
(図1. HIT HSK-A63 超音波加工モジュールがInconel 718 ニッケル合金のキーウェイ側面ミーリングに使用されました)
Inconel 718 ニッケル合金のキーウェイ側面ミーリングにおけるHITの目標
目標は、HIT 超音波加工技術を使用してInconel 718 ニッケル合金のキーウェイ側面ミーリングにおいて、より高い加工効率と長い工具寿命を達成することです。
超音波加工Inconel 718 ニッケル合金のキーウェイ側面ミーリングの結果
Inconel 718 ニッケル合金のキーウェイ側面ミーリング:加工効率
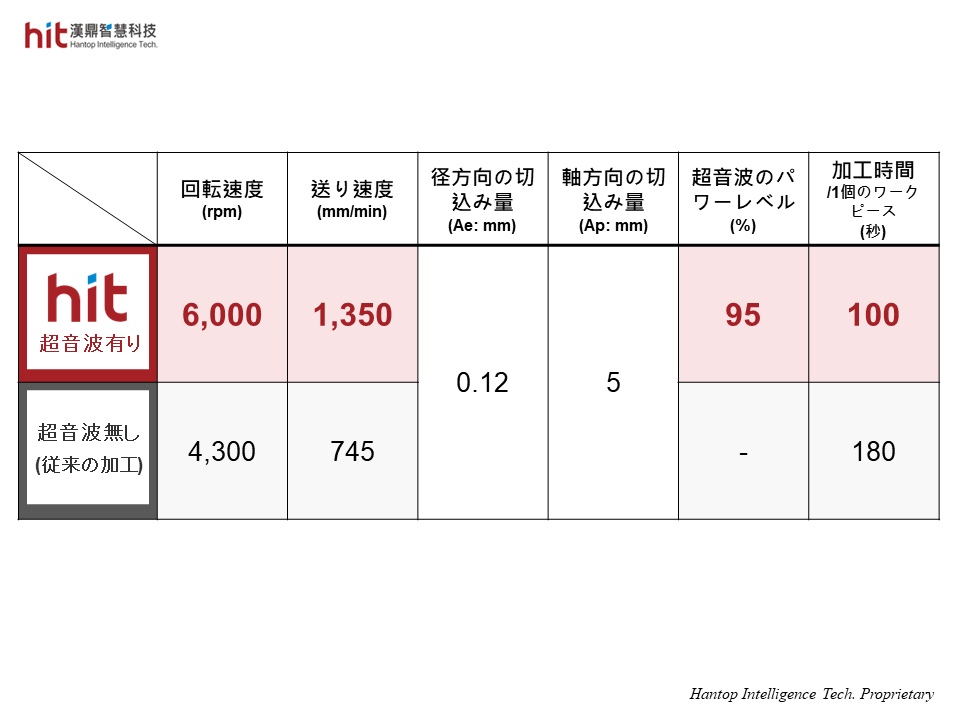
(図2. 回転速度が元のパラメーターよりも1.3倍速くなった後、HIT 超音波により送り速度がさらに向上できました)
Inconel 718 ニッケル合金のキーウェイ側面ミーリング:工具寿命
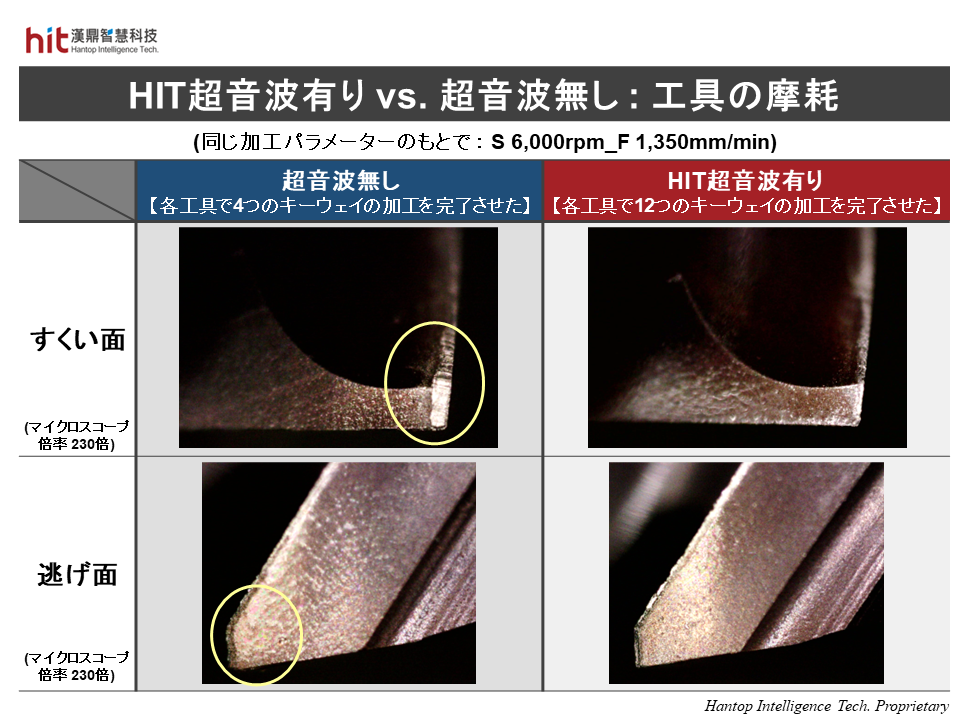
(図3. HIT 超音波支援によるInconel 718 ニッケル合金のキーウェイ側面ミーリングは、冷却効果が向上し、切削チップの排出が改善され、工具刃先に構成刃先が付着するのを防ぎました)
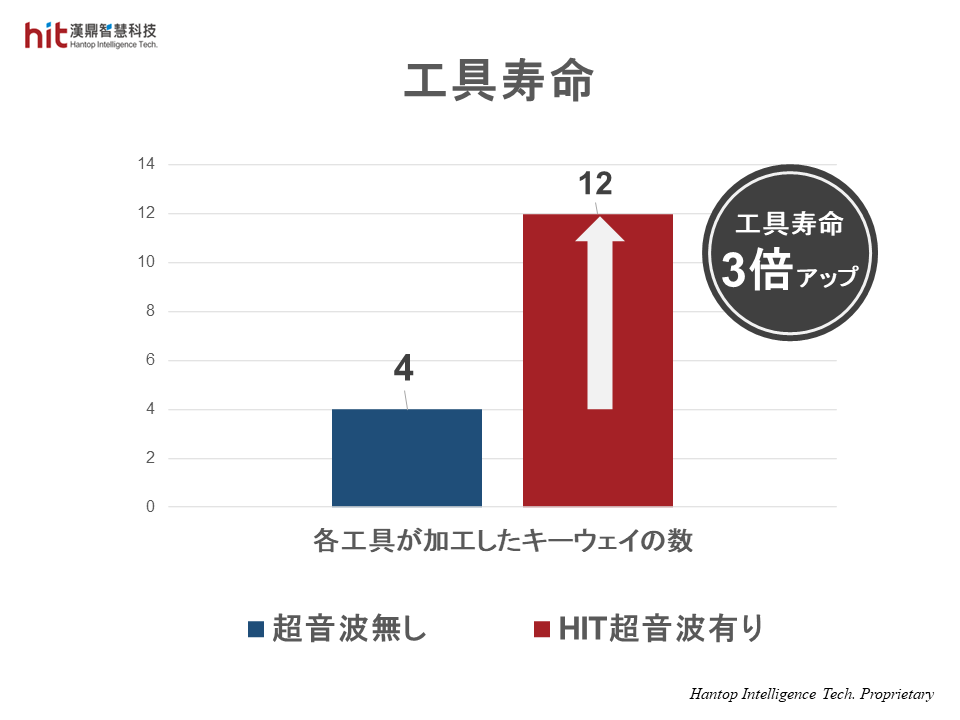
(図4. HIT 超音波支援によるInconel 718 ニッケル合金のキーウェイ側面ミーリングは、工具寿命を3倍に延ばしました)
Inconel 718 ニッケル合金のキーウェイ側面ミーリング:切削チップ形成

(図5. HIT 超音波支援によるInconel 718 ニッケル合金のキーウェイ側面ミーリングでは、冷却効果が向上し、切削チップの排出が改善され、チップの形成が変化しました)
-
HIT 超音波により、工具は作業対象物から頻繁に持ち上げられました。冷却効果が向上し、切削チップの排出が改善されたことで、構成刃先の発生が防がれました。切削力の低減により、工具寿命が3倍に延びました。
-
従来の加工では、連続切削中に過度な熱発生により、ワークハードニングされたチップは排出が難しくなりました。切削チップは塑性変形によりより曲がり、ギザギザのエッジが切削工具やワークピースの品質に簡単に損傷を引き起こす可能性がありました。
Inconel 718 ニッケル合金のキーウェイ側面ミーリング:表面品質
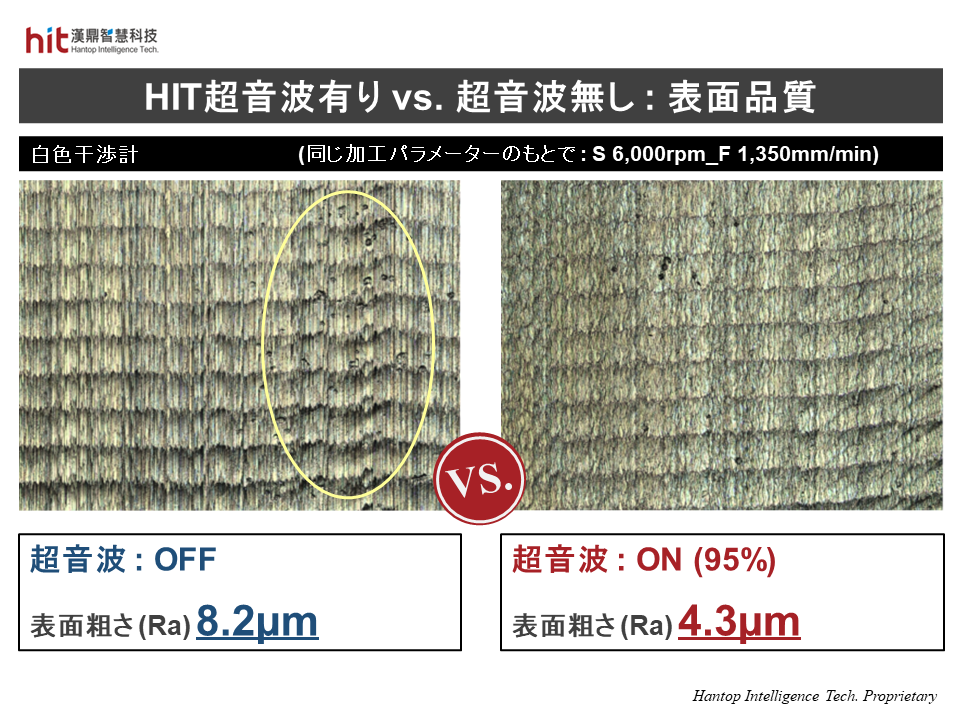
(図6. HIT 超音波支援によるInconel 718 ニッケル合金のキーウェイ側面ミーリングは、ワークピースの表面粗さを低減しました)
HIT超音波加工技術の成果
🕜 加工効率 - 2倍 アップ
📈 表面品質 - 2倍 アップ
⚙️ 工具寿命 - 3倍 アップ