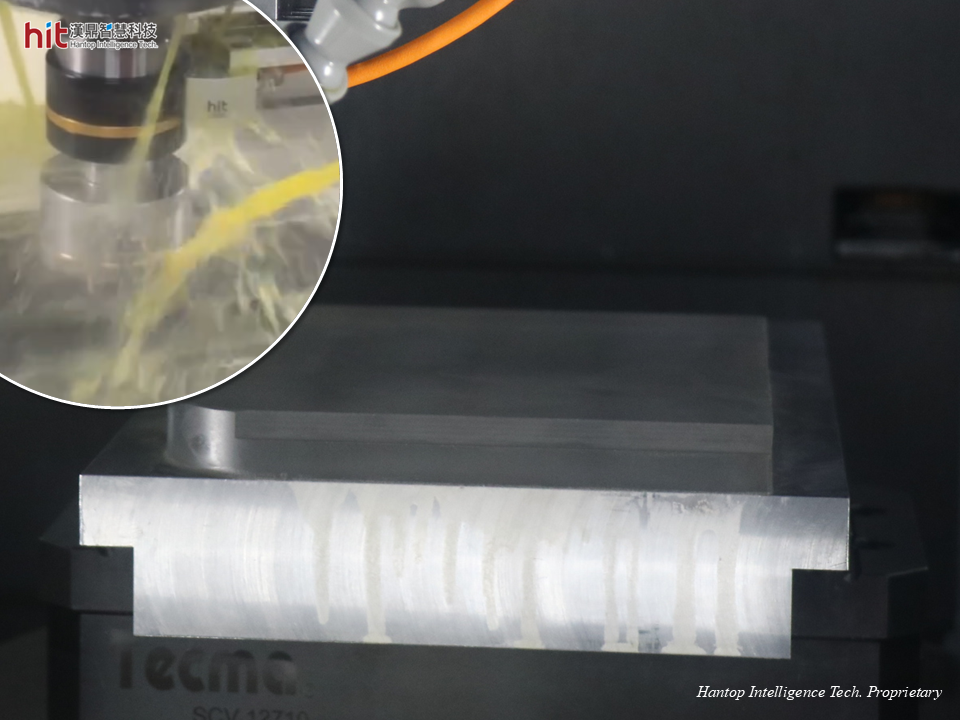
(Bild 1. Das HIT HBT-40 Ultraschall-Schleifscheibenaufnahmen-Modul wurde beim Seitschleifen von Quarzglas verwendet)
HITs Ziel beim Seitschleifen von Quarzglas mit D80- Schleifscheibenaufnahmen
Mit Unterstützung der ultraschallunterstützten Bearbeitungstechnologie von HIT und dem neuen Produkt – Ultraschall-Schleifscheibenaufnahmen – zielt man darauf ab, die Bearbeitungseffizienz und die Materialabtragsrate zu verbessern, während eine hohe Werkstückqualität und eine stabile Werkzeuglebensdauer beibehalten werden.
Ergebnisse des Ultraschallunterstützten Seitschleifen von Quarzglas mit D80- Schleifscheibenaufnahmen
Seitschleifen von Quarzglas mit D80- Schleifscheibenaufnahmen: Bearbeitungseffizienz
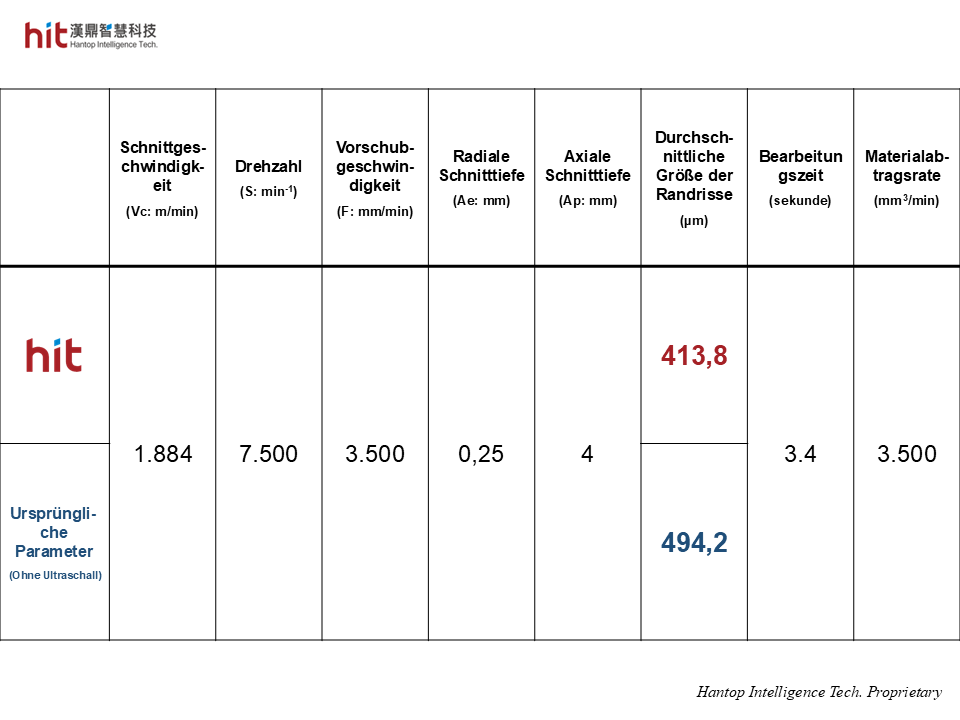
(Bild 2. Mit dem neuen HIT-Produkt HBT-40 Ultraschall-Schleifscheibenaufnahmen-Modul wurde die Werkstückqualität sichtbar verbessert)
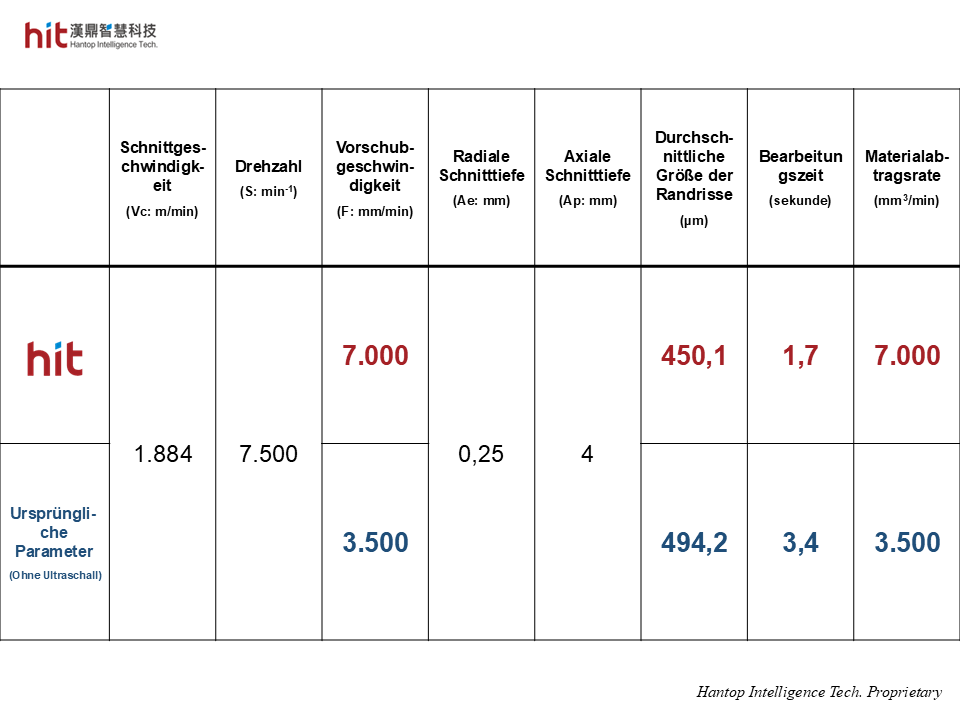
(Bild 3. Mit dem neuen HIT-Produkt HBT-40 Ultraschall-Schleifscheibenaufnahmen-Modul kann die Vorschubgeschwindigkeit um das Doppelte erhöht werden, was eine 2-fach höhere Materialabtragsrate ermöglicht)
- Um den Seitschleifprozess von Quarzglas mit dem HIT-Ultraschallmodul zu optimieren, half die hochfrequente Mikrovibration, die Schleifkraft zu reduzieren. Die Werkstückqualität verbesserte sich sichtbar nach der Implementierung des HIT-Ultraschallmoduls unter den ursprünglichen Parametern.
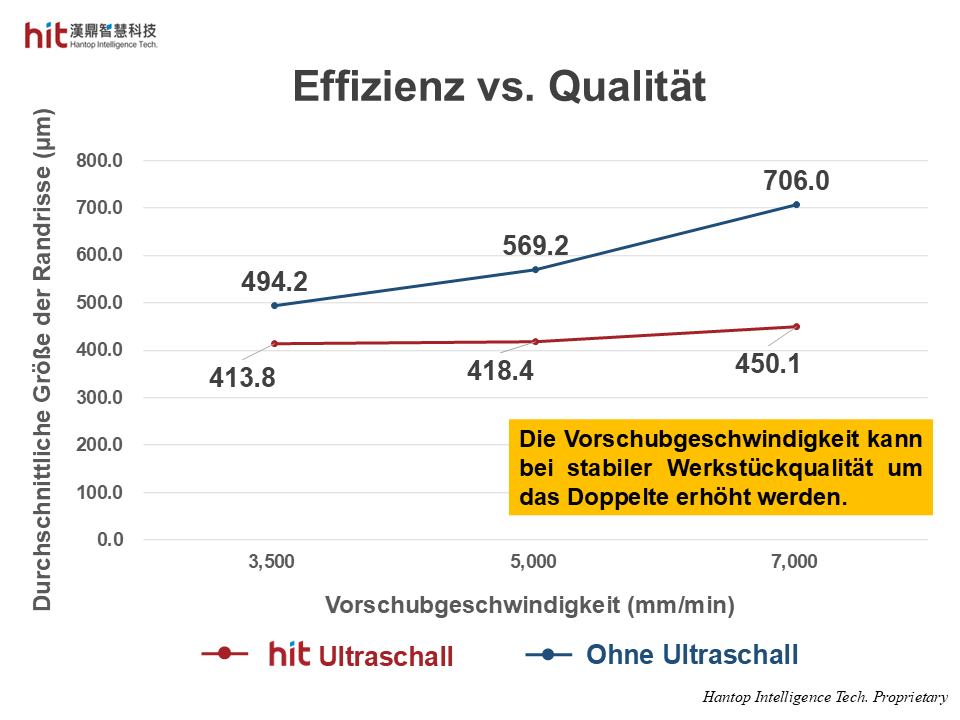
- Die Vorschubgeschwindigkeit kann um das Doppelte erhöht werden, während die Werkstückqualität stabil bleibt. Dadurch konnte die Materialabtragsrate ebenfalls um das Doppelte gesteigert werden.
(Bild 4. Mit dem neuen HIT-Produkt HBT-40 Ultraschall-Schleifscheibenaufnahmen-Modul kann die gesamte Bearbeitungseffizienz um das Doppelte erhöht werden, während die Werkstückqualität stabil bleibt)
Seitschleifen von Quarzglas mit D80- Schleifscheibenaufnahmen: Werkstückqualität
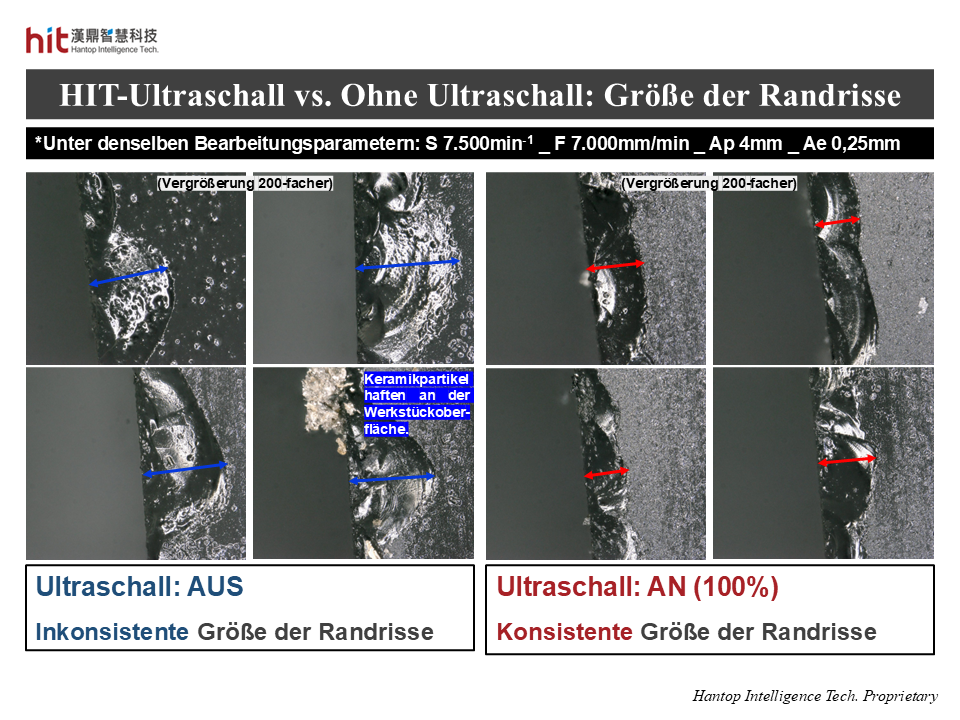
(Bild 5. Mit dem neuen HIT-Produkt HBT-40 Ultraschall-Schleifscheibenaufnahmen-Modul ist die durchschnittliche Größe der Randrisse konsistent und kleiner als ohne Ultraschall)
- Um den Seitschleifprozess von Quarzglas mit dem HIT-Ultraschallmodul zu optimieren, half die hochfrequente Mikrovibration, die Schleifkraft zu reduzieren.
- Bei einer 2-fach höheren Effizienz (F 7.000mm/min) war die Größe der Randrisse konsistent (stabile Ausgabe der Ultraschallvibrationsamplitude). Unter denselben Parametern war die durchschnittliche Größe der Randrisse etwa 1,6-mal kleiner als ohne Ultraschall.
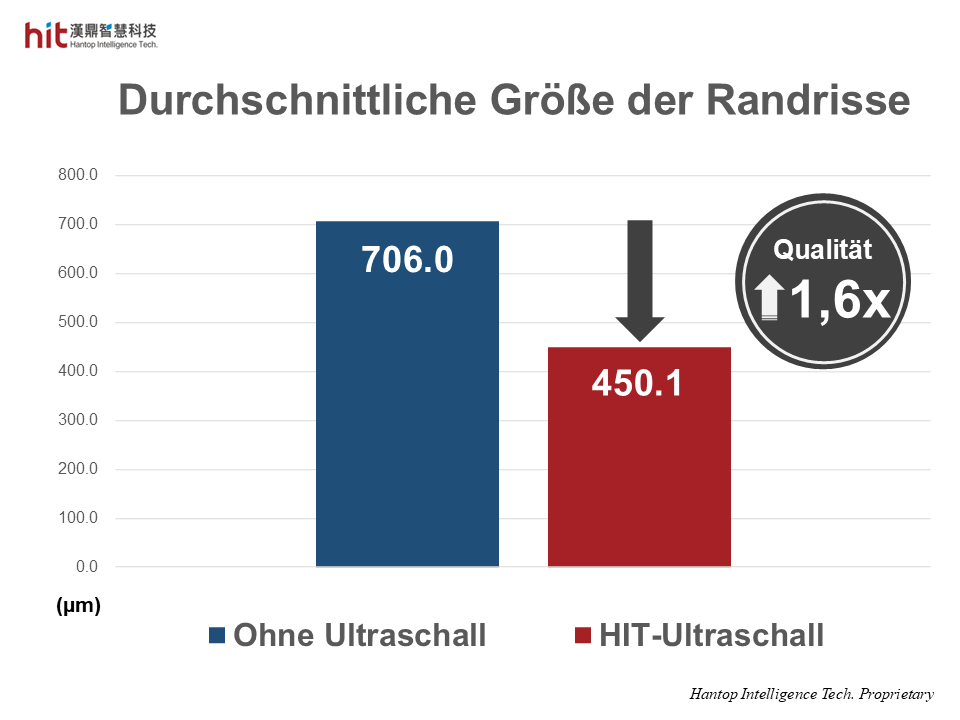
(Bild 6. Mit dem neuen HIT-Produkt HBT-40 Ultraschall-Schleifscheibenaufnahmen-Modul wurde die durchschnittliche Größe der Randrisse reduziert, was zu einer 1,6-fach besseren Werkstückqualität führte)
Seitschleifen von Quarzglas mit D80- Schleifscheibenaufnahmen: Werkzeug Lebensdauer
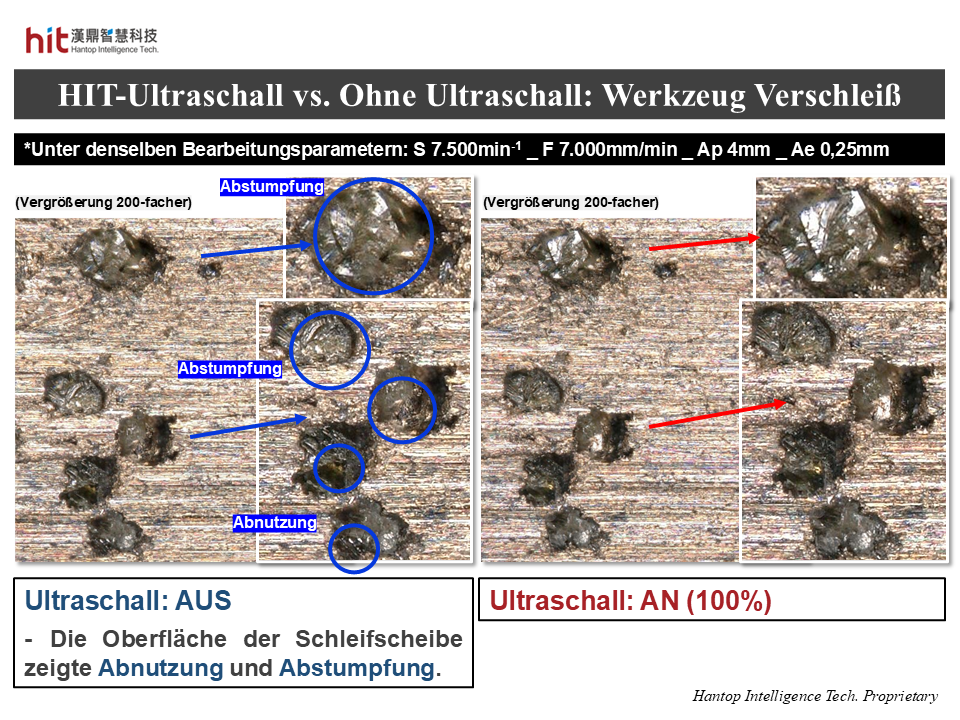
(Bild 7. Mit dem neuen HIT-Produkt HBT-40 Ultraschall-Schleifscheibenaufnahmen-Modul wurde der Werkzeugverschleiß im Vergleich zum Einsatz ohne Ultraschall deutlich reduziert)
- Um den Seitschleifprozess von Quarzglas mit dem HIT-Ultraschallmodul zu optimieren, half die hochfrequente Mikrovibration, die Schleifkraft zu reduzieren.
- Bei einer 2-fach höheren Effizienz (F 7.000mm/min) zeigte die Oberfläche der Schleifscheibe nur leichten Verschleiß bei stabiler Werkstückqualität. Unter denselben Parametern jedoch kam es ohne Ultraschall zu Abplatzungen und Mattheit der Schleifscheibenoberfläche, was zu einer instabilen Werkstückqualität führte (inkonsistente Größe der Randrisse).
Errungenschaften der HIT-Ultraschall Bearbeitungs Technologie im Seitschleifen von Quarzglas mit D80- Schleifscheibenaufnahmen
(mit HBT40 Ultraschall-Schleifscheibenaufnahmen von HIT)
🕜 Bearbeitungseffizienz - 2-mal höher, und 2-mal höhere Materialabtragsrate
📈 Werkstückqualität - 1,6-mal besser
⚙️ Erhebliche Reduzierung des Werkzeug Verschleißes