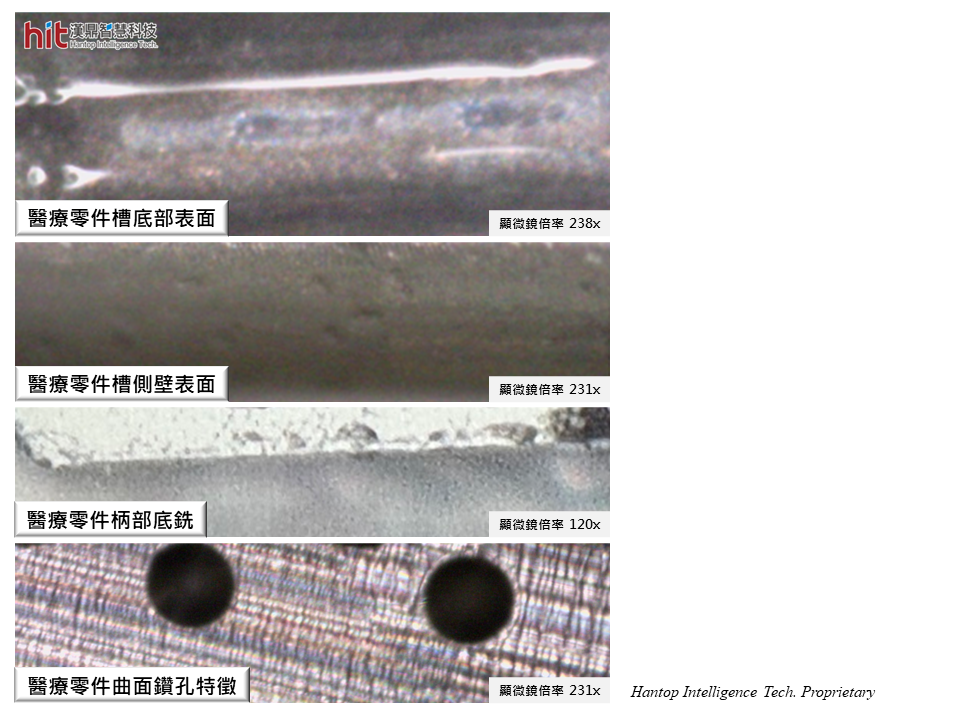
(圖1. 漢鼎超音波輔助加工模組應用於醫療耗材零件SUS420不鏽鋼微銑削與微鑽孔加工)
【漢鼎超音波】SUS420不鏽鋼微銑削&微鑽孔加工:測試目標
針對SUS420不鏽鋼(SUS420 Stainless Steel)的超音波輔助微銑削與微鑽孔加工測試,目標為使用機加工搭配漢鼎超音波,可省去人工精修後製程,即達到良好表面品質、抑制毛邊生成,為客戶提升產品良率。
【漢鼎超音波】SUS420不鏽鋼微銑削&微鑽孔加工:加工結果
SUS420不鏽鋼微銑削&微鑽孔加工:工件品質
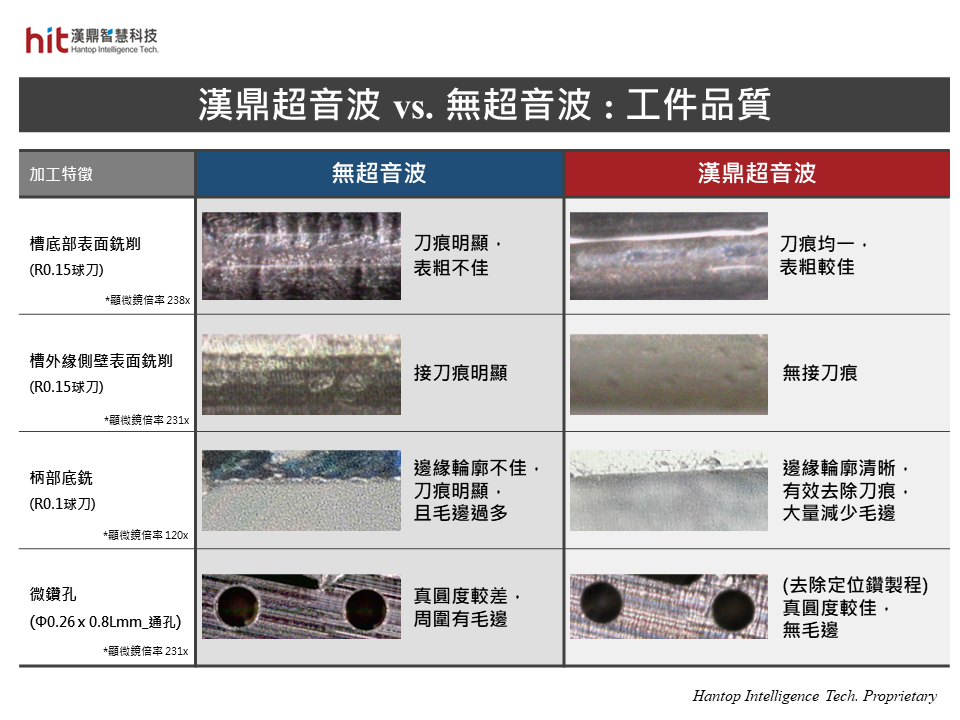
(圖2. 漢鼎超音波輔助醫療耗材零件SUS420不鏽鋼微銑削與微鑽孔加工, 有效改善表面品質, 並抑制毛邊生成, 在去除定位鑽的情況下, 維持良好真圓度)
- 此加工測試案例中,大量使用球刀靜點(chisel)做加工,在無超音波加工下,由於球刀靜點切削阻力大,刀具在推擠材料的過程中產生振動,在工件加工表面留下明顯刀痕;且不鏽鋼具備加工硬化(work hardening)特性,而球刀靜點切削力無法克服材料的塑性變形(plastic deformation),刀具無法順利切斷材料,造成嚴重推擠材料,留下明顯接刀痕與大量毛邊。
- 漢鼎超音波的高頻微振動,有效幫助降低切削阻力,刀具能順利切斷材料,排屑更容易,改善工件加工面之表面粗糙度(surface roughness),且無殘留過多毛邊;在曲面處做微鑽孔特徵的加工時,超音波輔助使切削阻力的降低也避免刀具靜點受力過大而導致刀具偏斜,可以在去除定位鑽製程的情況下,仍維持良好的孔真圓度。
SUS420不鏽鋼微銑削&微鑽孔加工:效率與良率
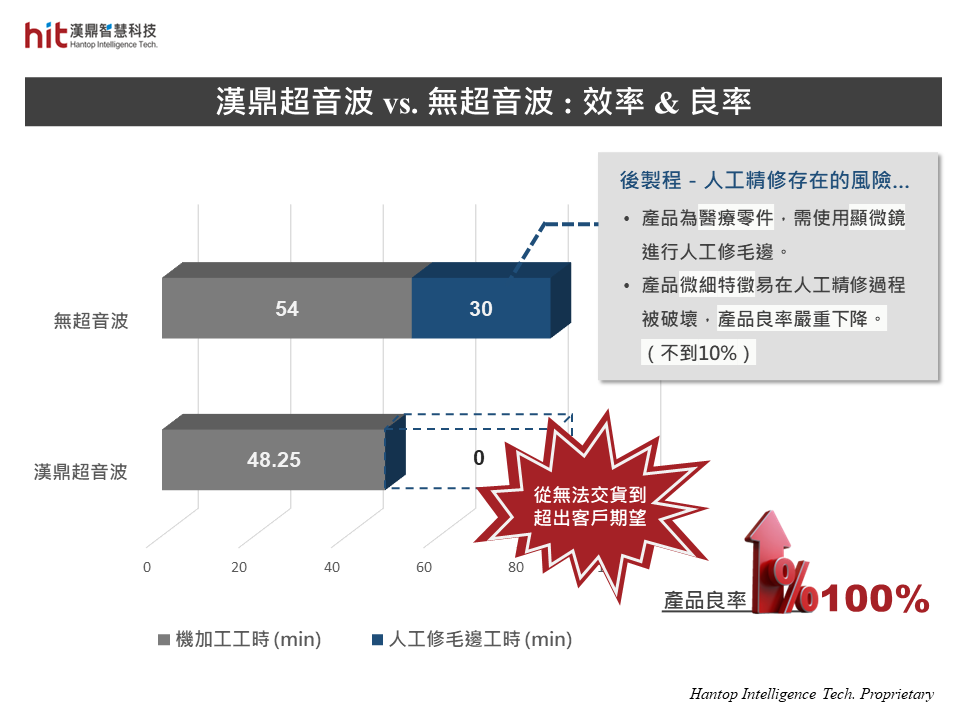
(圖3. 漢鼎超音波輔助醫療耗材零件SUS420不鏽鋼微銑削與微鑽孔加工, 機加工搭配漢鼎超音波可省去人工精修後製程, 為客戶將原本不到10%的產品良率提升至100%)
- 在無超音波加工下,機加工後的工件表面品質不佳,且殘留大量毛邊,因此須進行人工後製程精修(噴砂、修毛邊等),但因為工件尺寸非常小,人工精修可能造成微細零件特徵崩壞、噴砂後接刀痕仍無法去除等降低產品良率的風險,甚至仍有人工精修無法解決的問題(鑽孔因切削阻力過大,導致鑽頭入鑽時偏斜,造成孔真圓度不佳),導致產品良率不到10%,客戶無法順利交貨。
- 漢鼎超音波為客戶在製程上帶出的真正效益在於,將機加工後的工件成品提升至100%的產品良率,在無須冒著人工精修風險的情況下,即可達到甚至超出客戶期望的產品品質標準。
【漢鼎超音波】SUS420不鏽鋼微銑削&微鑽孔加工:超音波效益
🕜 效率與良率 - 從不到10%的產品良率,提升至100%
📈 工件品質 - 醫療零件之微細特徵清晰,無明顯刀痕,且大量抑制毛邊,曲面微鑽孔無須定位鑽,即有較佳的真圓度