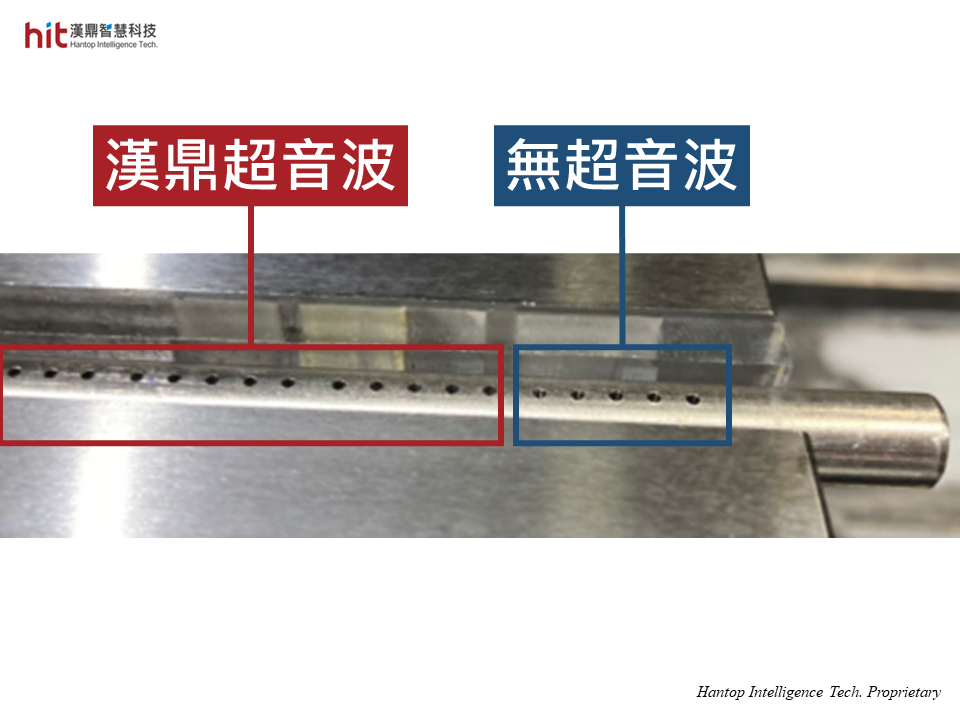
(圖1. 漢鼎超音波輔助加工模組應用於SUS304不鏽鋼曲面微鑽孔加工)
【漢鼎超音波】SUS304不鏽鋼微鑽孔加工:測試目標
針對SUS304不鏽鋼(SUS304 Stainless Steel)的超音波輔助曲面微鑽孔加工測試,目標為使用CNC機加工搭配漢鼎超音波,抑制曲面微鑽孔處毛邊的生成,並降低刀具磨耗狀況。
【漢鼎超音波】SUS304不鏽鋼微鑽孔加工:加工結果
SUS304不鏽鋼微鑽孔加工:工件品質
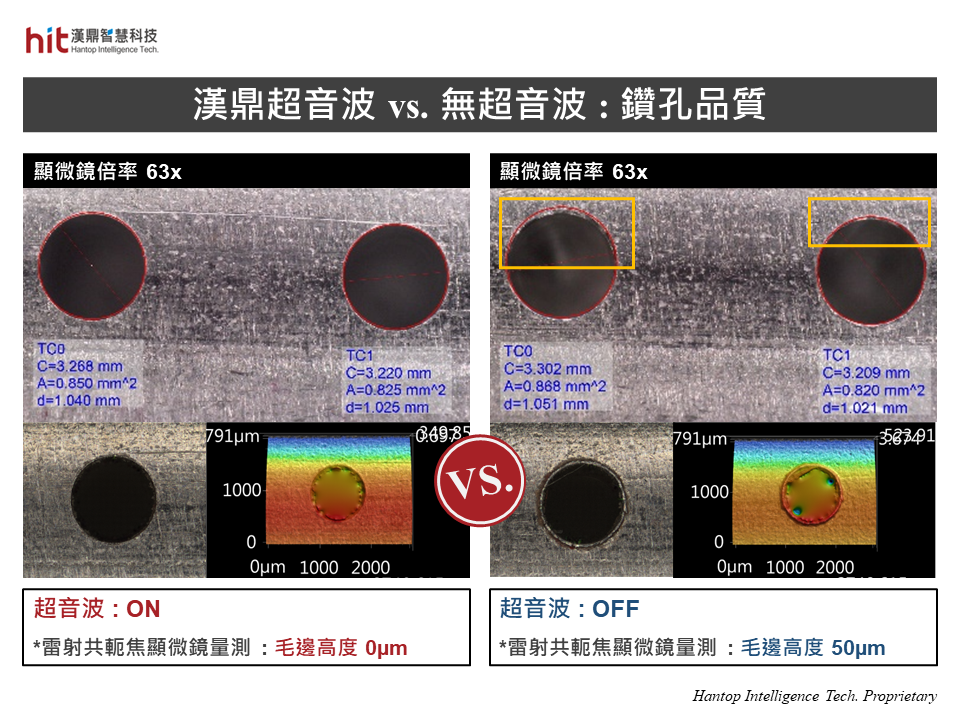
(圖2. 漢鼎超音波輔助SUS304不鏽鋼曲面微鑽孔加工, 去除插銑製程, 仍有效抑制毛邊生成, 實現不鏽鋼曲面微鑽孔零毛邊)
- 一般無超音波加工,切削阻力過大造成刀具偏斜,導致鑽孔真圓度差,因此一般在鑽孔前需要執行插銑(plunge milling)製程,避免鑽頭入鑽時偏斜。
- 切削阻力過大,也會造成材料不易被切斷。如同本次加工測試,使用相同的參數配置,在無超音波加工的情況下,因切削阻力過大,材料不易被切斷,因此在鑽孔處會留有大量毛邊。
- 使用漢鼎超音波輔助加工,高頻率微振動幫助降低切削阻力,無須執行插銑製程,即可避免鑽頭在入鑽時偏斜,提升鑽孔品質,維持良好的真圓度;同時,切削阻力的降低也使刀具能夠順利切斷材料,且更容易排屑,成功抑制鑽孔處毛邊的生成,如圖2所示,可達到鑽孔處零毛邊。
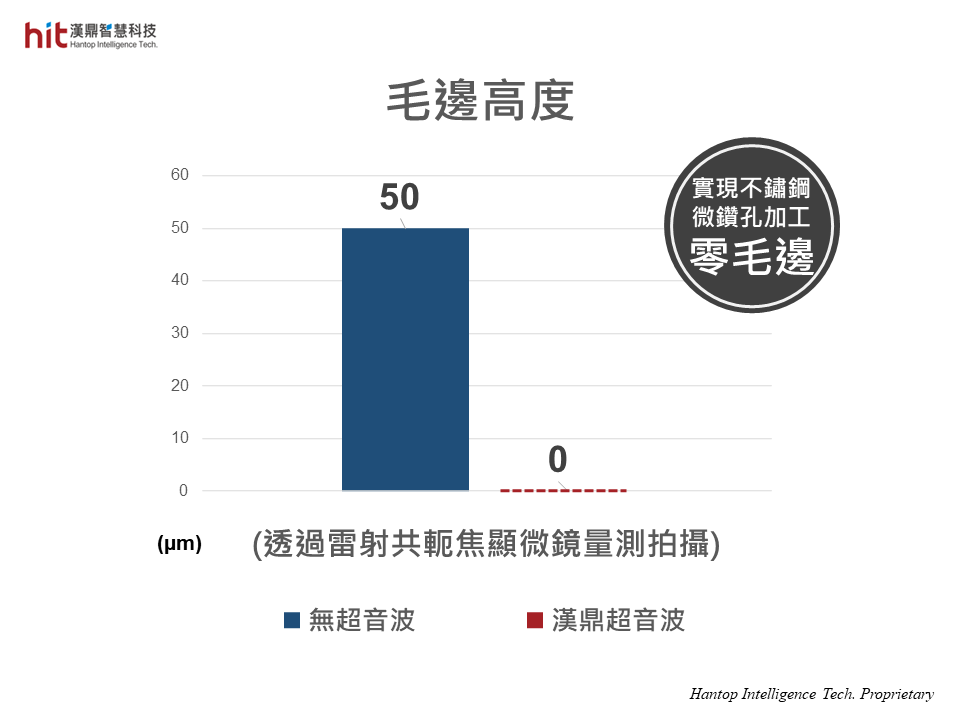
(圖3. 使用漢鼎HSKA63超音波輔助加工模組, 針對304不鏽鋼曲面微鑽孔加工, 達到鑽孔處零毛邊)
SUS304不鏽鋼微鑽孔加工:刀具壽命
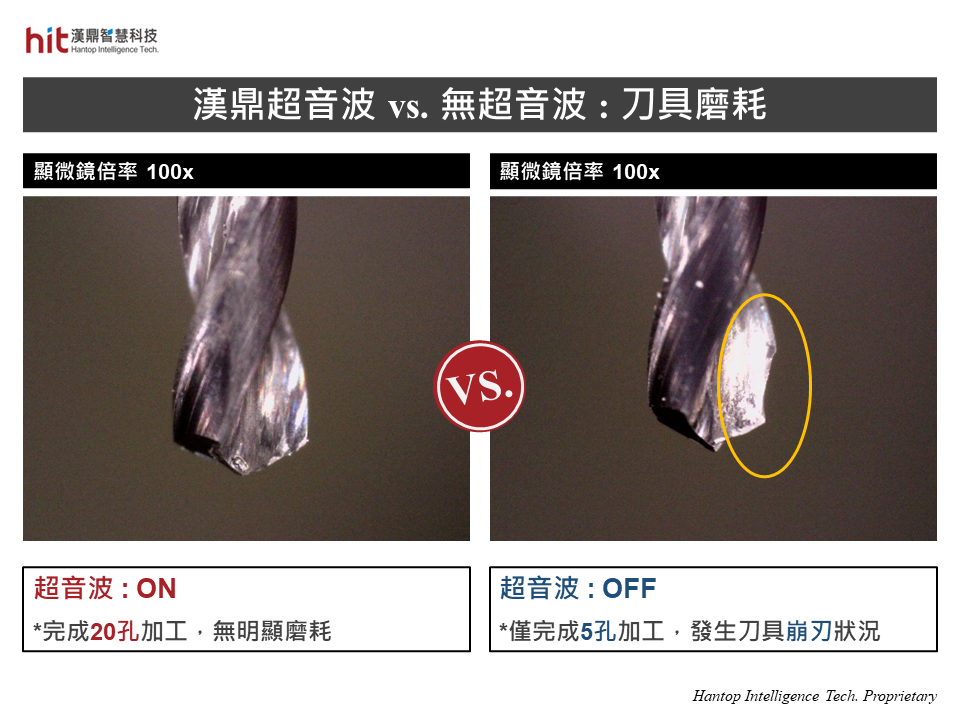
(圖4. 漢鼎超音波輔助SUS304不鏽鋼曲面微鑽孔加工, 有效降低切削阻力, 完成20孔加工, 刀具無明顯磨耗)
- 一般無超音波加工,切削阻力過大除了會造成材料不易被切斷之外,也容易產生刀具纏屑的問題,高溫切屑黏附在刀刃上,可能導致刀刃嚴重崩塌,如圖4所示,在相同參數配置下,無超音波加工僅完成5孔加工,即發生刀具崩刃的狀況。
- 使用漢鼎超音波輔助加工,切削阻力的降低除了能提升鑽孔品質之外,也能使刀具順利切斷材料,且更容易排屑,避免刀具纏屑的狀況,大幅降低刀具磨耗,有效延長4倍刀具壽命。
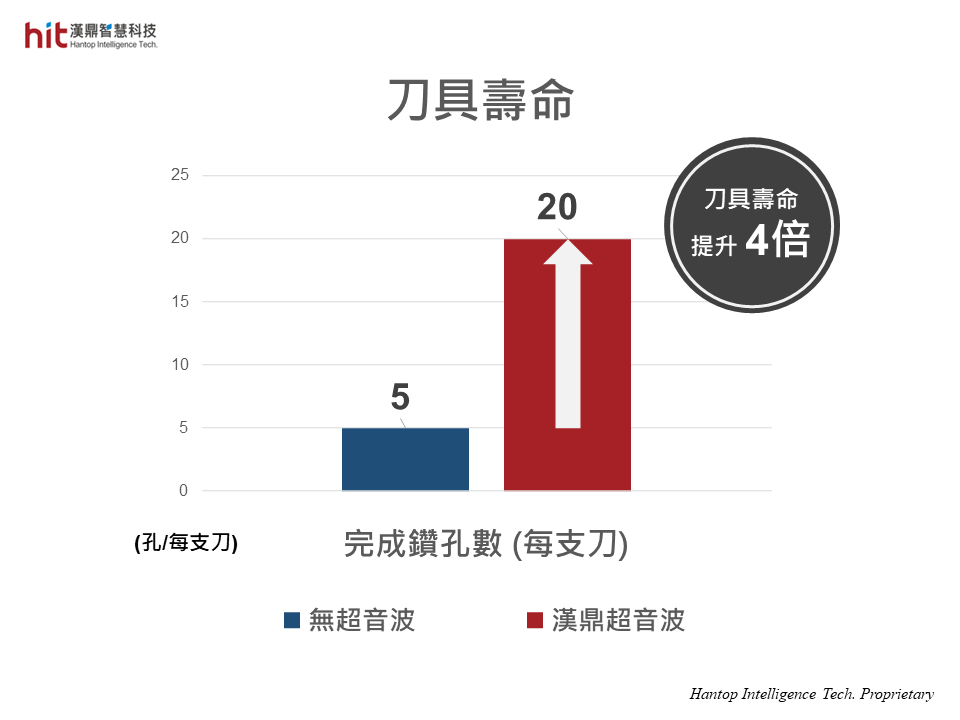
(圖5. 使用漢鼎HSKA63超音波輔助加工模組, 針對304不鏽鋼曲面微鑽孔加工, 降低切削阻力, 相較一般無超音波加工, 刀具壽命延長4倍)
【漢鼎超音波】SUS304不鏽鋼微鑽孔加工:超音波效益
📈 鑽孔品質 - 無插銑製程,鑽孔零毛邊
⚙️ 刀具壽命 - 延長4倍