
(図1. 石英ガラスの側面研削において、HIT HBT-40超音波研削ホイールツールホルダーモジュールを使用-極座標プログラミング)
石英ガラスの側面研削(極座標プログラミングによる)におけるHITの目標
石英ガラスへの超音波補助研削加工においては、極座標制御のロータリーテーブルを備えた4軸CNC工作機械と、HITの超音波研削ホイールツールホルダー(金属ボンドダイヤモンド砥石使用)を組み合わせて、側面粗研削加工を実施することが目標です。目的は、全体の材料除去率(MRR)を向上させつつ、ワークの品質を安定的に維持することです。
石英ガラスの側面研削(極座標プログラミングによる):加工結果
石英ガラスの側面研削(極座標プログラミングによる):材料除去率(MRR)
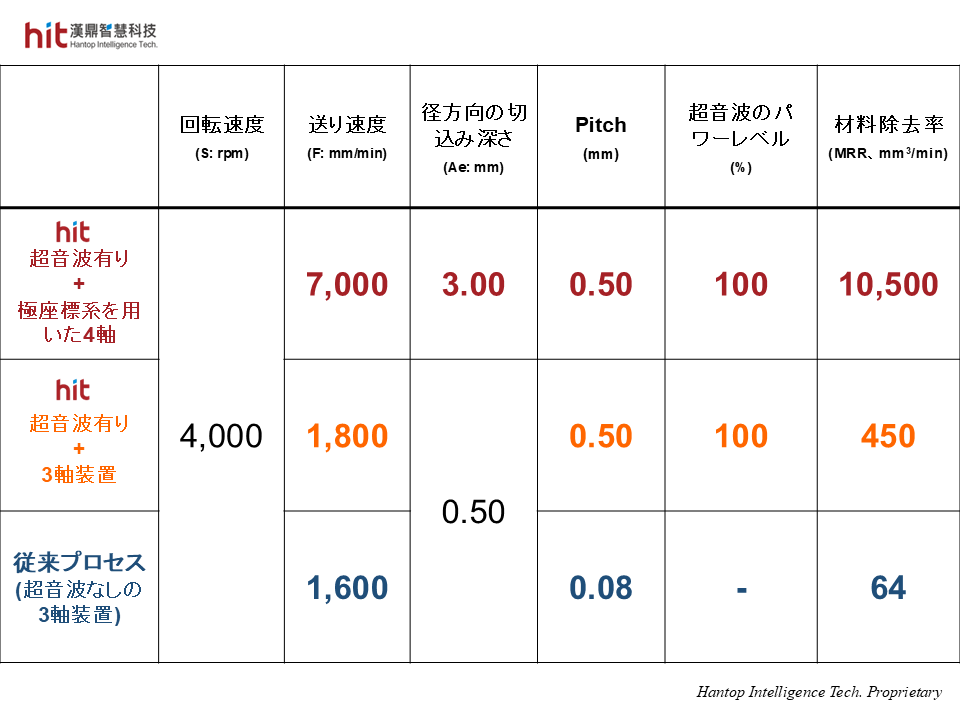
(図2. 石英ガラスの側面研削において、HIT HBT-40超音波研削ホイールツールホルダーを使用することで、加工パラメータの設定自由度が大幅に向上)
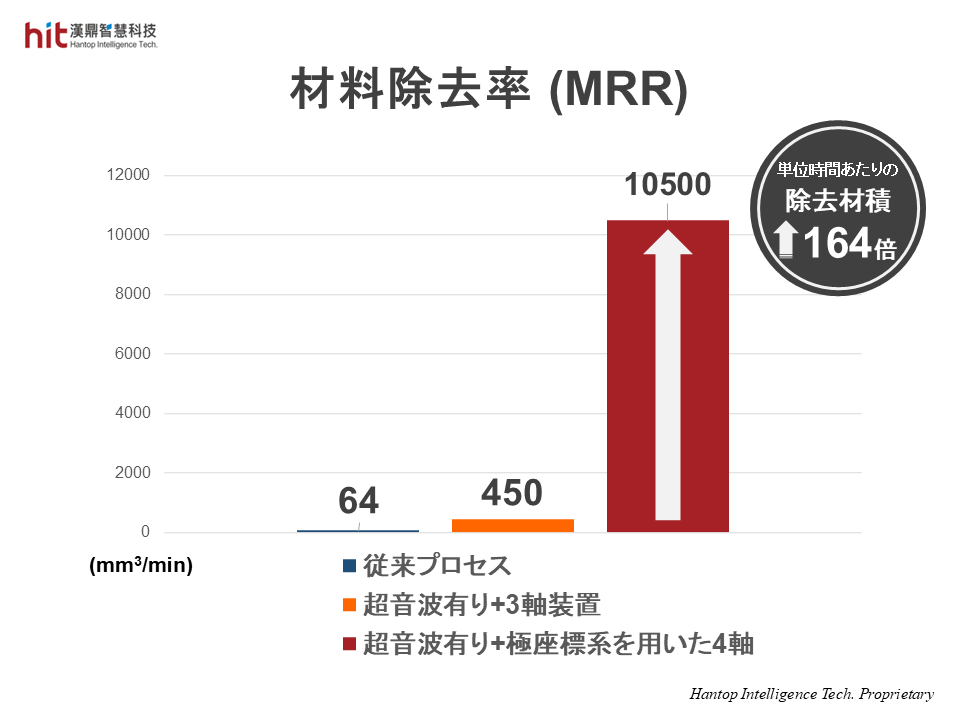
(図3. HIT HBT-40超音波研削ホイールツールホルダーを用いた石英ガラスの側面研削では、従来のプロセスと比較して材料除去率が164倍向上)
- 「極座標」は、複雑な形状や回転運動を伴う加工に使用されます。CNCロータリーテーブルを極座標で制御することにより、ワークが中心軸を中心に回転し、より精密で効率的な加工が可能となり、材料除去率の向上が実現されます。
- 超音波技術は高周波の微細振動を導入します。ワークへの断続的な衝撃によって砥石の冷却や切りくずの排出スペースが確保され、研削抵抗が低減されます。
- この研削抵抗の低減により、材料除去率(MRR)が164倍も向上する大きな成果が得られました。
石英ガラスの側面研削(極座標プログラミングによる)におけるHIT超音波加工技術の成果
(HIT HBT40 研削砥石ツールホルダを使用)
🕜 材料除去率 (MRR) - 164倍向上
📣 「SEMICON Taiwan 2025」のHITブースQ5344にぜひお越しください。超音波加工製品について詳しくご紹介します!
