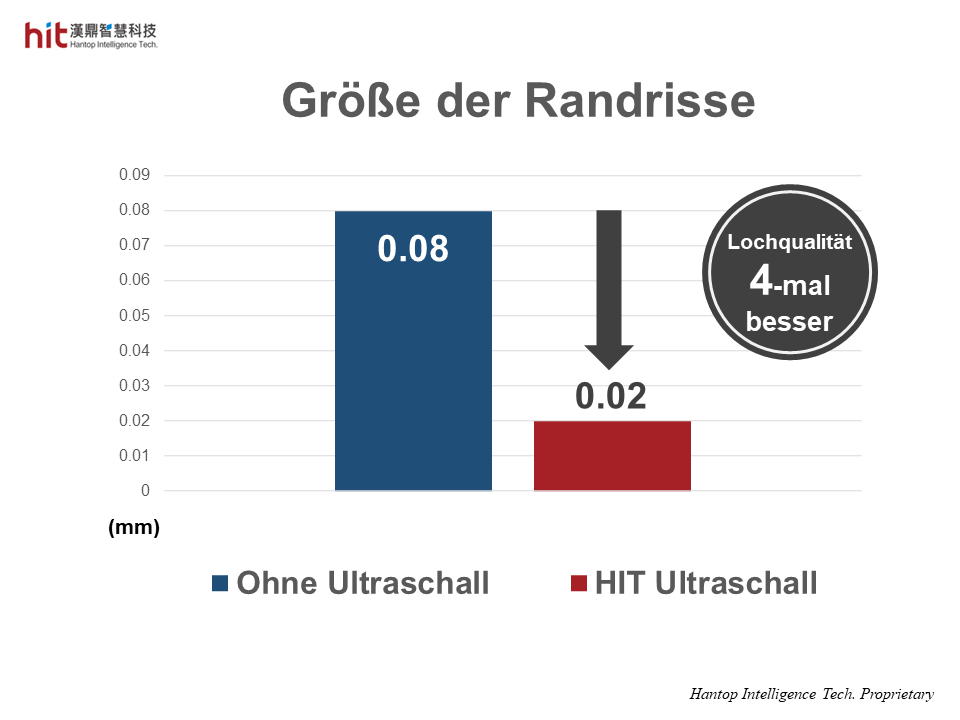
(Bild 5. Die Bohrlochqualität war 4-mal besser mit dem ultraschallunterstützten G81-Bohren von Siliziumcarbid von HIT)
- Der ultraschallunterstützte Bearbeitungsmechanismus zusammen mit dem Kühlmittelfluss durch die Spindel (TSC) ermöglichte eine bessere Spülung der keramischen Partikel im G81-Prozess.
- Die große Reduktion der Schnittkraft und der Schnittwärme trug zu weniger Werkzeugverschleiß und längerer Werkzeuglebensdauer bei, was half, eine hervorragende Bohrlochqualität zu erhalten.
Errungenschaften der HIT-Ultraschall Bearbeitungs Technologie
⚙️ Werkzeug Lebensdauer - 11,5-mal länger
📈 Lochqualität - 4-mal besser (Reduzierung der Größe der Randrisse)