
(Bild 1. Das HIT HSKA63-R30-Ultraschallbearbeitungsmodul wurde beim Seitenfräsen von STAVAX-Formenstahl verwendet)
HITs Ziel beim Seitenfräsen von STAVAX-Formenstahl
Das Ziel ist, den Werkzeugverschleiß zu reduzieren und gleichzeitig die Qualität des Werkstücks bei hoher Schnittgeschwindigkeit mit dem HIT HSKA63-R30-Ultraschall Bearbeitungs Modul beizubehalten.
Ergebnisse des Ultraschallunterstützten Seitenfräsen von STAVAX-Formenstahl
Seitenfräsen von STAVAX-Formenstahl: Spanbildung

(Bild 2. Mit dem HIT HSKA63-R30-Ultraschallbearbeitungsmodul beim Seitenfräsen von STAVAX-Formenstahl kann die Schnittwärme effektiv entfernt werden)
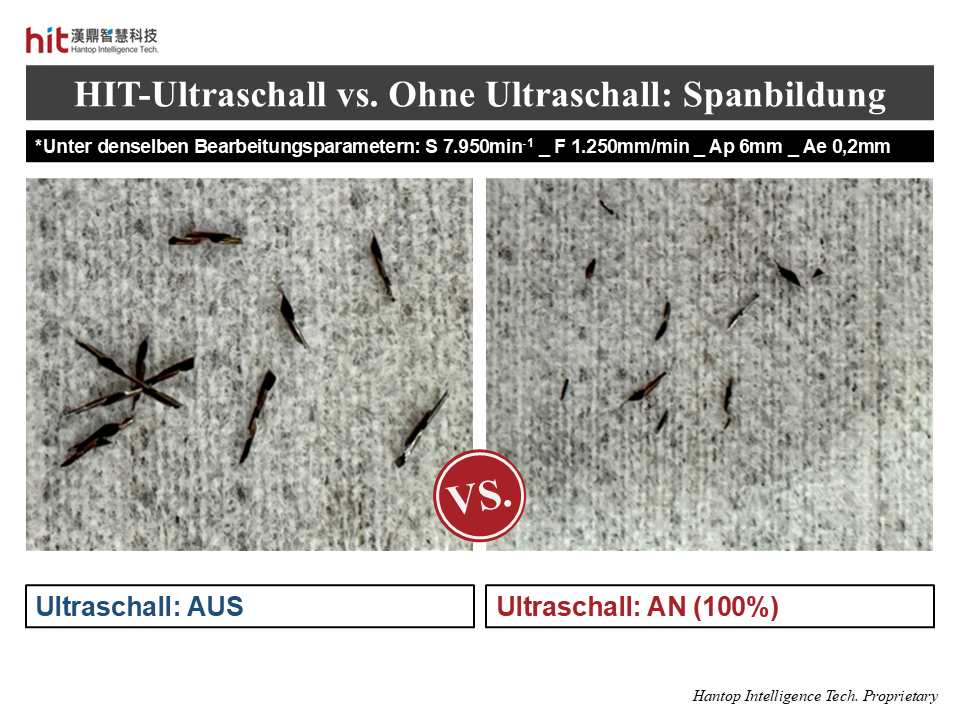
(Bild 3. Mit dem HIT HSKA63-R30-Ultraschallbearbeitungsmodul beim Seitenfräsen von STAVAX-Formenstahl wurden die Schnittspäne kürzer und kleiner)
- Um den Seitenfräsprozess von STAVAX-Formenstahl mit dem HIT-Ultraschallmodul zu optimieren, half die Veränderung des Schneidmechanismus, die Schnittwärme zu reduzieren.
- Die Schnittspäne wurden durch Ultraschall leicht abgetrennt, da das Material geringe Duktilität und Verformbarkeit aufweist.
- Bei hoher Schnittgeschwindigkeit ohne Ultraschall entstand hohe Schnittwärme, was zu einer drastischen Farbänderung der Schnittspäne führte.
Seitenfräsen von STAVAX-Formenstahl: Werkzeug Lebensdauer
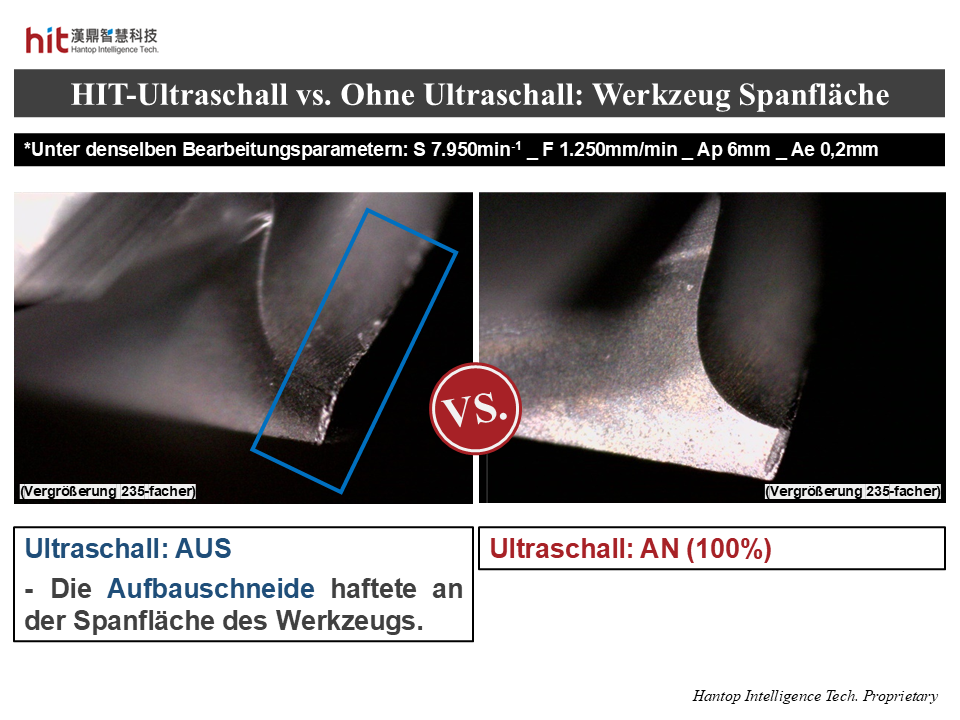
(Bild 4. Mit dem HIT HSKA63-R30-Ultraschallbearbeitungsmodul beim Seitenfräsen von STAVAX-Formenstahl wird das Auftreten von Aufbauschneiden reduziert)
- Durch den Einsatz des HIT-Ultraschallmoduls zur Optimierung des Seitenfräsprozesses von STAVAX-Formenstahl wurden die Schnittspäne leicht abgetrennt und durch den Ultraschallschneidemechanismus entfernt. Dadurch konnte verhindert werden, dass sich Aufbauschneiden am Werkzeug festsetzen, was den Verschleiß an der Spanfläche des Werkzeugs reduzierte.
- Bei hoher Schnittgeschwindigkeit ohne Ultraschall hafteten mehr Aufbauschneiden an der Spanfläche des Werkzeugs aufgrund übermäßiger Schnittwärme.
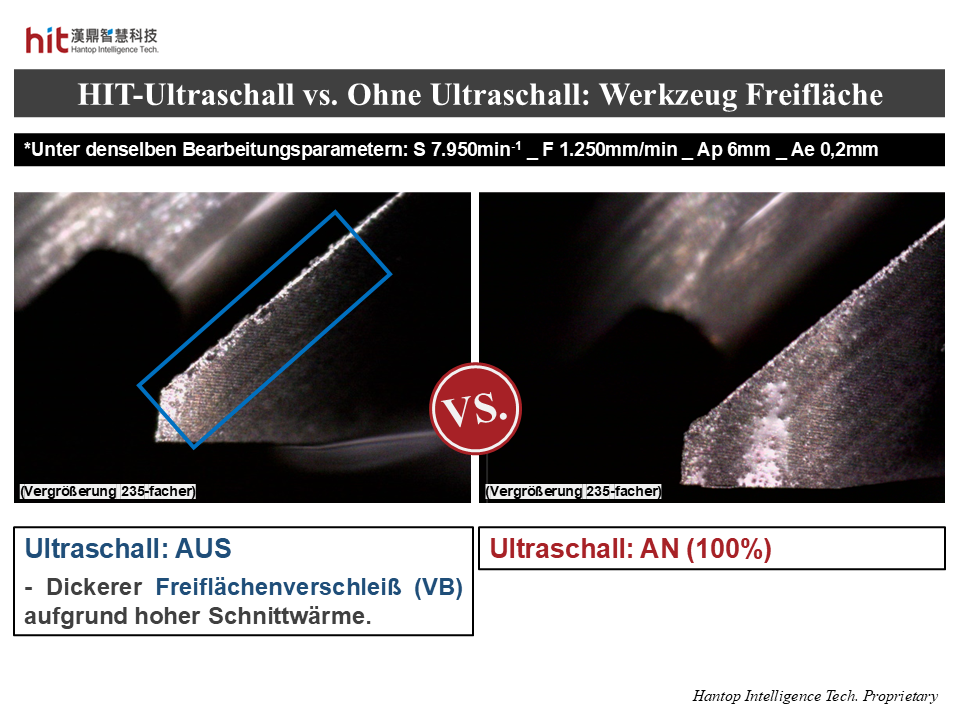
(Bild 5. Mit dem HIT HSKA63-R30-Ultraschallbearbeitungsmodul beim Seitenfräsen von STAVAX-Formenstahl wird der Freiflächenverschleiß reduziert)
- Durch den Einsatz des HIT-Ultraschallmoduls zur Optimierung des Seitenfräsprozesses von STAVAX-Formenstahl half die hochfrequente Mikrovibration, die Schnittwärme zu entfernen, was zu einer Verringerung des Werkzeugverschleißes führte.
- Bei hoher Schnittgeschwindigkeit ohne Ultraschall erhöhten die hohe Schnittwärme und die Schnittspäne die Schnittkraft. Dies verursachte ernsthaften Werkzeugverschleiß mit dickerem Freiflächenverschleiß (VB).
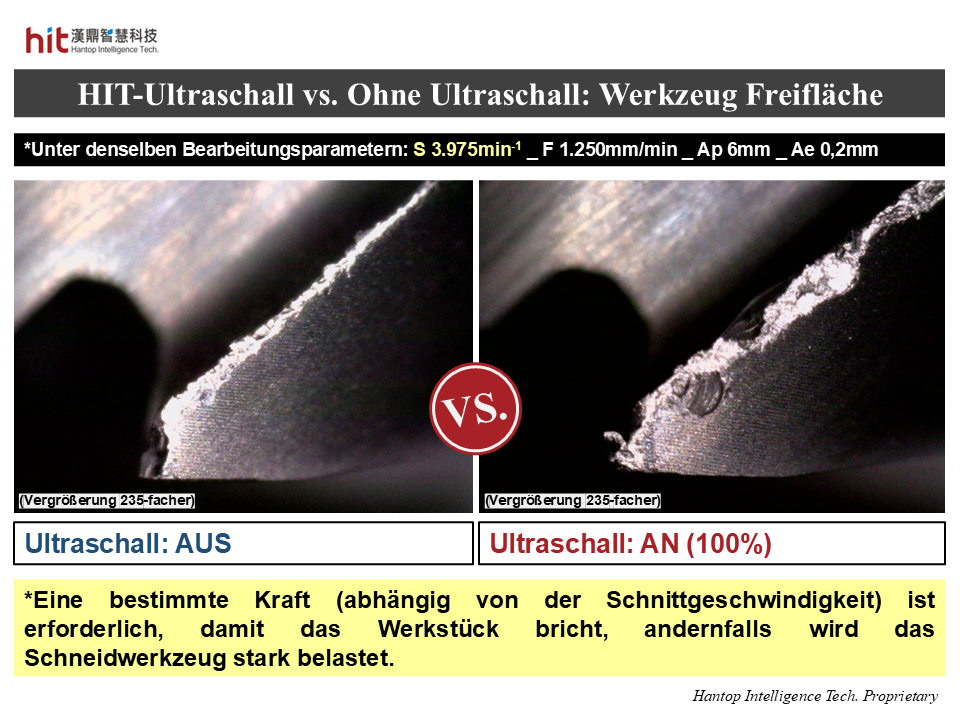
(Bild 6. Mit dem HIT HSKA63-R30-Ultraschallbearbeitungsmodul beim Seitenfräsen von STAVAX-Formenstahl würde eine niedrige Schnittgeschwindigkeit stattdessen die Schnittkraft erhöhen, was zu erheblichem Werkzeugverschleiß führen würde)
- Beim Bearbeiten von gehärteten Stählen wie STAVAX ist eine bestimmte Kraft (abhängig von der Schnittgeschwindigkeit) erforderlich, damit das Werkstück bricht.
- Auf Grundlage des Werkzeugzustands mit und ohne Ultraschall wird eine niedrige Schnittgeschwindigkeit (3.975min-1, wobei der optimierte Parameter 7.950min-1 beträgt) für diesen Prozess nicht empfohlen.
Erfolge der HIT-Ultraschall Bearbeitungs Technologie im Seitenfräsen von STAVAX-Formenstahl
📈 Spanbildung - Schneidwärme wird effektiv entfernt, und Schnittspäne können durch Ultraschall leicht abgetrennt werden
⚙️ Werkzeug Lebensdauer - Deutlich reduzierter Werkzeugverschleiß und geringere Bildung von Aufbauschneiden