
(Figura 1. El módulo de mecanizado ultrasónico HIT HSKA63-R30 fue utilizado en el Fresado Lateral de Acero para Moldes STAVAX)
La meta de HIT en el Fresado Lateral de Acero para Moldes STAVAX
El objetivo es mejorar el desgaste de la herramienta mientras se mantiene una alta calidad de la pieza a una velocidad de corte elevada con el módulo de mecanizado ultrasónico HSKA63-R30.
Resultados de Fresado Lateral de Acero para Moldes STAVAX asistido por ultrasonido de HIT
Fresado Lateral de Acero para Moldes STAVAX: Formación de Virutas de Corte

(Figura 2. Con el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado Lateral de Acero para Moldes STAVAX, el calor de corte puede ser eliminado de manera efectiva)
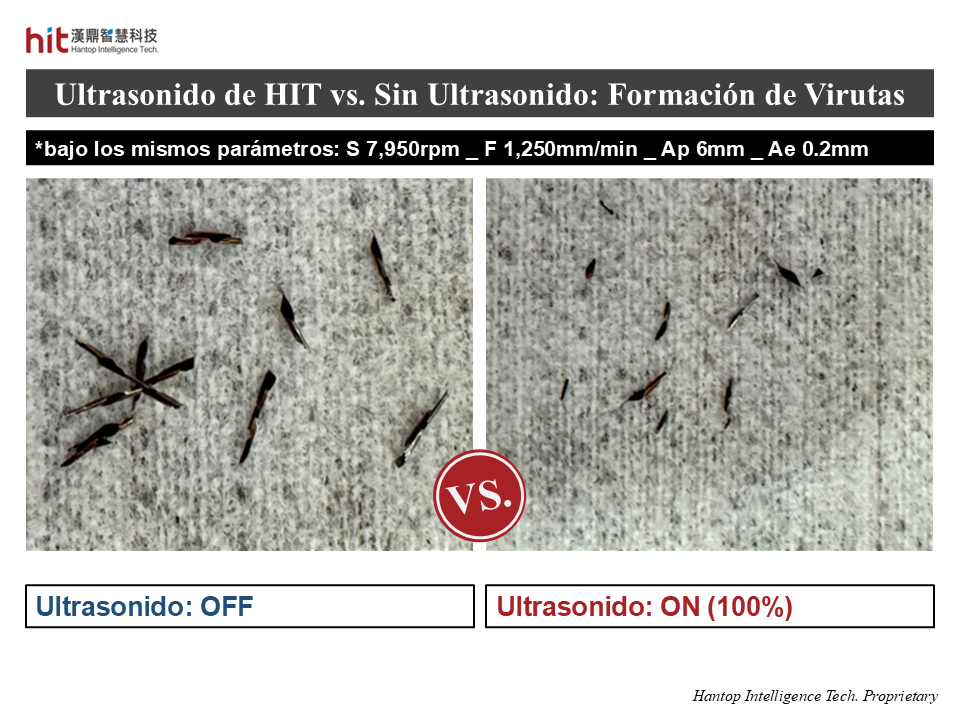
(Figura 3. Con el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado Lateral de Acero para Moldes STAVAX, las Virutas de Corte se volvieron más cortas y pequeñas)
- Para optimizar el proceso de Fresado Lateral del Acero para Moldes STAVAX con el módulo ultrasónico de HIT, el cambio en el mecanismo de corte ayudó a reducir el calor de corte.
- Las virutas de corte se separaron fácilmente mediante ultrasonido debido a la baja ductilidad y maleabilidad del material.
- A alta velocidad de corte sin ultrasonido, se generaba un calor de corte elevado, lo que provocaba un cambio drástico de color en las virutas de corte.
Fresado Lateral de Acero para Moldes STAVAX: Vida útil de la Herramienta
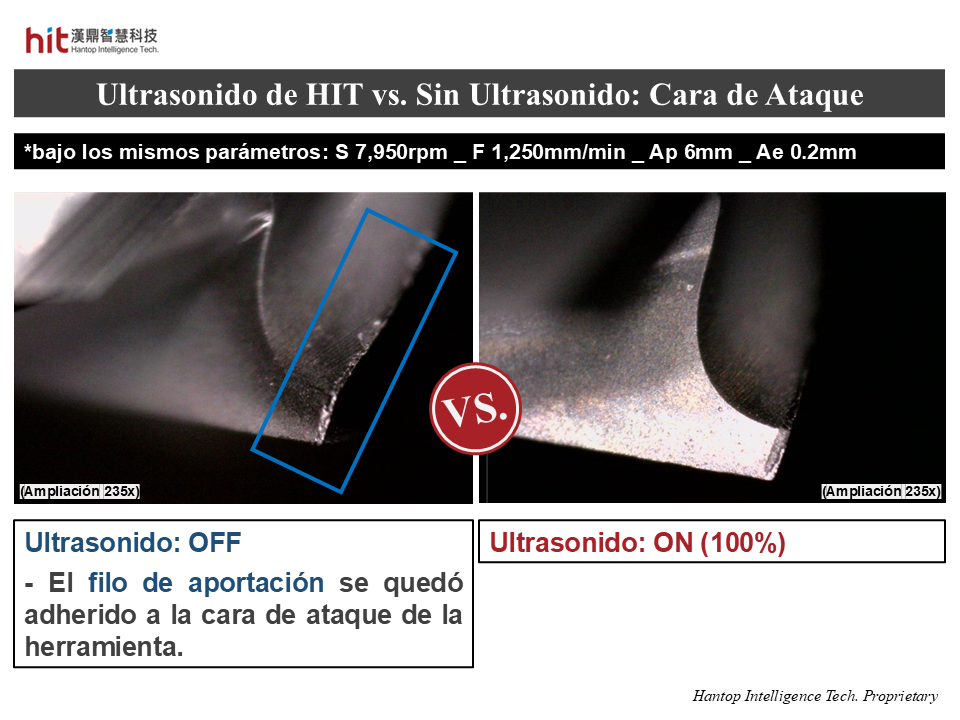
(Figura 4. Con el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado Lateral de Acero para Moldes STAVAX, se ayuda a reducir la aparición de filo de aportación)
- Al utilizar el módulo ultrasónico de HIT para optimizar el proceso de Fresado Lateral del Acero para Moldes STAVAX, las virutas de corte se separaron y eliminaron fácilmente gracias al mecanismo de corte ultrasónico. Esto ayudó a evitar que el filo de aportación se adhiriera a la herramienta, reduciendo el desgaste en la cara de ataque.
- A alta velocidad de corte sin ultrasonido, más filo de aportación se adhería a la cara de ataque debido al calor excesivo de corte.
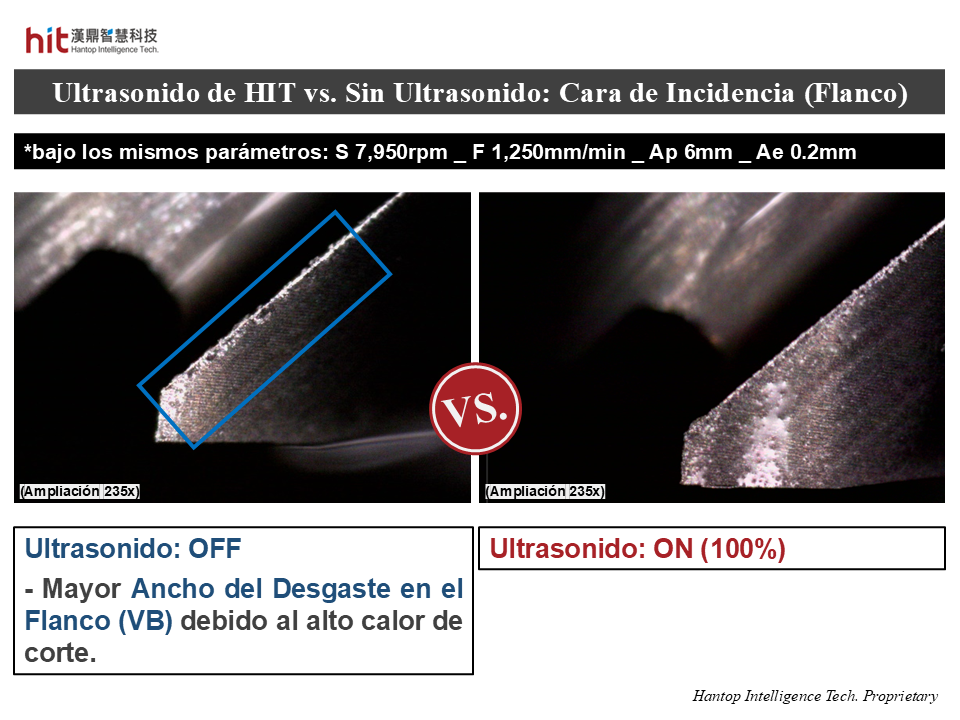
(Figura 5. Con el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado Lateral de Acero para Moldes STAVAX, se ayuda a reducir el ancho del desgaste en el flanco)
- Al utilizar el módulo ultrasónico de HIT para optimizar el proceso de Fresado Lateral del Acero para Moldes STAVAX, la microvibración de alta frecuencia ayudó a eliminar el calor de corte, lo que redujo el desgaste de la herramienta.
- A alta velocidad de corte sin ultrasonido, el alto calor de corte y las virutas de corte aumentaban la fuerza de corte. Esto provocaba un desgaste serio de la herramienta con un mayor ancho del desgaste en el flanco (VB).
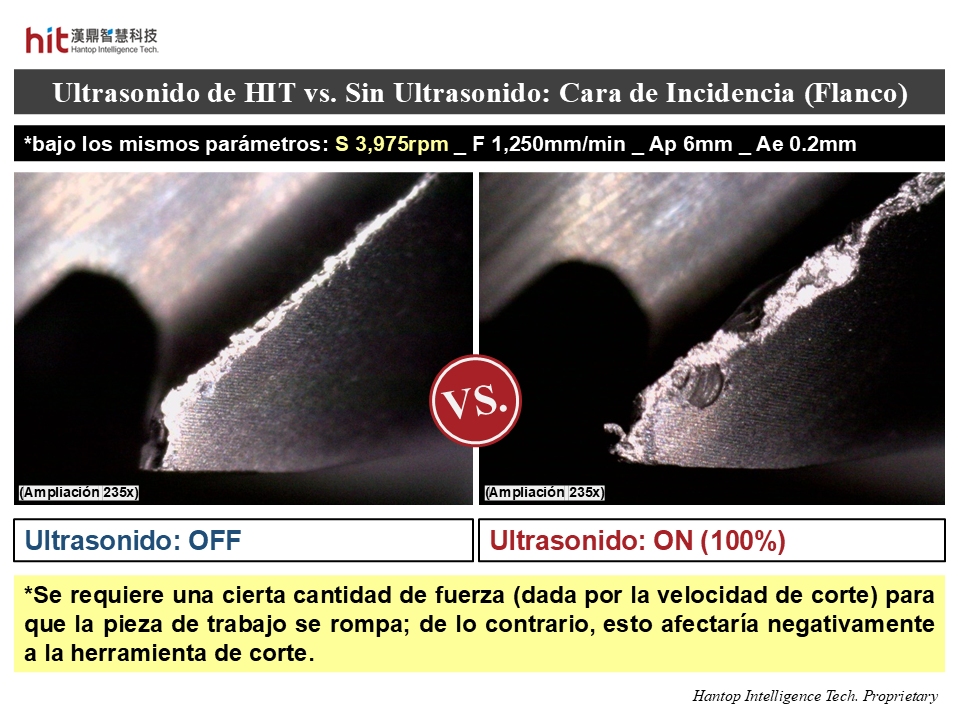
(Figura 6. Con el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado Lateral de Acero para Moldes STAVAX, una velocidad de corte baja aumentaría la fuerza de corte, causando un desgaste serio de la herramienta)
- Se requiere una cierta cantidad de fuerza (determinada por la velocidad de corte) para romper la pieza de trabajo, especialmente al tratar con materiales de acero endurecido como STAVAX.
- Basado en el estado de la herramienta con y sin ultrasonido, no se recomienda una velocidad de corte baja (3,975rpm; el parámetro optimizado es 7,950rpm) para este proceso.
Logros Tecnológicos del Mecanizado Ultrasonido de HIT en el Fresado Lateral de Acero para Moldes STAVAX
📈 Formación de Virutas de Corte - Elimina eficazmente el calor de corte, y las virutas de corte pueden ser fácilmente separadas mediante ultrasonido
⚙️ Vida útil de la Herramienta - Reduce significativamente el desgaste de la herramienta y la aparición de filo de aportación