(圖1. 漢鼎超音波輔助氧化鋁Aluminum Oxide陶瓷深鑽孔薄壁加工工件)

(圖2. 氧化鋁Aluminum Oxide陶瓷深鑽孔薄壁加工使用漢鼎超音波刀把HSK-E40)
【漢鼎超音波】氧化鋁(Aluminum Oxide,Al2O3)陶瓷深鑽孔薄壁加工:測試目標
針對氧化鋁(Aluminum Oxide,Al2O3)陶瓷的超音波輔助深鑽孔薄壁加工測試,目標為在10.5倍徑深比,且孔壁厚僅0.2mm的深鑽孔薄壁加工,測試漢鼎超音波之效益。
【漢鼎超音波】氧化鋁(Aluminum Oxide,Al2O3)陶瓷深鑽孔薄壁加工:加工結果
氧化鋁(Aluminum Oxide,Al2O3)陶瓷深鑽孔薄壁加工:加工效率
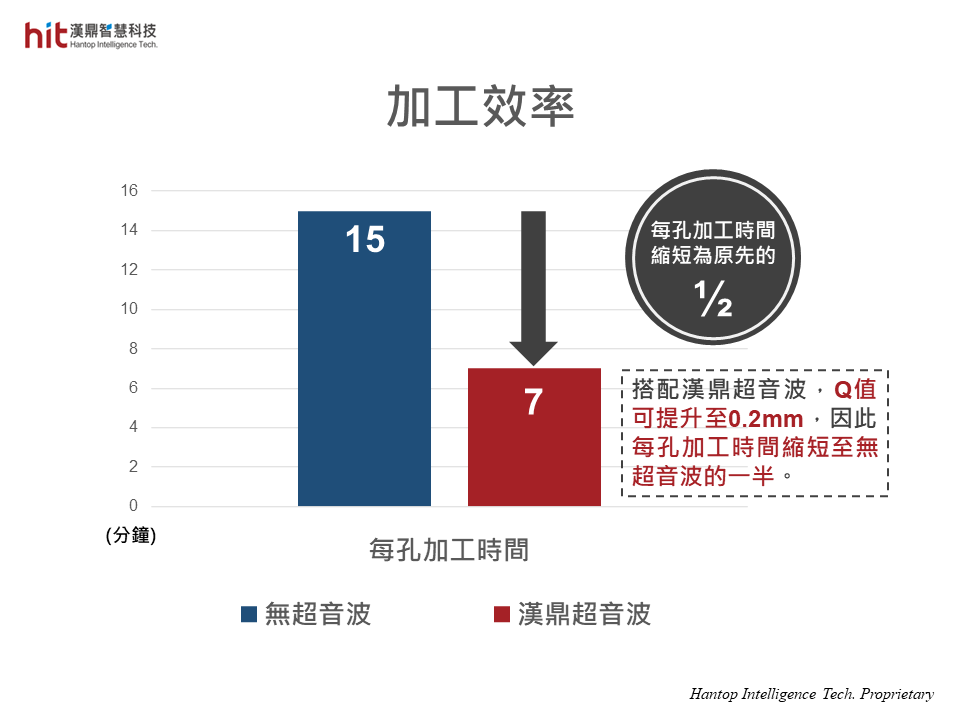
(圖3. 使用漢鼎超音波輔助氧化鋁Aluminum Oxide陶瓷深鑽孔薄壁加工, 每孔加工時間縮短為原先的一半)
- 使用漢鼎超音波輔助加工,在進給率固定的加工條件下,Q值可提升1.5倍至0.2mm(原參數之Q值為0.08mm),且對鑽孔品質無顯著影響。
- Q值提升後,在鑽孔品質穩定的情況下,每孔加工時間縮短為原加工時間的一半(每孔加工時間從15分鐘降低至7分鐘)。
氧化鋁(Aluminum Oxide,Al2O3)陶瓷深鑽孔薄壁加工:鑽孔品質
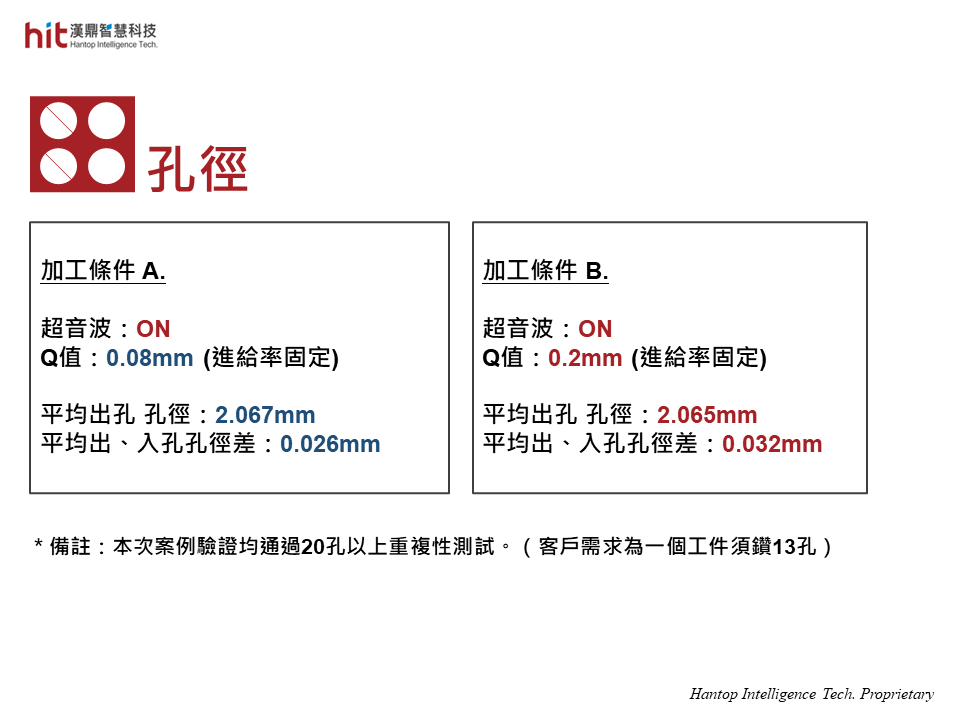
(圖4. 使用漢鼎超音波輔助氧化鋁Aluminum Oxide陶瓷深鑽孔薄壁加工, 在高速工法下, 孔徑品質穩定)
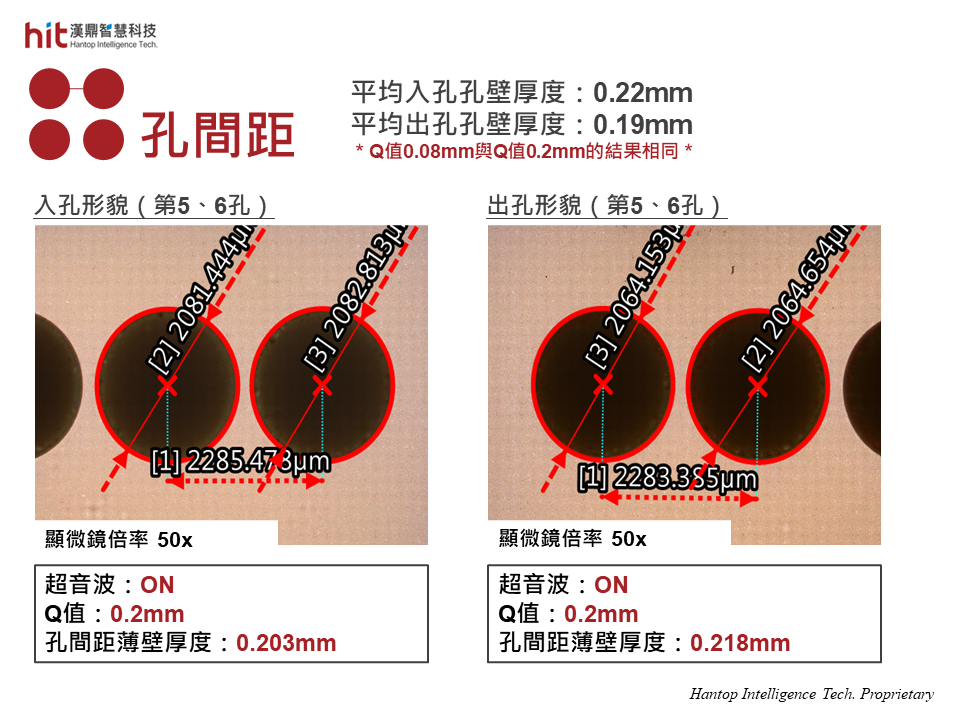
(圖5. 使用漢鼎超音波輔助氧化鋁Aluminum Oxide陶瓷深鑽孔薄壁加工, 在高速工法下, 孔壁精度品質穩定, 有效抑制喇叭孔/錐孔)
- 使用漢鼎超音波輔助加工,加工效率提升,Q值從0.08mm提升至0.2mm,對鑽孔品質無顯著影響。
- 超音波輔助加工技術,高頻率的微振動,幫助降低切削阻力,在高速工法加工下,有效抑制喇叭孔/錐孔的產生。
氧化鋁(Aluminum Oxide,Al2O3)陶瓷深鑽孔薄壁加工:刀具壽命
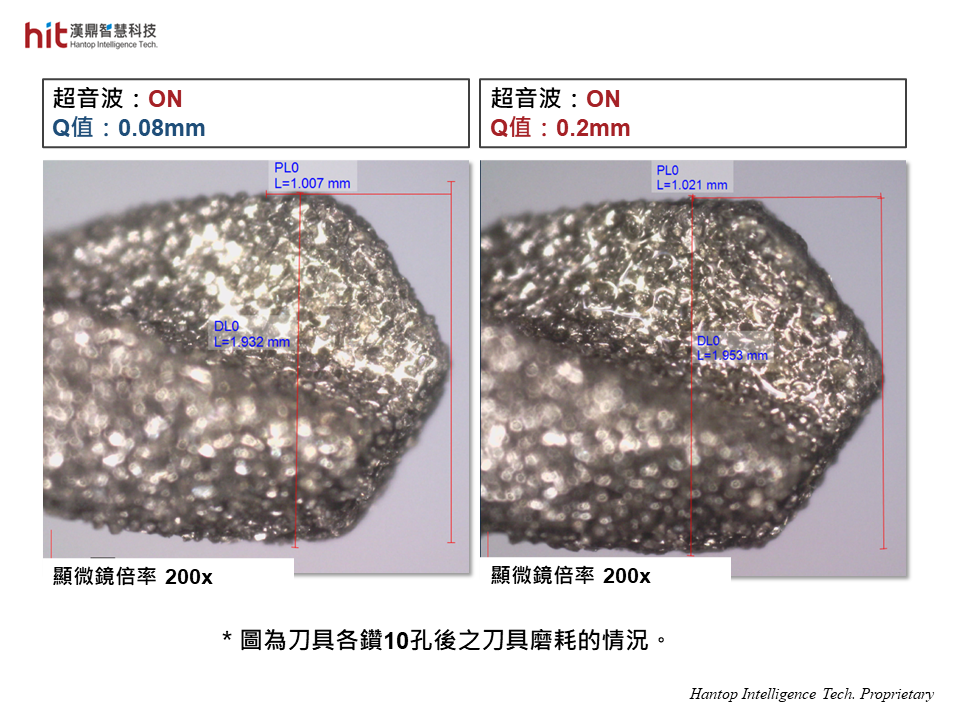
(圖6. 使用漢鼎超音波輔助氧化鋁Aluminum Oxide陶瓷深鑽孔薄壁加工, 分別在Q0.08及Q0.2的加工條件下, 刀具磨耗狀況無顯著差異, 高速工法下, 刀具壽命穩定)
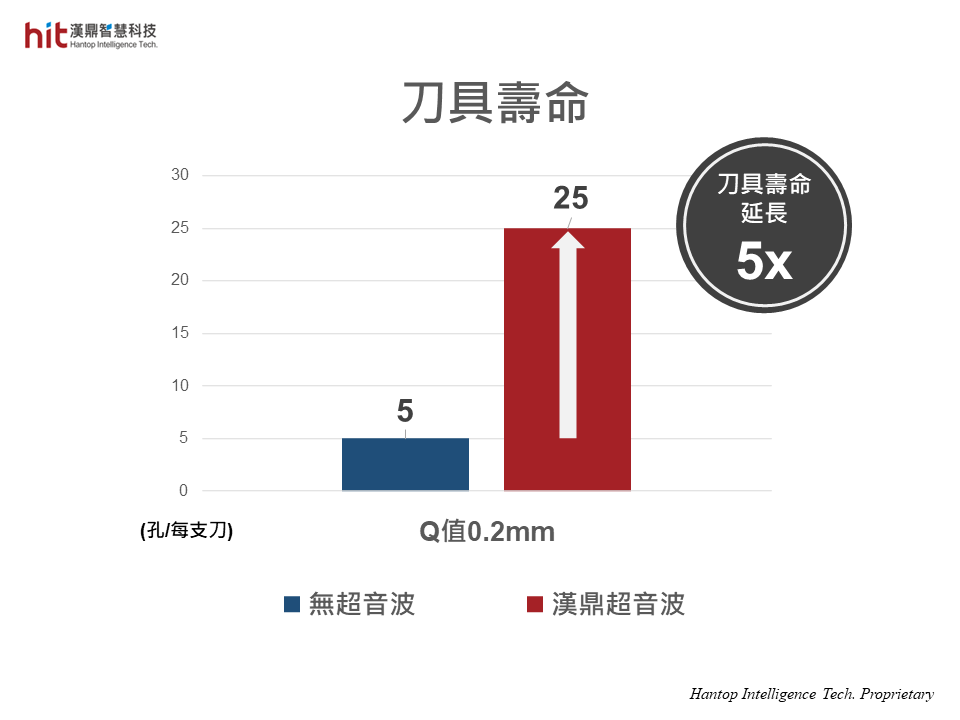
(圖7. 使用漢鼎超音波輔助氧化鋁Aluminum Oxide陶瓷深鑽孔薄壁加工, 在高速工法下, 刀具壽命延長5倍)
- 當Q值從0.08mm提升至0.2mm,在無超音波的情況下,刀具僅鑽至5孔即斷刀。
- 使用漢鼎超音波輔助加工,當Q值提升後,刀具磨耗狀況在顯微鏡下並無顯著差異,且在鑽孔品質穩定的條件下,刀具可鑽至25孔,整體刀具壽命提升5倍。
【漢鼎超音波】氧化鋁(Aluminum Oxide,Al2O3)陶瓷深鑽孔薄壁加工:超音波效益
🕜 加工效率 - 相較原製程,僅須一半的加工時間 (從每孔15分鐘下降至每孔7分鐘)
📈 鑽孔品質 - 穩定
⚙️ 刀具壽命 - 提升5倍