
(圖1. 使用漢鼎HSK-E40超音波加工模組輔助碳化鎢-鎢鋼M2內螺牙加工)
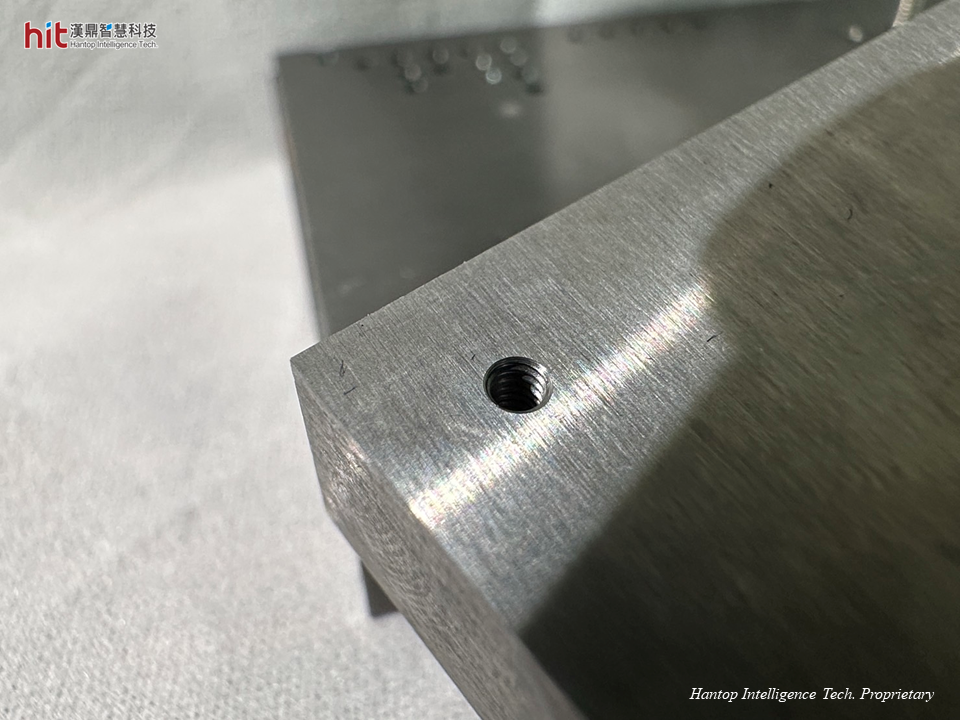
(圖2. 漢鼎超音波輔助碳化鎢-鎢鋼M2內螺牙加工工件特徵完整)
【漢鼎超音波】碳化鎢(鎢鋼)M2內螺牙加工:測試目標
針對碳化鎢(鎢鋼)的超音波輔助M2內螺牙加工測試,目標為在CNC機台上,使用單牙刀,在碳化鎢材料上,加工出極小尺寸M2內螺牙特徵。
【漢鼎超音波】碳化鎢(鎢鋼)M2內螺牙加工:加工結果
碳化鎢(鎢鋼)M2內螺牙加工:加工效率
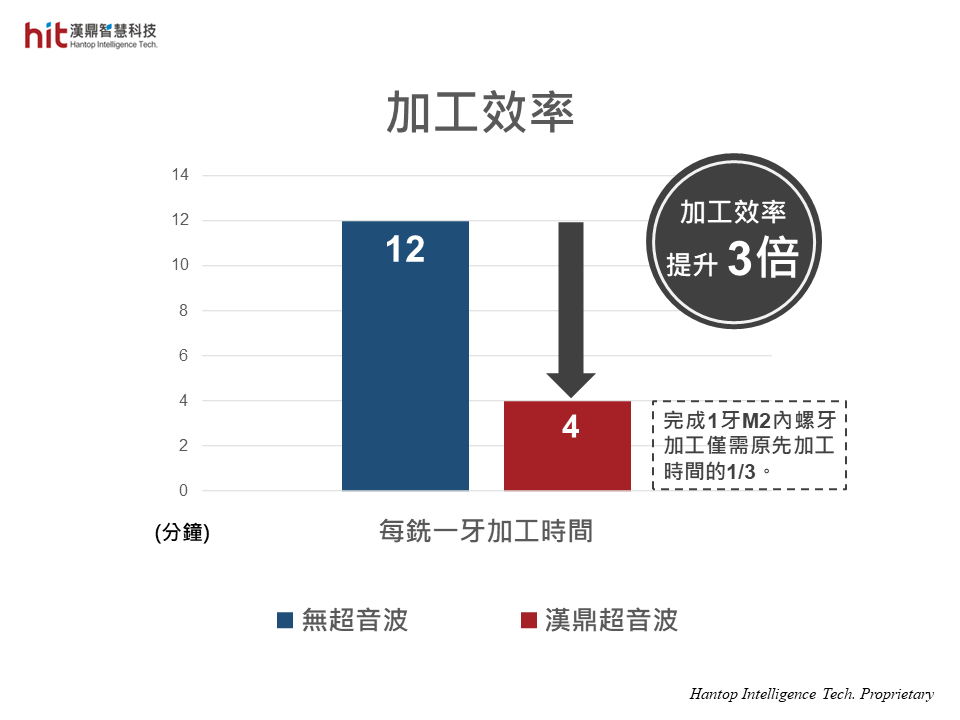
(圖3. 使用漢鼎HSK-E40超音波加工模組輔助碳化鎢-鎢鋼M2內螺牙加工, 每銑一牙的加工效率提升3倍)
- 在固定每轉進給的情況下,搭配漢鼎超音波,可將轉速及進給率提高至原刀具商建議參數的3倍(轉速從10,000rpm提升至30,000rpm;進給率從20mm/min提升至60mm/min),每繞銑一牙所需的加工時間從12分鐘下降至4分鐘,加工時間僅需原本的1/3,整體加工效率提升3倍。
- 使用漢鼎超音波,有效降低切削阻力,實現在高速加工工法下,完成在碳化鎢(鎢鋼)材料的極小尺寸M2內螺牙加工。
碳化鎢(鎢鋼)M2內螺牙加工:工件品質
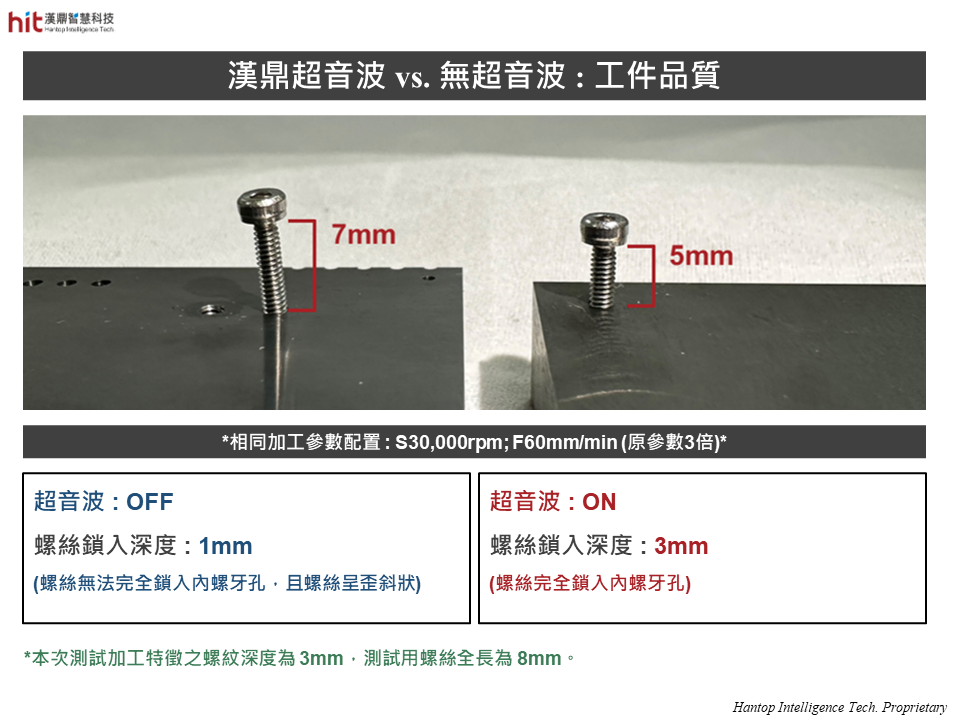
(圖4. 使用漢鼎HSK-E40超音波加工模組輔助碳化鎢-鎢鋼M2內螺牙加工, 內螺牙特徵完整, 螺絲可完全鎖入內螺牙孔內)
- 使用漢鼎超音波輔助加工,有效降低切削阻力,且加工時,刀具間接性接觸工件,有效降低切削熱,實現高速工法加工(提高3倍轉速與進給率)下,仍可維持碳化鎢(鎢鋼)M2內螺牙特徵之完整性。
- (相同參數配置下)在無超音波的情況下加工,因切削阻力大,且加工時,刀具連續性接觸工件,容易累積大量切削熱,造成刀具磨耗嚴重,隨螺紋深度越深,內螺紋大徑逐漸變小,最後導致測試螺絲無法完全鎖入內螺牙,且嘗試鎖入的螺絲甚至呈現歪斜狀。
碳化鎢(鎢鋼)M2內螺牙加工:刀具壽命
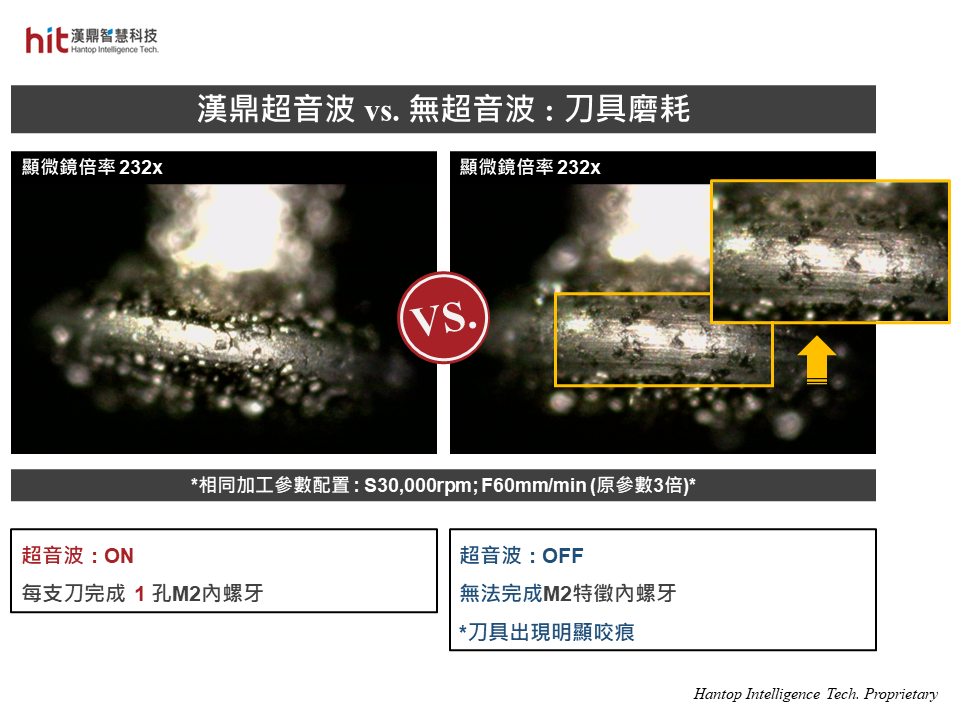
(圖5. 使用漢鼎HSK-E40超音波加工模組輔助碳化鎢-鎢鋼M2內螺牙加工, 每支刀可完成1孔M2內螺牙加工, 而無超音波無法完成)
- 為呈現超音波輔助加工最佳效益,相較原刀具商建議之加工參數提高3倍轉速與進給率,同時作為加速刀具壽命測試。
- 在相同參數配置下,搭配漢鼎超音波,每支刀可完成1孔完整特徵之M2內螺牙特徵;相較無超音波,在高速工法下,無法完成完整M2內螺牙特徵加工,且刀具已出現明顯咬痕,刀具磨耗嚴重。
【漢鼎超音波】碳化鎢(鎢鋼)M2內螺牙加工:超音波效益
表1.
| |
加工時間
(分鐘) |
特徵完整性 |
hit
超音波 |
4 |
螺絲可完全鎖入螺紋孔 |
| 原始製程 / 無超音波 |
12 |
螺絲無法完全鎖入螺紋孔 |
🕜 加工效率 - 提升3倍
📈 工件品質 - M2內螺牙特徵完整
⚙️ 刀具壽命 - 改善