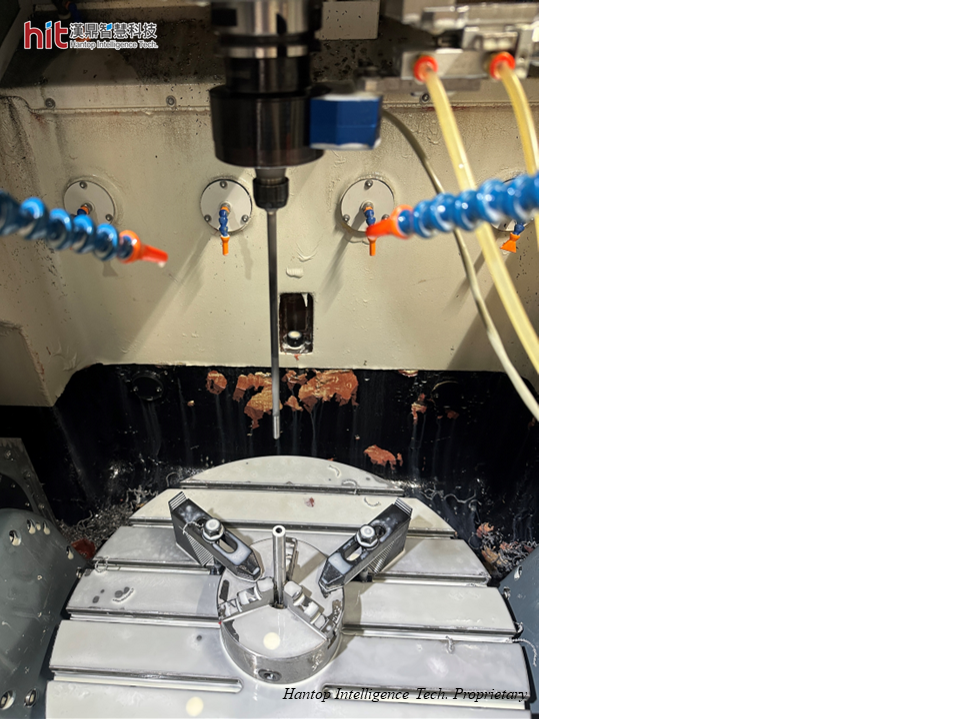
(圖1. 使用漢鼎HSK-A63超音波加工模組輔助S45C中碳鋼槍鑽深孔加工)
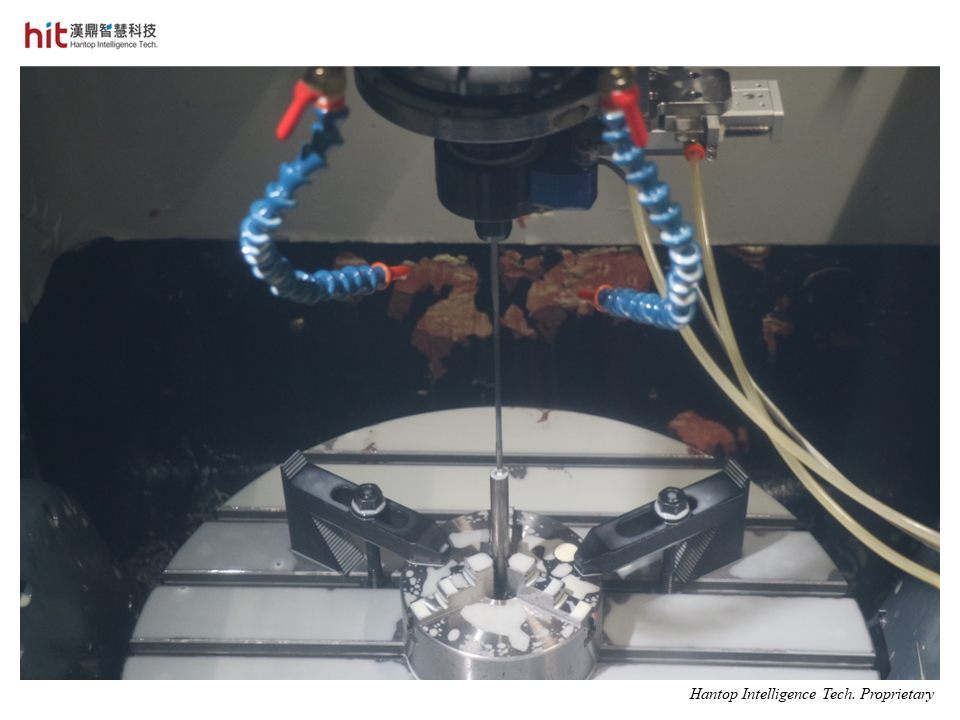
(圖2. 漢鼎超音波輔助加工模組應用於S45C中碳鋼槍鑽深孔實際加工過程)
【漢鼎超音波】S45C中碳鋼槍鑽深孔加工:測試目標
針對S45C中碳鋼的超音波輔助深孔加工測試,目標為在CNC機台上,使用深孔槍鑽,在工件品質符合客戶端允收標準的條件下,提升加工效率,同時改善刀具壽命的穩定度。
【漢鼎超音波】S45C中碳鋼槍鑽深孔加工:加工結果
S45C中碳鋼槍鑽深孔加工:加工效率
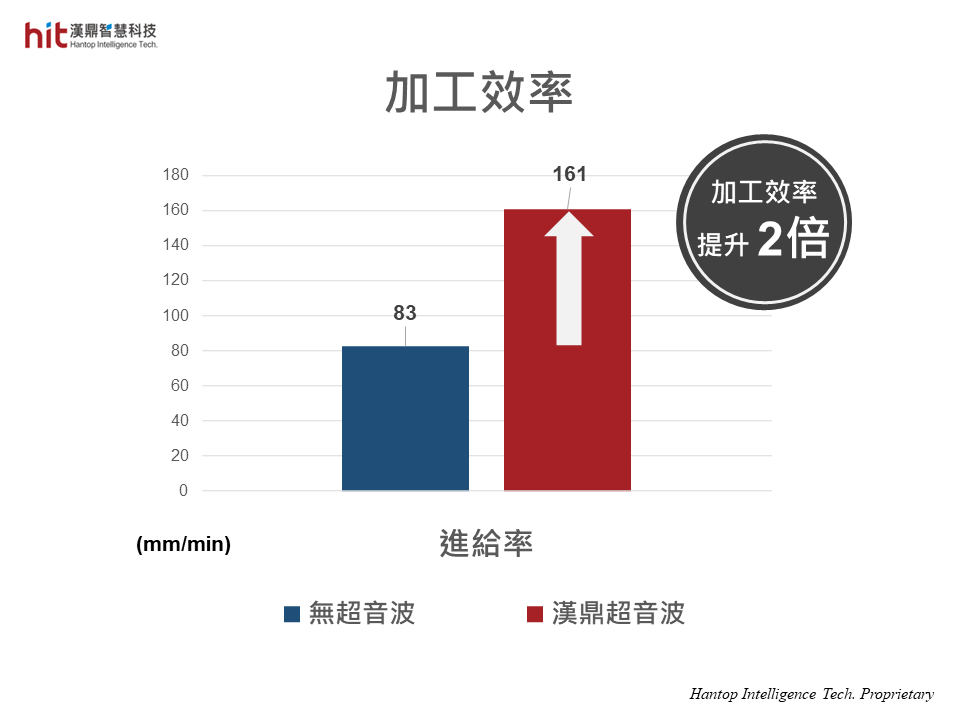
(圖3. 使用漢鼎HSK-A63超音波加工模組輔助S45C中碳鋼槍鑽深孔加工, 進給率可提升2倍, 整體加工效率提升2倍)
- 固定轉速下,搭配漢鼎超音波輔助加工模組,進給率較原刀具商建議參數提高近2倍(從83mm/min提升至161mm/min),每轉進給也同時提升近2倍(從0.018mm/rev提升至0.035mm/rev),且中心出水僅開40bar,整體加工效率提升2倍。
- 使用漢鼎超音波,有效降低切削阻力,藉由進給率和每轉進給量的提升,加速材料移除效率(Material Removal Rate,MRR),並透過超音波輔助斷屑機制,完成深孔加工。
S45C中碳鋼槍鑽深孔加工:工件品質
- 使用漢鼎超音波輔助加工,有效降低切削阻力,且加工時,刀具間接性接觸工件,有效降低切削熱,實現高速工法加工(提高2倍進給率)的情況下,仍可維持客戶端允收的工件品質。
- 加工後之工件,剖孔後採用刮表式表面粗度量測儀,進行深孔孔壁品質的檢測,量測結果顯示,在高速工法加工下,工件孔壁仍可維持相近程度之品質。
S45C中碳鋼槍鑽深孔加工:切屑形貌與切屑大小

(圖4. 使用漢鼎HSK-A63超音波加工模組輔助S45C中碳鋼槍鑽深孔加工, 使排屑過程更順暢, 刀具不纏屑)
- 使用漢鼎超音波輔助加工,在提高2倍進給率的高速工法下,且中心出水僅開40bar,超音波的高頻率微振動,使整體排屑過程更加順暢,刀具不纏屑。
- 相較無超音波加工,在中心出水僅開40bar的情況下,刀具容易嚴重纏屑,深孔加工後,刀具纏屑跟著刀具被拖出工件外。

(圖5. 使用漢鼎HSK-A63超音波加工模組輔助S45C中碳鋼槍鑽深孔加工, 切屑形貌變得斷小, 較容易斷屑)
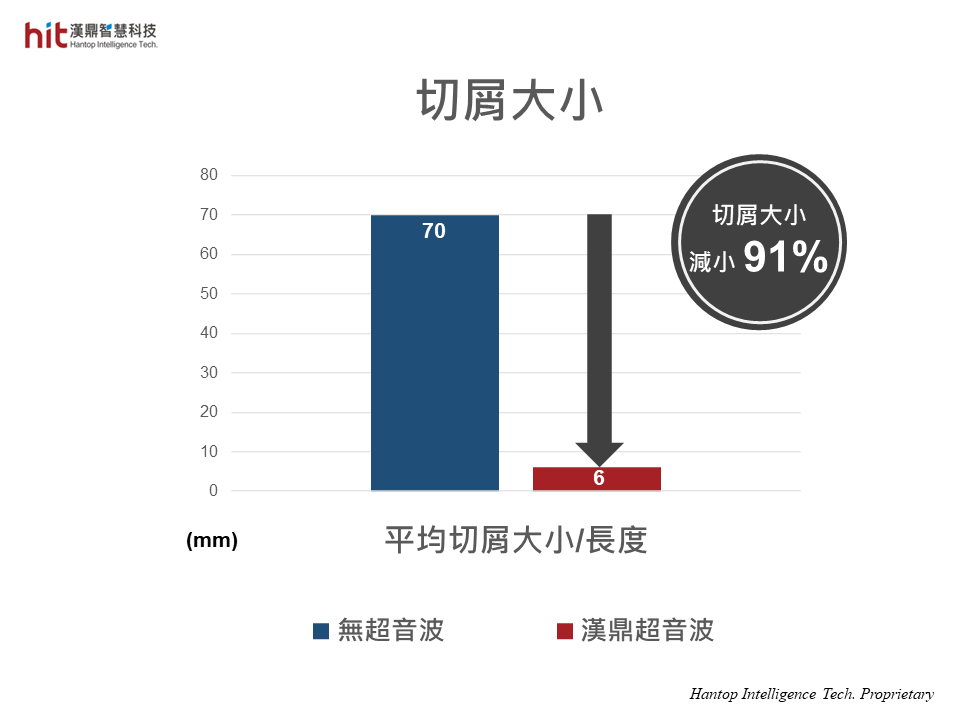
(圖6. 使用漢鼎HSK-A63超音波加工模組輔助S45C中碳鋼槍鑽深孔加工, 平均切屑大小減小91%)
- 使用漢鼎超音波輔助加工,在提高2倍進給率的高速工法加工下,中心出水僅開40bar,超音波的高速振動可幫助切屑累積至一定體積後自然斷屑,切屑體積較無超音波減小91%(從平均70mm減小至6mm),且切屑形貌從無超音波的連續擠壓扁平狀,使用漢鼎超音波後改變為螺旋纏繞狀,不易纏屑,有效維持良好工件品質及改善刀具壽命。
【漢鼎超音波】S45C中碳鋼槍鑽深孔加工:超音波效益
🕜 加工效率 - 提升2倍
📈 工件品質 - 維持良好,符合客戶允收標準
⚙️ 切屑大小 - 減小91%,更易斷屑