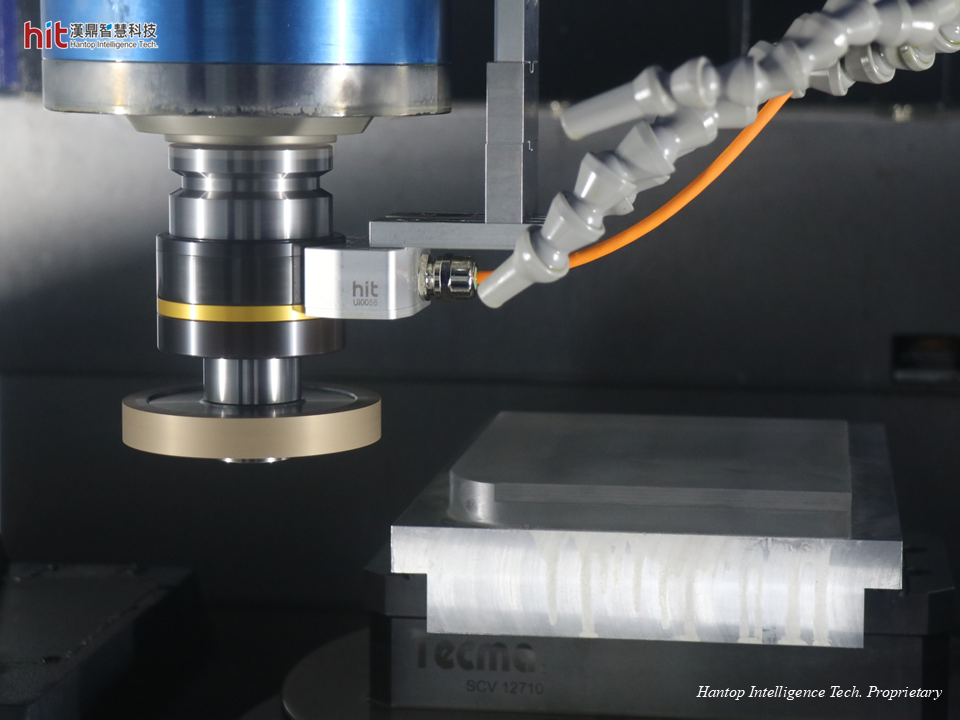
(図1. HIT HBT-40 超音波研削砥石ツールホルダモジュールが石英ガラスの側面研削加工に使用されました)
石英ガラスの側面研削加工(D100-研削砥石ツールホルダ使用)におけるHITの目標
HITの新製品である超音波研削砥石ツールホルダと超音波支援加工技術の支援により、加工効率と材料除去率の向上を目指しながら、優れたワークピースの品質と安定した工具寿命を維持することが目標とされています。
超音波加工石英ガラスの側面研削加工(D100-研削砥石ツールホルダ使用)の結果
石英ガラスの側面研削加工(D100-研削砥石ツールホルダ使用):加工効率
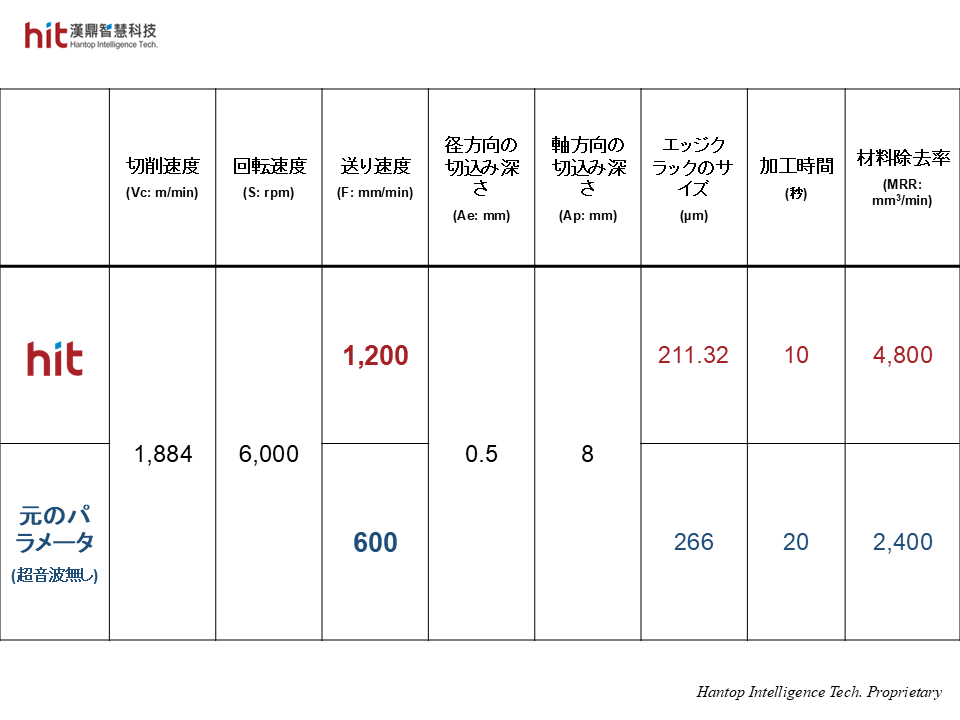
(図2. HITの新製品HBT-40超音波研削砥石ツールホルダモジュールを使用することで、送り速度を元のパラメータの2倍に引き上げることができます)
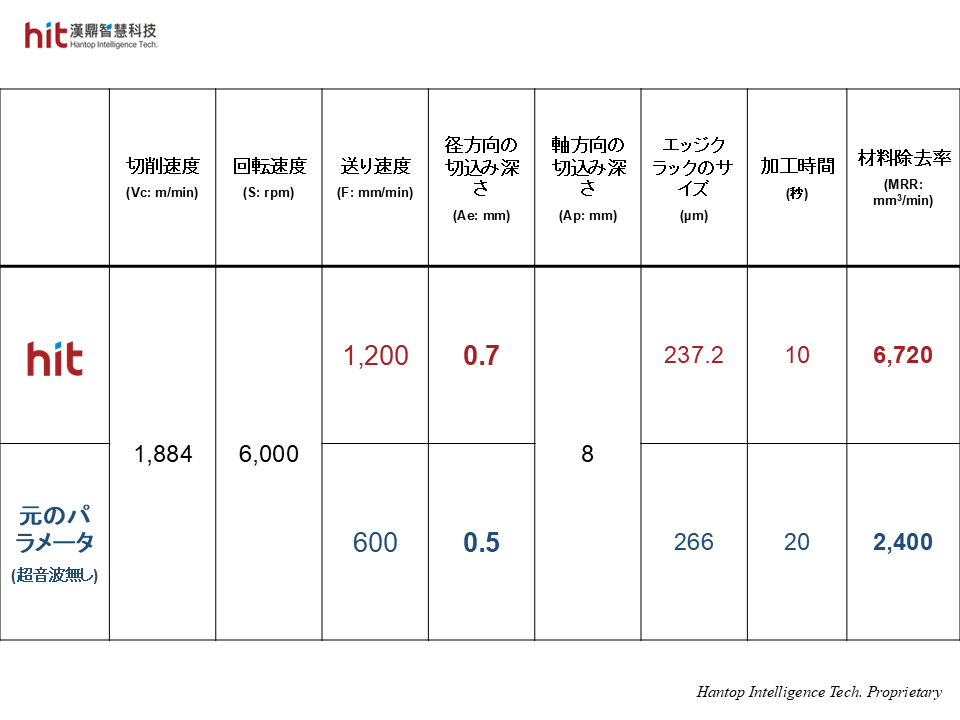
(図3. HITの新製品HBT-40超音波研削砥石ツールホルダモジュールを使用することで、半径方向の切り込み深さをさらに増やすことができ、これにより材料除去率がほぼ3倍に向上しました)
- HIT超音波モジュールを使用して石英ガラスの側面研削加工を最適化するために、高周波マイクロバイブレーションにより研削力が低減されました。これにより、送り速度が2倍に向上し、総加工時間が半分(20秒から10秒)に短縮されました。
- ワークピースの品質が安定していることを前提に、半径方向の切り込み深さ(Ae)をさらに増やすことができます。これにより、材料除去率(MRR、Material Removal Rate)がほぼ3倍に向上しました。

(図4. HITの新製品HBT-40超音波研削砥石ツールホルダモジュールを使用することで、ワークピースの品質を安定させたまま、全体の加工効率が2倍に向上します)
石英ガラスの側面研削加工(D100-研削砥石ツールホルダ使用):ワークピースの品質
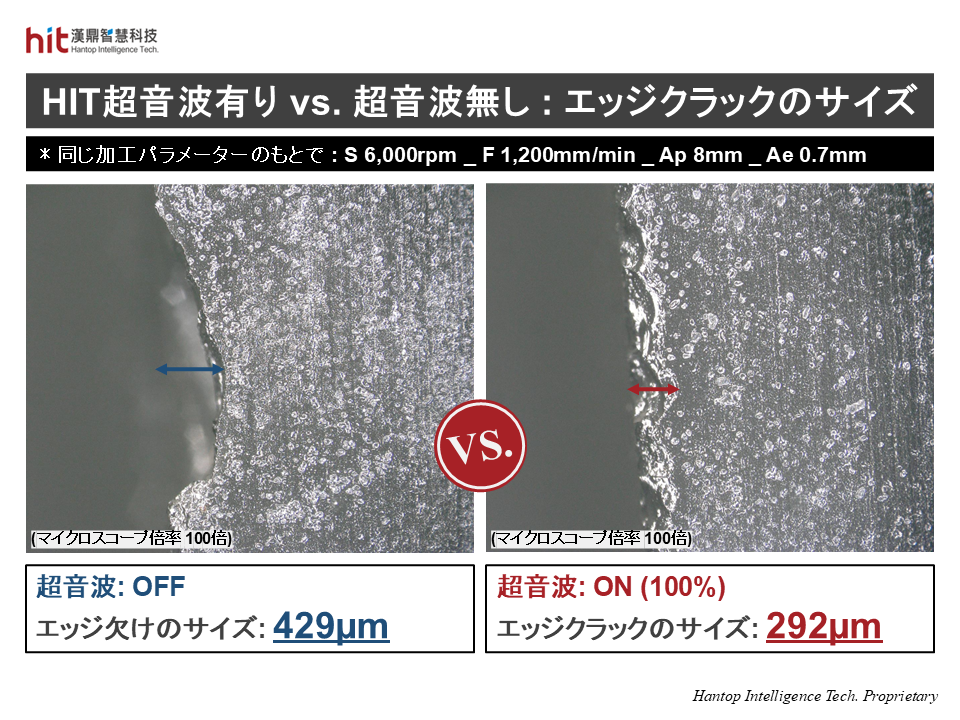
(図5. HITの新製品HBT-40超音波研削砥石ツールホルダモジュールを使用することで、エッジの亀裂のサイズを超音波なしの場合よりも小さくすることができます)
- 石英ガラスの側面研削加工を最適化するために、HITの超音波モジュールの高周波マイクロバイブレーションが研削力の低減に役立ちました。
- 2倍の効率で、エッジの亀裂のサイズは安定していました(超音波振動の振幅が安定して出力)。同じパラメータの下で、超音波なしの場合よりもエッジの亀裂のサイズが約1.5倍小さくなりました。

(図6. HITの新製品HBT-40超音波研削砥石ツールホルダモジュールを使用することで、エッジの亀裂のサイズが減少し、ワークピースの品質が1.5倍向上しました)
石英ガラスの側面研削加工(D100-研削砥石ツールホルダ使用):工具寿命

(図7. HITの新製品HBT-40超音波研削砥石ツールホルダモジュールを使用することで、超音波なしの場合と比較して、工具の摩耗が大幅に減少しました)
- 石英ガラスの側面研削加工を最適化するために、HITの超音波モジュールの高周波マイクロバイブレーションが研削力の低減に役立ちました。
- 2倍の効率で、ホイールの表面には軽度の摩耗しか見られず、ワークピースの品質も安定していました。しかし、同じパラメータの下で、超音波なしではホイール表面が剥がれたり鈍くなったりし、ワークピースの品質が不安定になりました。
HIT超音波加工技術の石英ガラスの側面研削加工(D100-研削砥石ツールホルダ使用)の成果
(HIT HBT40 研削砥石ツールホルダを使用)
🕜 加工効率 - 2倍高い、またはほぼ3倍の材料除去率
📈 ワークピースの品質 - 1.5倍アップ
⚙️ 工具摩耗の大幅な削減