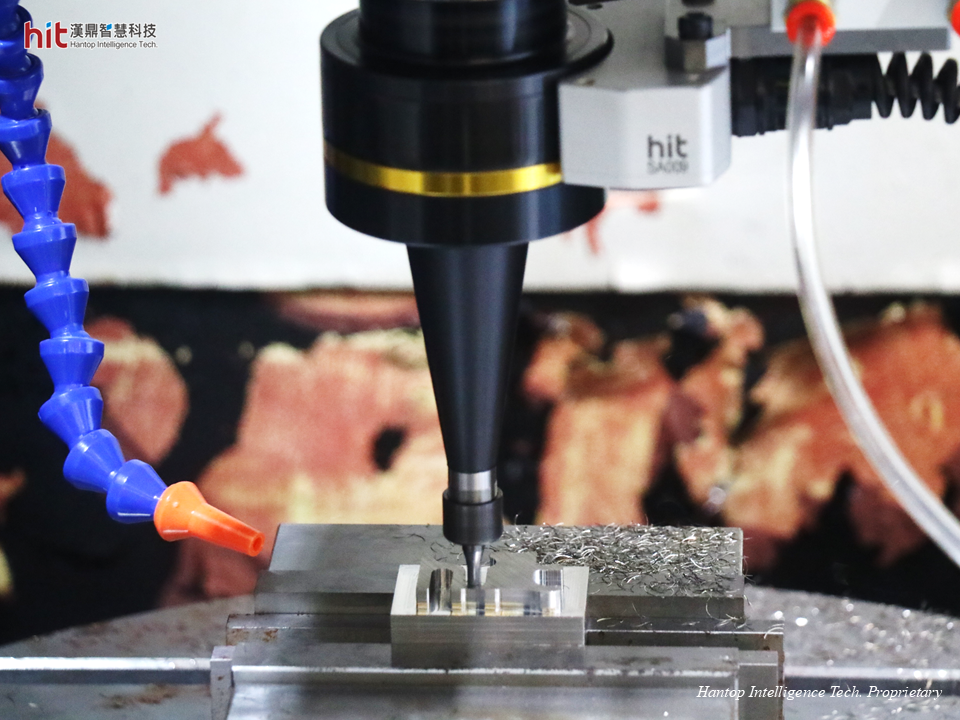
(Figura 1. Se utilizó el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX)
La meta de HIT en el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX
El objetivo es mejorar la eficiencia del mecanizado y reducir el desgaste de la herramienta manteniendo una alta calidad de la pieza de trabajo a baja velocidad de rotación con el Módulo de Mecanizado Ultrasónico HIT HSKA63-R30.
Resultados de Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX asistido por ultrasonido de HIT
Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX: Eficiencia de Mecanizado
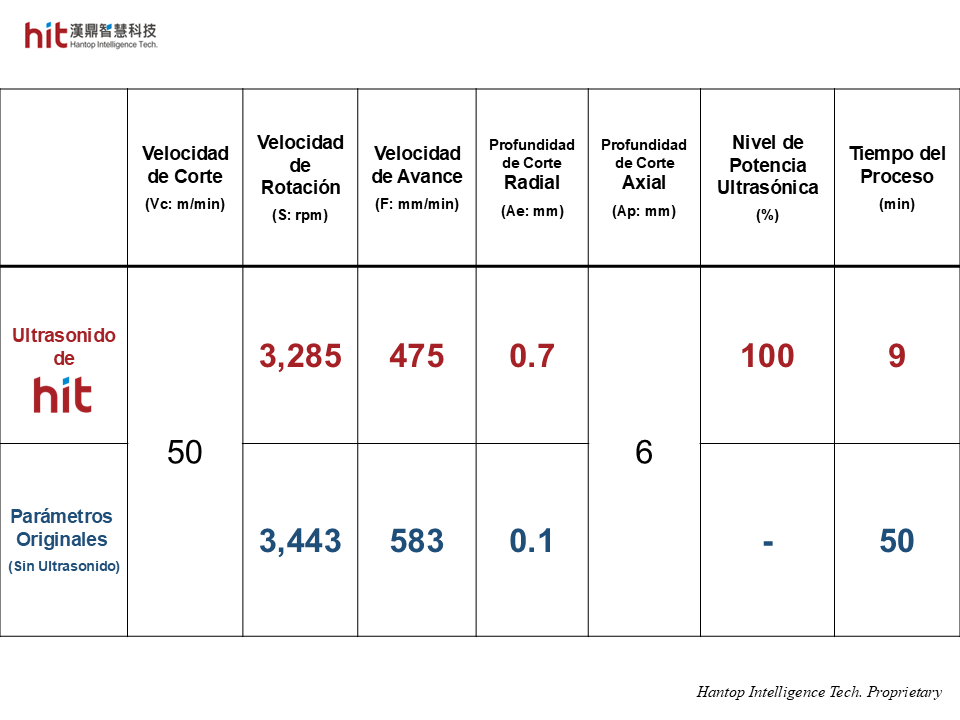
(Figura 2. Con el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX, el tiempo total del proceso se puede reducir aumentando la profundidad de corte radial a baja velocidad de rotación en comparación con el proceso original)
- Para optimizar el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX con tecnología ultrasónica de HIT, la microvibración de alta frecuencia ayudó a reducir la fuerza de corte y el calor a baja velocidad de rotación.
- La profundidad de corte radial (Ae) puede mejorarse en comparación con el proceso original. Esto acortó eficazmente el tiempo total del proceso (de 50 minutos a 9 minutos para completar una pieza de trabajo), logrando una eficiencia de mecanizado 5.5 veces mayor.
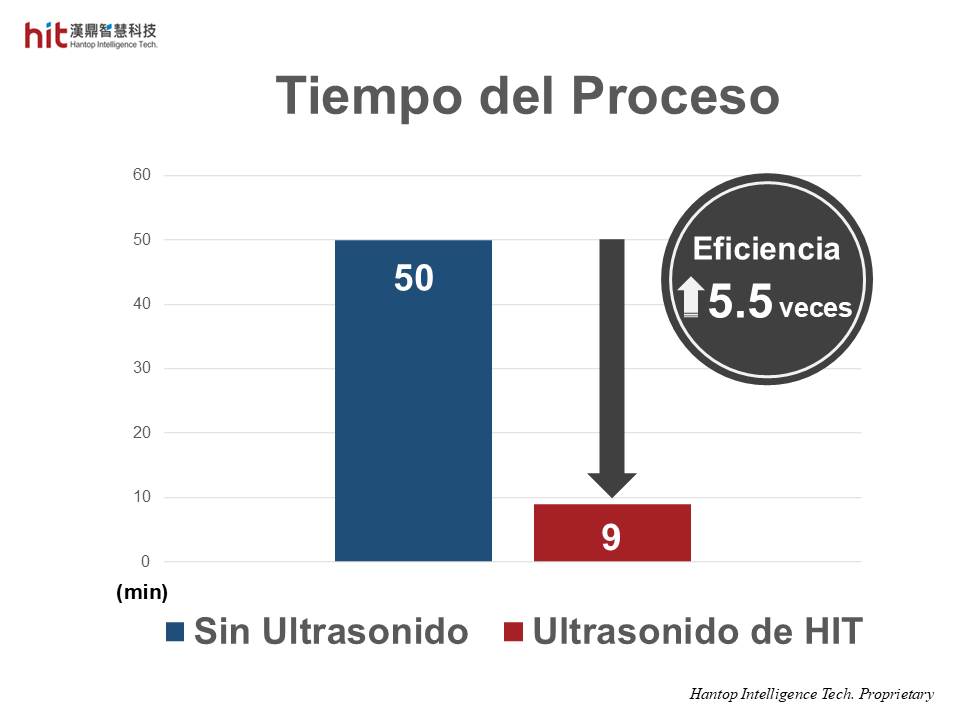
(Figura 3. Con el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX, la eficiencia de mecanizado puede ser 5.5 veces mayor en comparación con el proceso original)
Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX: Vida útil de la Herramienta
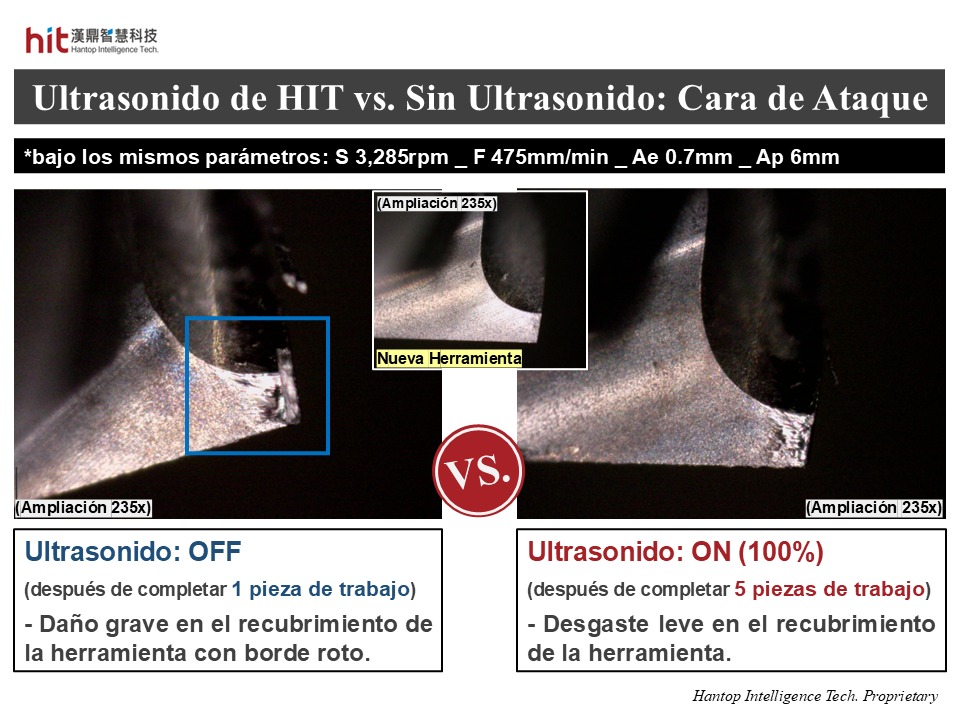
(Figura 4. Con el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX, la herramienta de corte solo presentó desgaste leve tras completar 5 piezas de trabajo utilizando parámetros optimizados)
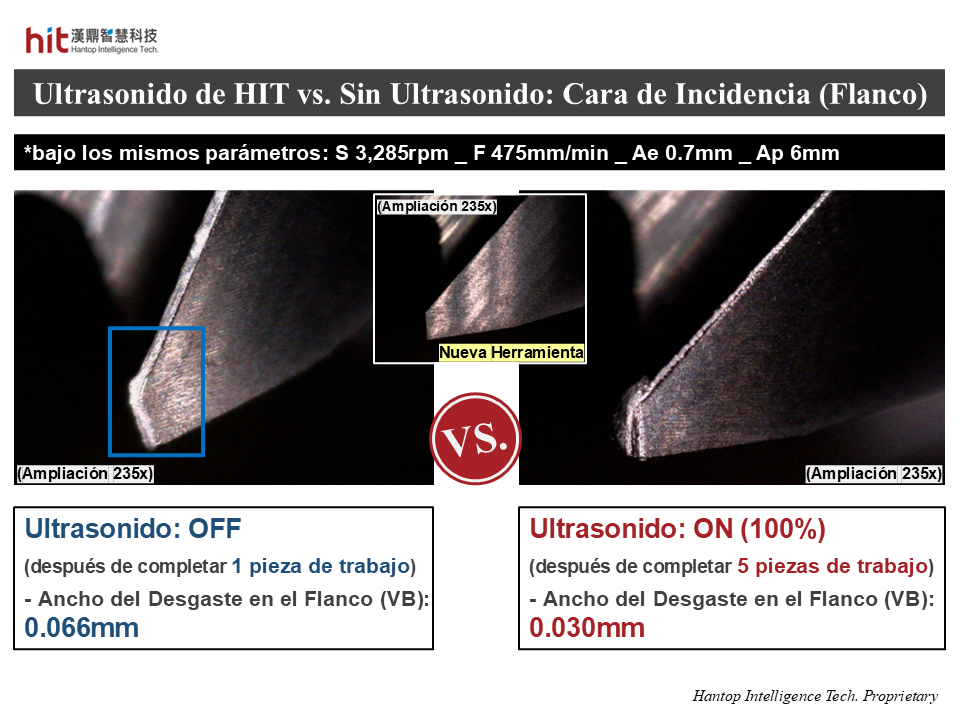
(Figura 5. Con el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX, el ancho del desgaste en el flanco fue mucho menor que sin el uso de ultrasonido tras completar 5 piezas de trabajo con parámetros optimizados)
- Para optimizar el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX con tecnología ultrasónica de HIT, ayudó a reducir la fuerza de corte y el calor a baja velocidad de rotación, logrando una vida útil de la herramienta 5 veces mayor.
- Bajo los mismos parámetros optimizados, se pueden completar 5 piezas de trabajo por herramienta con ultrasonido. La herramienta solo presentó desgaste leve con un ancho del desgaste en el flanco (VB) mucho menor. En cambio, la herramienta sin ultrasonido solo puede completar 1 pieza de trabajo, y sufrió un desgaste grave con un filo de aportación (BUE) masivo y roturas en el borde.
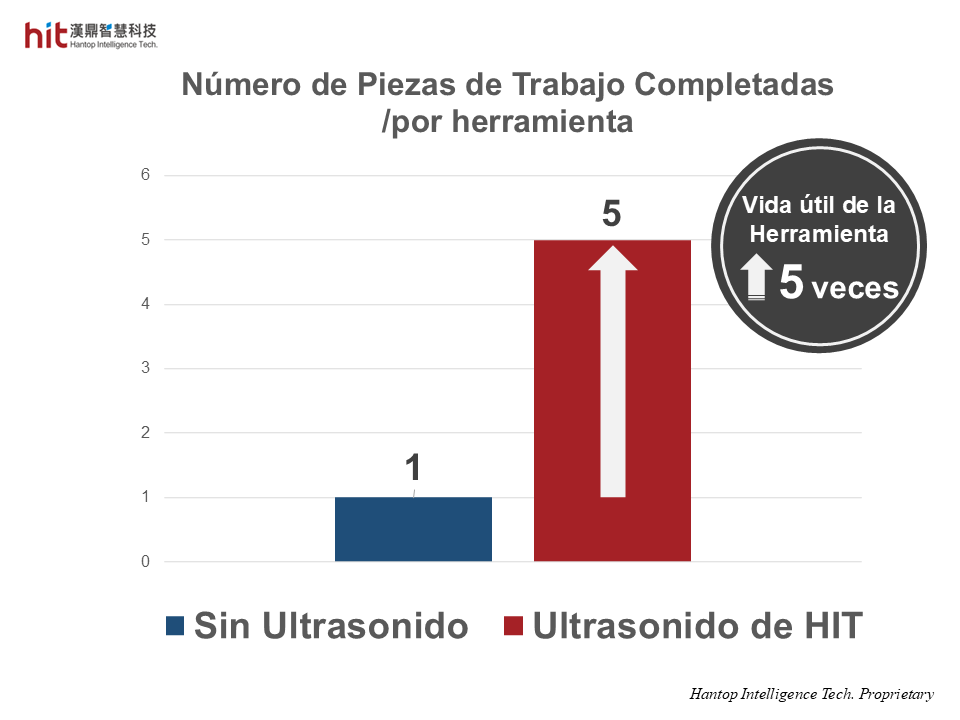
(Figura 6. Con el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX, la vida útil de la herramienta puede ser 5 veces mayor utilizando parámetros optimizados)
Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX: Calidad de la Pieza
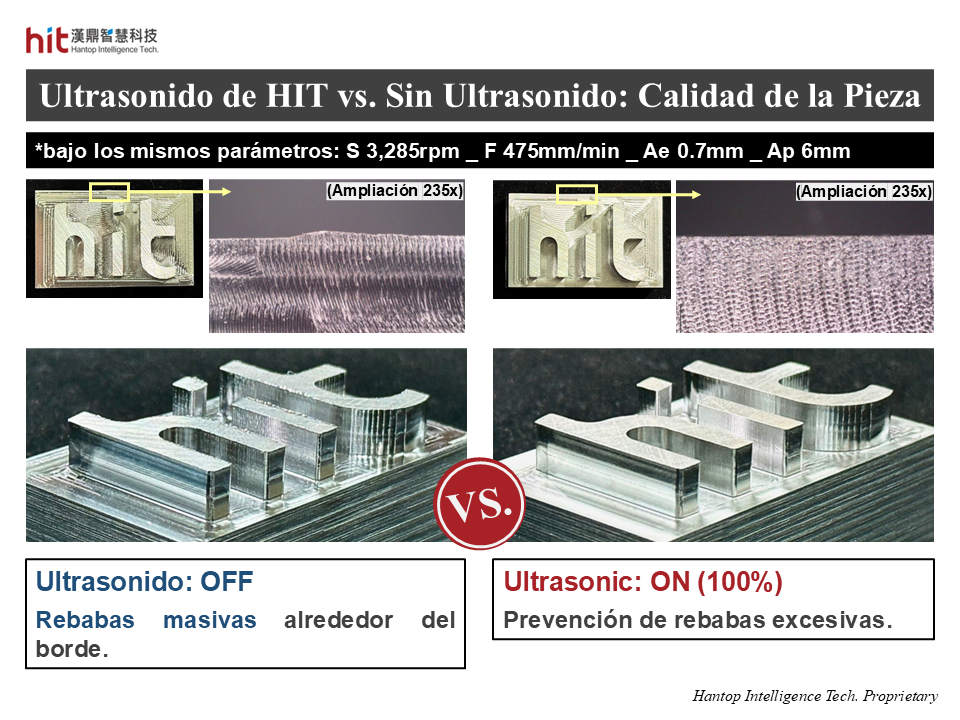
(Figura 7. Con el módulo de mecanizado ultrasónico HIT HSKA63-R30 en el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX, se previnieron eficazmente las rebabas excesivas alrededor del borde de la pieza de trabajo utilizando parámetros optimizados)
- Para optimizar el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX con tecnología ultrasónica de HIT, la reducción en la fuerza y el calor de corte resultó en un aumento de la eficiencia del mecanizado y una disminución del desgaste de la herramienta.
- Debido al desgaste grave en el borde de la cuchilla de la herramienta sin ultrasonido, el aumento de la fuerza de corte provocó una deformación plástica en el material, lo que generó rebabas masivas alrededor del borde de la pieza de trabajo.
Logros Tecnológicos del Mecanizado Ultrasonido de HIT en el Fresado de Perfiles (Bruto) de Acero para Moldes STAVAX
🕜 Eficiencia de Mecanizado - 5.5 veces más alto, tiempo total de proceso reducido
⚙️ Vida útil de la Herramienta - 5 veces más largo, desgaste de la herramienta reducido
📈 Calidad de la Pieza - Prevención de rebabas excesivas alrededor de la pieza de trabajo