(Figure 1. HIT ultrasonic-assisted machining on micro-drilling of SiC silicon carbide workpiece)

(Figure 2. HSK-E40 ultrasonic toolholder was used on SiC silicon carbide micro-drilling)
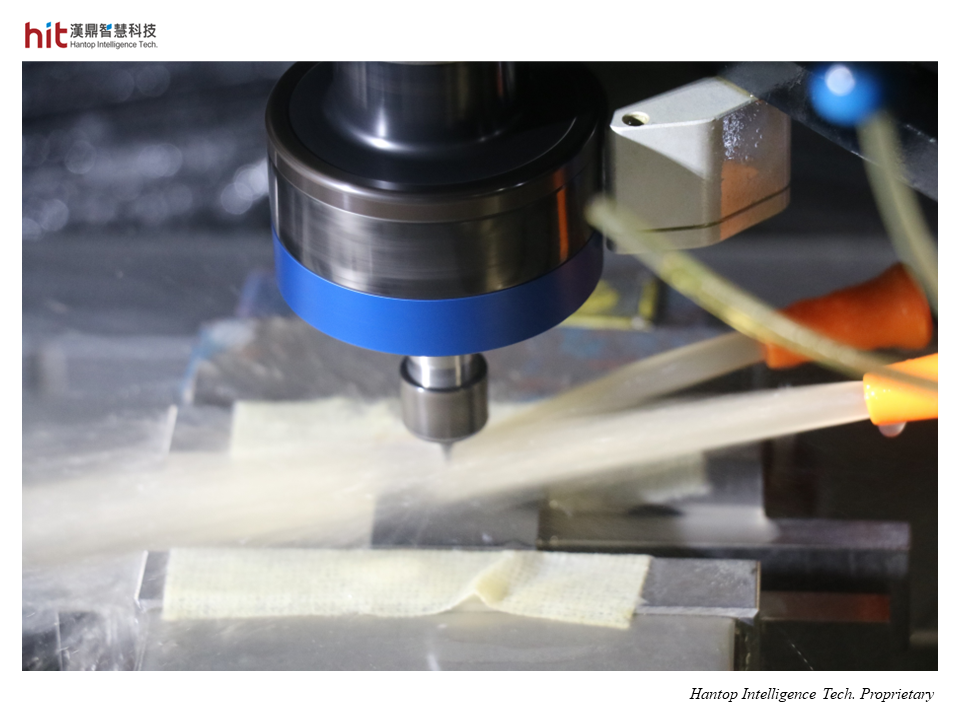
(Figure 3. HIT ultrasonic-assisted machining process on micro-drilling of SiC silicon carbide)
HIT's Goal in Machining SiC (Silicon Carbide)
The goal is to see how HIT ultrasonic-assisted machining technology can benefit the machining of micro-drilling on SiC (Silicon Carbide) in terms of the drilling hole quality.
Ultrasonic-Assisted Machining SiC (Silicon Carbide) Results
SiC (Silicon Carbide) Micro-Drilling : Hole Quality
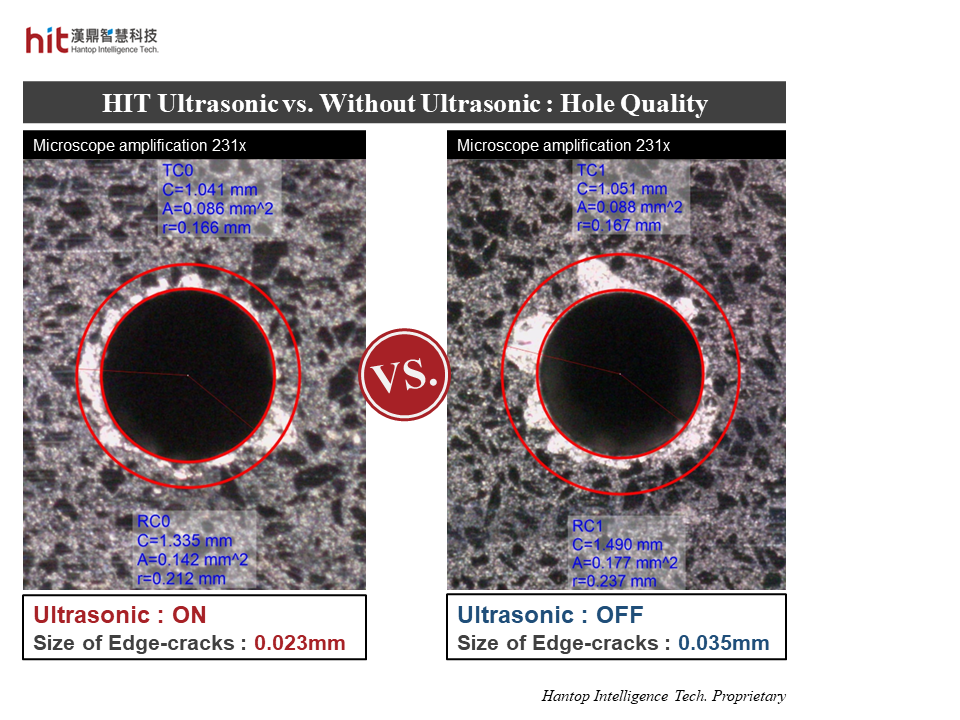
(Figure 4. the comparison of hole quality between HIT Ultrasonic and Without Ultrasonic on micro-drilling of SiC silicon carbide)
- With HIT Ultrasonic, the high frequency micro-vibration in Z-axis direction helped reduce cutting forces and worked as peck-drilling. This resulted in better material and chip removal, and achieved 1.5x reduction in the size of edge-cracks (from 0.035mm to 0.023mm).
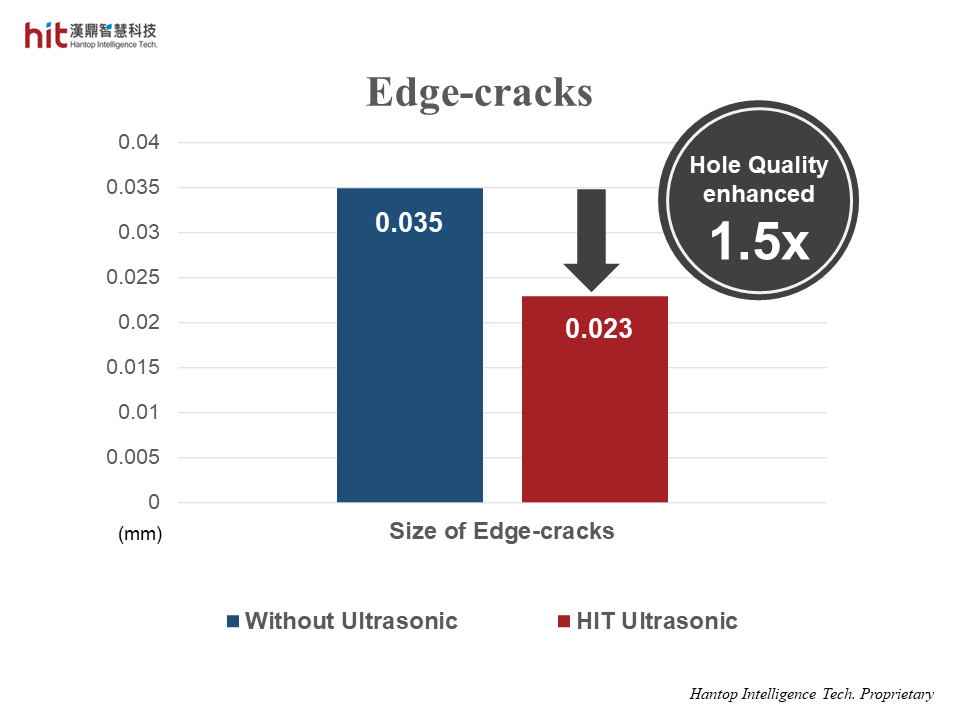
(Figure 5. the hole quality was enhanced 1.5x for the reduction in edge-cracks with HIT Ultrasonic on micro-drilling of SiC silicon carbide)
SiC (Silicon Carbide) Micro-Drilling : Tool Life
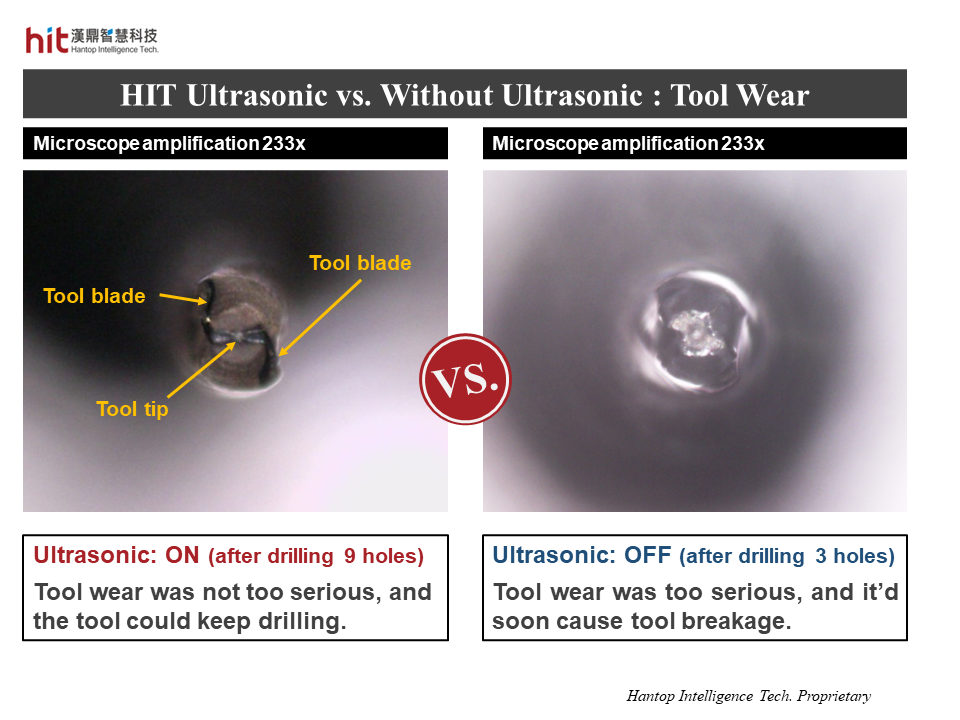
(Figure 6. HIT ultrasonic-assisted machining of SiC silicon carbide micro-drilling helped greatly reduce tool wear)
- The reduction in cutting forces helped with easier material removal. The tool constantly lifting from workpiece allowed for easier inflow of cutting fluid to remove chips and cutting heat. This helped achieve 3x longer tool life, compared to that without ultrasonic. The tool wear was not too serious, and the tool could keep drilling, while without ultrasonic, the tool wear was too serious, and it would soon cause tool breakage.
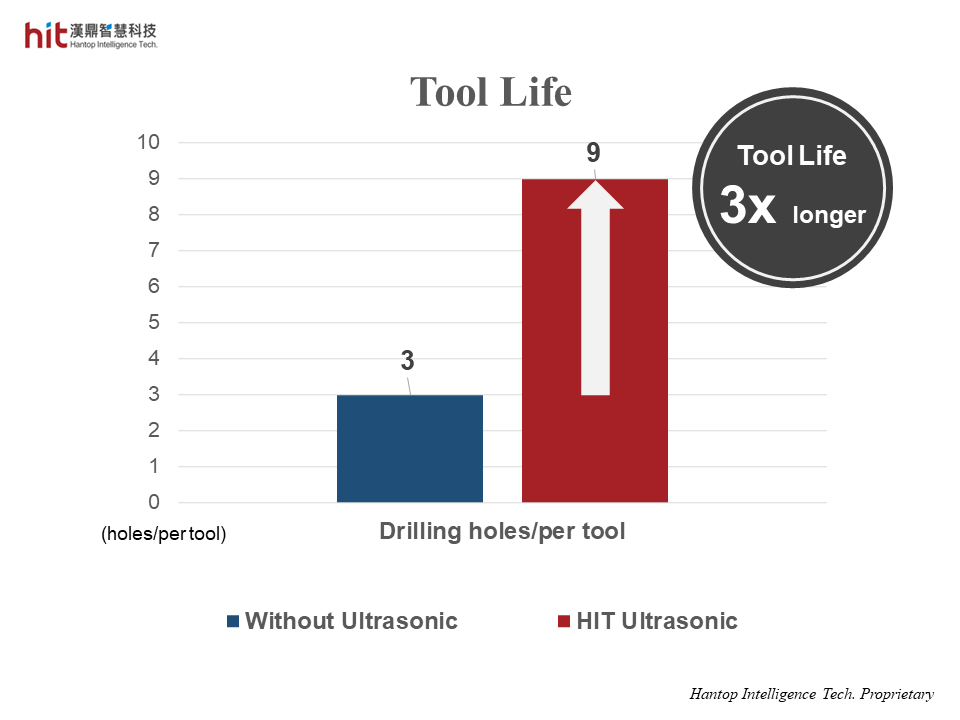
(Figure 7. HIT ultrasonic-assisted machining of SiC silicon carbide micro-drilling helped achieve 3x longer tool life compared to that without ultrasonic)
HIT Ultrasonic Machining Technology Achievements
With HIT Ultrasonic optimized parameters,
📈 Hole Quality - enhanced 1.5x, reduction in size of edge-cracks
⚙️ Tool Life - 3x longer